Изобретение относится к машиностроению, конкретно к устройствам для зажима обрабатываемых изделий, и может быть использовано 8 составе технологической оснастки металлорежущих станков.
Целью изобретения является расширение технологических возможностей и повышение надежности закрепления путем обеспечения зажима деталей различной длины и конфигурации в требуемом положении с необходимой точностью.
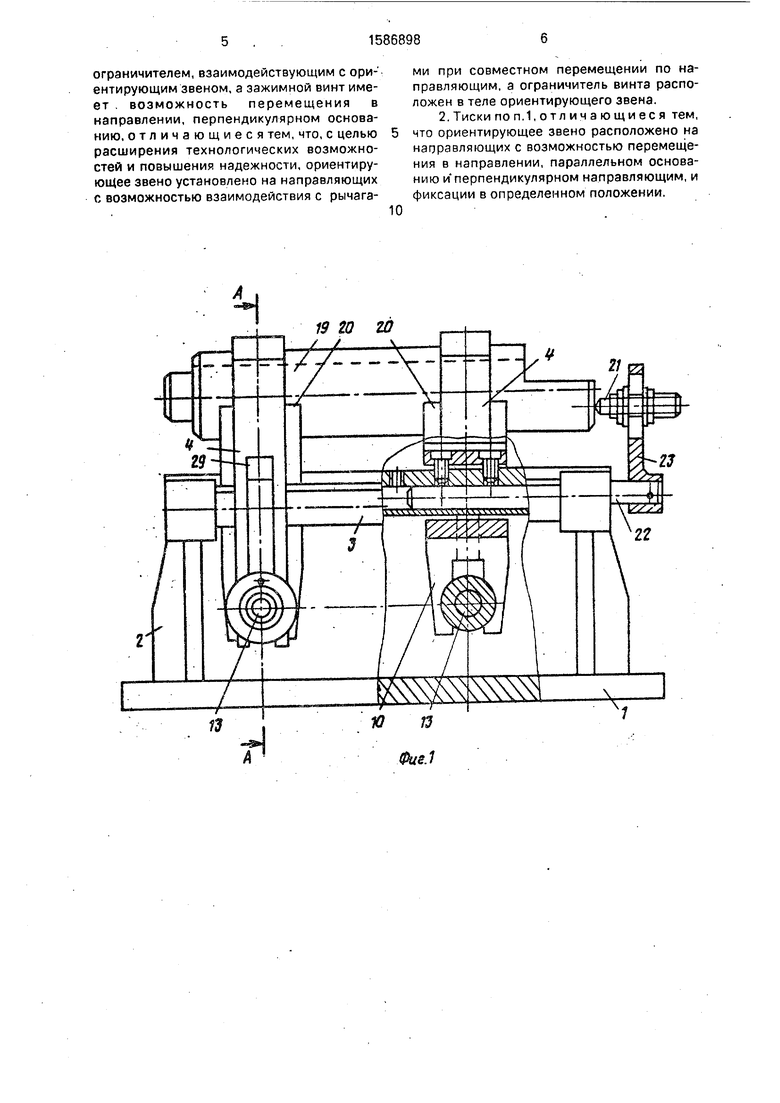
На фиг. 1 приведены предлагаемые тиски, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - то ke, вариант с устройством для регулирования положения ориентирующего звена.
Самоцентрирующие рычажные тиски содержат основание 1, корпус 2 с направляющими 3, установленные на них двуплечие рычаги 4 и 5 с губками 6 и 7 на концах 8 и 9, ориентирующее звено 10, взаимодействующий с концами 11 и 12 рычагов 4 и 5 зажимной винт 13 с ограничителем 14, который взаимодействует с ориентирующим звеном 10, при этом зажимной винт 13 имеет возможность перемещения в направлении, перпендикулярном основанию 1.
Ориентирующее звено 10 своими концами 15 и 16 установлено на направляющих 3 и взаимодействует этими концами 15 и 16 с рычагами 4 и 5 при перемещении по на- правляюа1им 3. Часть винта 13, на которой установлен ограничитель 14, расположена в теле 17 ориентирующего звена 10.
Дополнительно тиски снабжены регулирующим устройством 18, при этом ориентирующее звено 10 расположено на направляющих 3 с возможностью перемещения в плоскости, параллельной основанию 1, и устанавливается в определенном положении с помощью регулирующего устройства 18.
