В известных способах прокатки заготовок турбииных лопаток задачу заготовок осуществляют по оси прокатки, и ось вводной арматуры совпадает с осью прокатки. Однако при прокатке таким способом наблюдается серповидность и винтообразность прокатанных полос, наличие которых обусловлено неравномерной по ширине профиля скоростью выхода металла из очага деформации, которая диктуется в основном несимметричной конфигурацией профиля заготовки лопатки.
Описываемый способ отличается тем, что заготовку задают в валки под углом к оси прокатки, приближенно определяемого по следующей зависимости
1 -f-O.l/e COS С - ,
1 + 0,1/а
где Е -относительная деформация со стороны толстой кромки;
-относительная деформация со стороны тонкой кромки.
Задача заготовки в валки под углом к оси прокатки позволяет выравнивать скорость и опережение по щирине несимметричного профиля на выходе из очага деформации за счет
рассогласования времени начала деформации тонкой и толстой кромок заготовки.
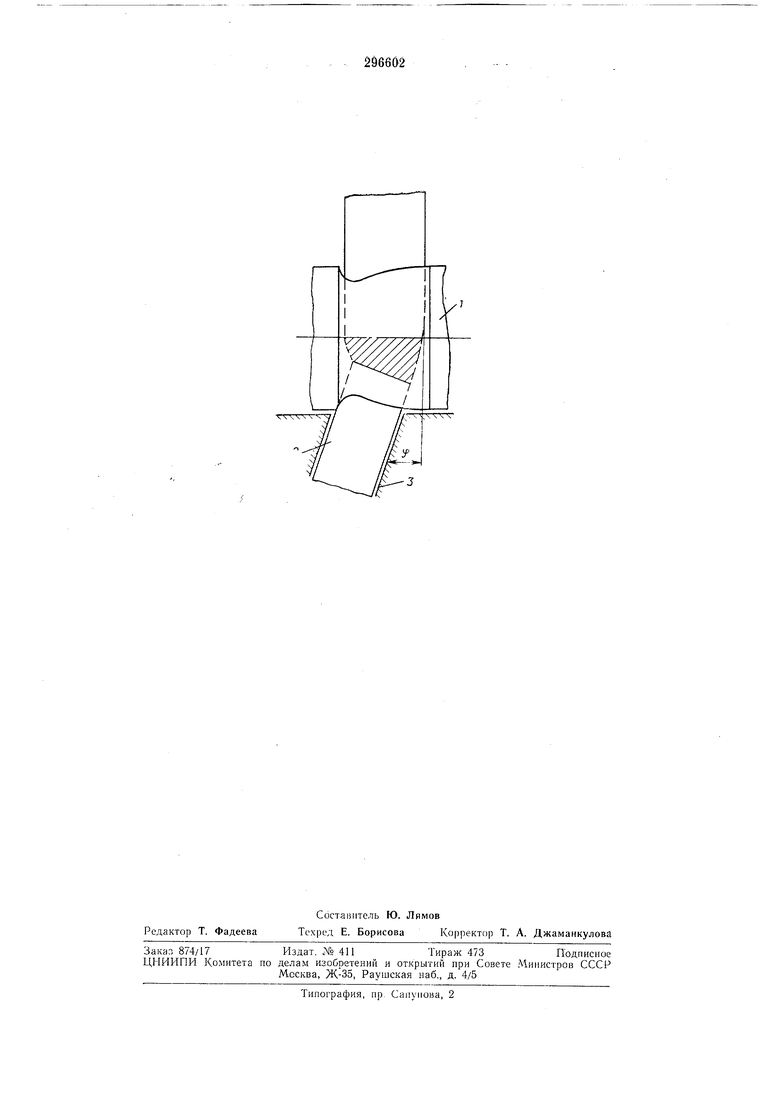
На чертеже представлена схема задачи заготовки по предложенному способу.
В калиброванные валки 1 задают заготовку 2 турбинной лопатки под требуемым углом Ф к оси прокатки посредством соответствующей установки вводной проводки 3, при этом тонкая кромка заготовки поступает в очаг
деформации раньше толстой.
П р е д .м е т изобретения
Способ горячей прокатки заготовок турбинных лопаток, отличающийся тем, что, с целью устранения серповидности и винтообразности полос, заготовку задают в валки под углом ф к оси прокатки, приближенно определяемым 110 следующей зависимости
COS.: ,
,1|Е
где Е - относительная деформация со стороны толстой кромки;
Е - относительная деформация со стороны тонкой кромки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления лопатки компрессора | 1978 |
|
SU759188A1 |
| Способ прокатки клиновидных профилей | 1979 |
|
SU995921A1 |
| СПОСОБ ПРОКАТКИ ТРАПЕЦИЕВИДНЫХ ПРОФИЛЕЙ | 2017 |
|
RU2650464C1 |
| УСТРОЙСТВО для УДЕРЖАНИЯ ВБ1СОКИХ ФАСОННЫХ ПОЛОС | 1973 |
|
SU380379A1 |
| Способ прокатки асимметричных профилей | 1982 |
|
SU1065045A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1990 |
|
RU2044578C1 |
| Способ прокатки клиновидных профилей | 1988 |
|
SU1616724A1 |
| Способ получения фасонных профилей | 1981 |
|
SU1003945A1 |
| Способ прокатки полос | 1985 |
|
SU1242267A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1994 |
|
RU2071848C1 |