Изобретение относится к машиностроению и предназначено для зажима и подачи деталей сложной формы, например толкателя клапана, пр ,имущественно на станках непрерьтно го действия в крупносерийном и мас совом производствах. Известно устройство для зажима подачи деталей в зону обработки не прерывно-протяжного станка, содерж щее поворотньй стол с равномерно расположенными по его окружности приспособлениями, каждое из которых выполнено в виде жестко закрепленной на столе опоры, двуплечего рычага, установленного с возможностью качания в горизонталь ной плоскости, и силового привода горизонтальным и вертикальным клиновыми элементами l . Недостатком известного устройства является невозможность его ис пользования для зажима и подачи деталей сложной формы с широким ди пазоном габаритных размеров ввиду ограниченной величины хода клиново пары силового привода, поскольку приводная клиновая пара выполнена кинематически замкнутой. Таким образом, технологические возможности известного устройства ограничены небольшим диапазоном зажимных дета лей. Увелиггение хода клиновой пары силового привода приводит к значительному увеличению габаритов последнего, а следовательно, и всего устройства в целом. Цель изобретения - расширение технологических возможностей и уменьшение габаритов устройства. Поставленная цель достигается тем, что в устройстве для зажима и подачи деталей в зону обработки, содержащем поворотный стол с равномерно расположенными по его окружности зажимными приспособлениями, каждое из которых выполнено в виде жестко закрепленной на стол опоры, двуплечего рычага, установленного с возможностью качания в горизонтальной плоскости, и силово го привода с горизонтальным и вертикальным клиновыми элементами, двуплечий рычаг снабжен выступом, расположенным между его плечами, п этом одно плечо рычага шарнирно связано с горизонтальным клиновым элементом силового привода, а межд 17i упомянутым выступом и другим плечом рычага выполнена криволинейная поверхность, причем выступ и криволинейная поверхность предназначены для взаимодействия с подаваемой деталью. На фиг.1 схематично изображено устройство, общий вид{ на фиг.2 кинематическая схема устройства; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.1, горизонтальный клин «в рабочем положении, на фиг,5 то же, горизонтальный клин в ИСХОДНСН4 положении, на фиг.6 разрез В-В на фиг.1, подаватель в рабочем пбложенрш; на фиг. 7 - то же, подаватель в исходном положении; на фиг. 8 - вид Г на фиг.4. Устройство содержит многопози ционный поворотный стол t с зубчатым приводом котором установлены зажимные приспособления 3 (тиски) с зажш4ным подпружинениьв4 элементом 4 (губкой), силовой привод i тисков 3 с горизонтальным клиновым элементом (клином) 6 (фиг.8) и вертикальным 7 и механизм 8 загрузки с подавателем 9. Зажимной jajjeMeHT 4 тисков 3 представляет собой трехплечий рычаг. Плечо to посредством пальца 11 и планки 12, образующих шарнир, соединено с горизонтальным клином б силового привода 5 тисков и снабжено регулируеШ)М наконечником 13 для восприятия усилия зажима через поверхность 14 горизонтального клина 6. Выступ 15 залаадного элемента 4 расположен между плечом 10 и зажимной частью 16 плеча 17 и направлен в сторону неподвижной опоры тисков 3. Между выступом 15 и зажимной частью 16 гшеча 17 выполнена криволинейная поверхность 18, которая совместно с корпусом тисков образует канал q для ориентированного перемещения в нем заготовки. Зажимной элемент 4 жестко связан с осью 19 (фиг.З), которая с натягом установлена в корпусе тисков на шариковых опорах 20, Силовой привод 5 тисков содержит для каждого вертикального клина 7 приводную пружину 21 (фиг.2) для предварительного зажима обрабатьюаемой детали при переносе ее столом |ИЗ. позиции в позицию и гидроцилиидр 22 для окончательного зажима обрабатываемой детали в рабочей позиции стола. Для раскрытия тисков в силовом приводе предусмотрены гидроцилиндры 23 подъема вертикальных клиньев 7. В случае отсутствия в тисках заготовки, во избежание срабатывания блокировки контроля закрытия тисков (не показана), на горизонтальном клине 6 со стороны вертика ного клина 7 выполнен-паз 24 (фиг.4) для захода в него рабочей части клина 7. Механизм 8 загрузки имеет магазин 25 (фиг.7) с отсекателями 26 для поштучной выдачи з готовок в лоток 27. Устройство работает следуюпрш образом, Из магазина 25 механизма 8 загрузки посредством отсекателей 26 заготовка поступает в лоток 27, откуда подавателем 9 подается в канал а j где заготовка, перемещая по копирной поверхности 18, направляется на выступ 15 зажимного элемента 4. Далее подаватель 9, воздействуя через заготовку на выс туп 15, поворачивает зажимной элемент с осью 19, при этом плечо 10 через шарнирную связь 11 и 12 перемещает горизонтальный клин 6 в позицию зажима в направдении вертикального клина 7. Одновременно плечо 17 зажимного элемента 4 пере мещает заготовку в направлении, ба
рующей поверхности канала а.