Самоцентрирующие рычажные тиски работают следующим образом.
Заготовка 19 устанавливается на призмы 20, предварительно установленные в требуемое положение и закрепленные. Заготовка 19 в продольном направлении уста- навливается до упора 21, который предварительно отрегулирован в необходимом положении за счет перемещения ко- лонки 22 и угольника 23. Затем перемещаются рычаги 4 и Б в требуемое для закрепления заготовки 19 положение. Эти рычаги 4 и 5 перемещаются попарно комплектно с ориентирующим звеном 10 и винтом 13 вдоль направляющих 3. После этого, используя винт 13с правой и левой резьбовыми нарезками 24 и 25. посредством круглых поворотных гаек 26 и 27 поворачивают
рычаги 4 и 5 до соприкосновения с заготовкой 19. Затем, прилагая необходимое усилие, производят закрепление заготовки 19. Симметричное положение поворотных
рычагов 4 и 5 выдерживается за счет того, что винт 13 своим ограничителем 14 постоянно ориентируется в прперечном пазу 28 ориентирующего звена 10.
Ограничитель 14 винта 13 при закрепле0 НИИ и откреплении заготовки 19 перемещается в вертикальном направлении по поперечному пазу 28.
Корпус 2 тисков в поперечном направлении выполнен пустотелым, а ориентирую5 щее звено 10 совмещено с поворотными рычагами 4 и 5 и размещается в пазах 29 и 30, что обеспечивает беспрепятственное перемещение зажимной сборочной единицы, состоящей из рычагов 4 и 5, ориентирующе0 го звена 10, винта 13 и гаек 26 и 27, в любое требуемое для работ положение по направляющим 3, что позволяет расширить технологические возможности по закреплению заготовок 19, различных по конфигурации и
5 длине, а также повысить надежность их закрепления.
Изготовление такого типа тисков обычно требует подгоночных работ или точного их изготовления для ориентирования гов 4 и 5 в требуемом положении относительно плоскости симметрии призм 20.
Для расширения технологических возможностей, а также с целью компенсации погрешно стей или разброса размеров заго5 товок 19, закчрепления заготовок 19 несимметричной или фасонной формы отверстия 31 и 32 в ориентирующем звене 10 выполнены некруглой формы, например прямоугольной.
0Для выставления поворотных рычагов 4
.и. 5 в требуемое положение при помощи винтов 33 и 34 выставляется ориентирующее звено 10 со смещением его относитель- но направляющих 3 и фиксации его
5 положения упорными эл ементами 35 и 36. Затем после нахождения требуемого для ориентирующего звена 10 положения, а значит и для рычагов 4 и 5, так как они при перемещении ориентирующего звена 10 по0 ворачиваются относительно направляющих 3, производят зажим упорных элементов 35 и 36 и ззконтривание винтов 33 и 34. Формула изобретения 1. Самоцентрирующие рычажные тиски,
5 содержащие основание, установленный на нем корпус с направляющими, установленные на них двуплечие рычаги с губками на одних концах. Ориентирующее звено, образующий с другими концами рычагов ре зьбо- вые соединения зажимной винт с
ограничителем, взаимодействующим с ориентирующим звеном, а зажимной винт имеет . возможность перемещения в направлении, перпендикулярном основанию, отличающиеся тем, что, с целью расширения технологических возможностей и повышения надежности, ориентирующее звено установлено на направляющих с возможностью взаимодействия с рычага0
ми при совместном перемещении по направляющим, а ограничитель винта расположен в теле ориентирующего звена.
2.ТИСКИ по П.1, отл ин а ющиеся тем, что ориентирующее звено расположено на направляющих с возможностью перемещения в направлении, параллельном основанию и перпендикулярном направляющим, и фиксации в определенном положении.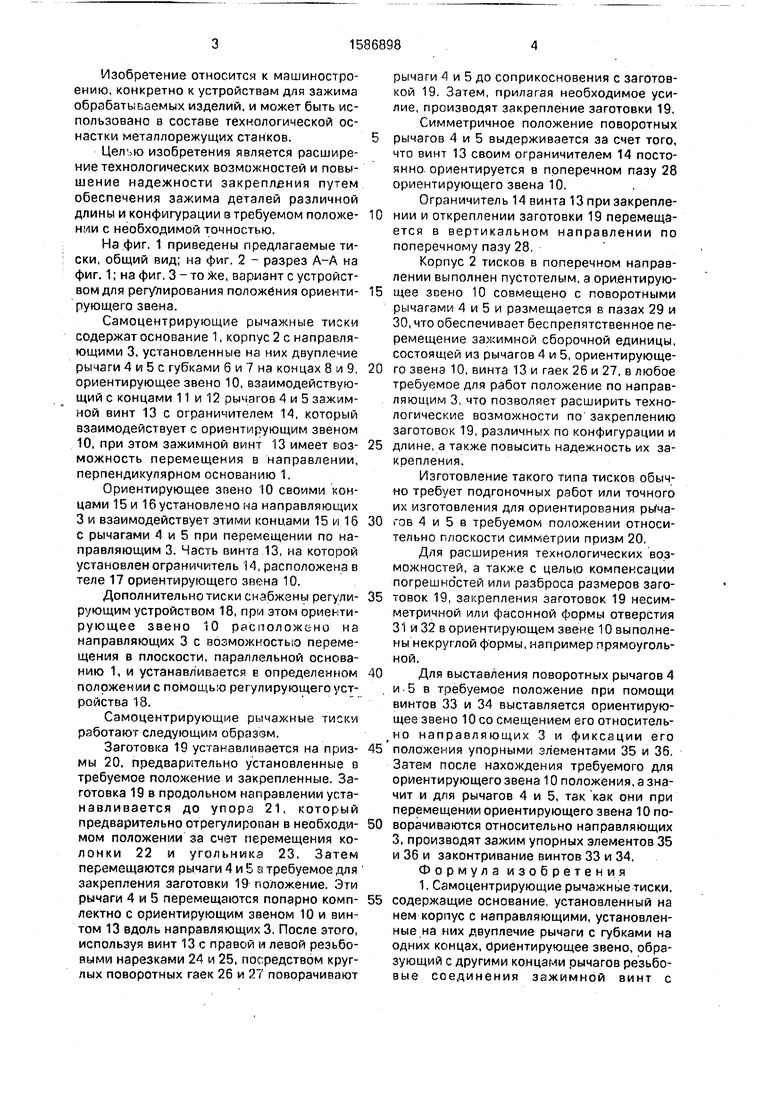
| название | год | авторы | номер документа |
|---|---|---|---|
| Самоцентрирующие тиски | 1991 |
|
SU1796436A1 |
| Самоцентрирующие тиски | 1986 |
|
SU1391865A1 |
| АВТОМАТ ДЛЯ ОТРЕЗКИ И ЗЕНКОВАНИЯ ТРУБОК | 1973 |
|
SU366035A1 |
| Самоцентрирующие тиски | 1981 |
|
SU1025499A1 |
| Захват манипулятора | 1979 |
|
SU1144293A1 |
| Схват манипулятора | 1986 |
|
SU1342730A1 |
| Механизированное устройство станка для установки ступенчатого вала | 2023 |
|
RU2811775C1 |
| Загрузочное устройство | 1982 |
|
SU1085754A1 |
| Устройство для изготовления ремней | 1990 |
|
SU1715708A1 |
| Зажимное устройство с самоцентрирующим механизмом | 2022 |
|
RU2794661C1 |
Изобретение относится к зажимным устройствам и может быть использовано в составе технологической оснастки металлорежущих станков. Целью изобретения является расширение технологических возможностей и повышение надежности закрепления. Самоцентрирующие рычажные тиски содержат основание 1, корпус 2 с направляющими 3, установленные на них двуплечие рычаги 4, 5 с губками 6, 7 на концах 8, 9, ориентирующее звено 10, зажимной винт 13 с ограничителем 14, который взаимодействует с ориентирующим звеном 10. Для зажима заготовки 19 тиски предварительно настраиваются. Рычаги 4, 5 совместно с ориентирующим звеном 10 и винтом 13 перемещаются по направляющим 3 в требуемое положение. С помощью регулирующего устройства производится тонкая поднастройка тисков по форме и размерам заготовки 19. Далее с помощью винта 13 через рычаги 4, 5 губками 6, 7 производится зажим заготовки 19. 1 з.п. ф-лы, 3 ил.
19 to W / л.
29
20
| Самоцентрирующие тиски | 1971 |
|
SU501859A1 |
| кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Станочные, винтовые самоцентрирующие тиски для круглых профилей | |||
| Устройство для очистки от пыли наборных касс | 1930 |
|
SU21167A1 |