При достижении заготовкой под действием подавателя 9 ограничительного упора 28 (фиг.1) происходит опускание под действием пружины 21 вертикального клина 7, осуществляюзажимной детали со значительно большими размерами, чем сама зажимаемая часть и, кроме того, в значительной мере способствует упрощению конструкции устройства и повышает ее надежность. 174 щего через поверхность 14 горизонтального клина 6 и наконечник 13 зажимного элемента 4 предварительный зажим заготовки зажимной частью 16 плеча 17. Далее происходит отвод подавателя 9 в исходное положение, после чего посредством зубчатого привода 2 стол 1, поворачиваясь, переносит тиски с предварительно зажатой заготовкой в рабочую позицюо, где производится окончательный зажим заготовки от гидроцилиндра 22. После очередной смены позиций стола обработанная деталь переносится в зону выгрузки, где под дей- ствием гидроцилиндра 23 щхзнеходит подъем вертикального клина 7, тем самьм осуществляется размыкание обоих клиньев. Под действием пружины зажимной элемент возвращается в исходное положение (т.е. тиски раскрываются), при этом выступ 15, совершая круговое перемещение относительно оси зажимного элемента, выталкивает обработанную деталь из канала а тисков. После следующей смены позиций стола, цикл работы устройства повторяется. Таким образом предлагаемое устройство позволяет обеспечить возможность установки и зажима деталей с предварительным проходом через направляющий канал тисков части
Я
27 0|itf Л 7 г г 2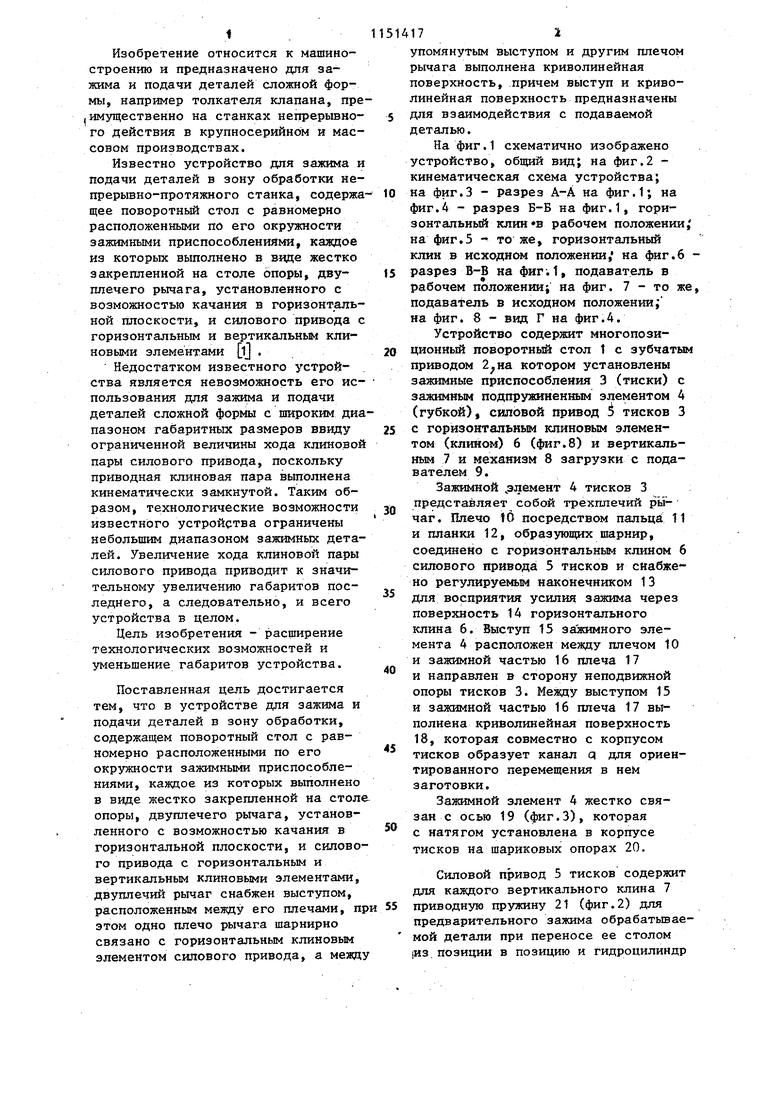

| название | год | авторы | номер документа |
|---|---|---|---|
| Обкатный станок для обработки заготовок | 1973 |
|
SU556878A1 |
| Многопозиционный автомат | 1982 |
|
SU1017470A2 |
| Автоматическая линия | 1986 |
|
SU1465263A1 |
| Устройство для базирования деталей | 1986 |
|
SU1366357A1 |
| Подающе-тянущий механизм непрерывного волочильного стана | 1984 |
|
SU1286311A1 |
| Непрерывно-протяжной станок | 1983 |
|
SU1214349A1 |
| ПРЕЦИЗИОННЫЕ ТИСКИ | 1992 |
|
RU2036072C1 |
| Многопозиционное поворотное приспо-СОблЕНиЕ | 1979 |
|
SU837736A1 |
| Торцеобрабатывающий автомат | 1982 |
|
SU1054018A2 |
| Механизм зажима обрабатываемого материала к высадочному автомату | 1972 |
|
SU463290A1 |




УСТРОЙСТВО ДЛЯ ЗАЖИМА И ПОДАЧИ ДЕТАЛЕЙ в зону обработки, содержащее поворотный стол с равномерно расположенными по его окружности зажимными приспособлениямиi каждое из которых вьтолнено в виде жестко закрепленной на столе опоры, двуплечего рычага, установленного с возможностью качания в горизонтальной плоскости, и силового привода с горизонтальным и вертикальным клиновыми злеМентами, отличающееся тем, что, с целью распюрения технологических возможностей и зтменьшения габаритов устройства, двуплечий рычаг снабжен выступом, расположенным между его плечами, при этом одно плечо рычага шарнирно связано с горизонтальным клиновым элементом силового привода, а между упомянутым выступом и другим плечом рычага выполнена криволинейная поверхность, при(Л чем выступ и криволинейная поверхс ность предназначены для взаимодействия с подаваемой деталью.
J
5-5
ФтМ
1
I//X Y/Л
.5
15
25
iZ ,6
T г.
a
V
/V
-Л
Фиг.8
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке 3432275/25-08, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
