Изобретение относится к области сварки, конкреунее к приспособлениям для сборки под .сварку пространственных узлов.
Известны приспособления, содержащие поворотную плиту с Т-образными пазами и установленными в них передвижными стойками. Однако такие приспособления не дают возможности осуществить сборку сложных пространственных узлов.
Цель изобретения заключается в повышении производительности и точности сборки.
Она достигается тем, что в центре плиты колонна, снабженная угло-. измерительным диском, размещенным у ее основания, и углоизмерительным /«J poftcTBOM, закрепленным на квлонне с помощью поворотной втулки, смонтированной на ней с возможностью вертикального перемещения, и фиксации, а на каждой стойке, также с возможностью вертикального перемещения.
закреплена каретка с поворотной в вертикальной плоскости ввдвижной осыо фикcиpye «й под соответствукяцим углом при взай юдействии с угЯБизьРйрительным устройством.
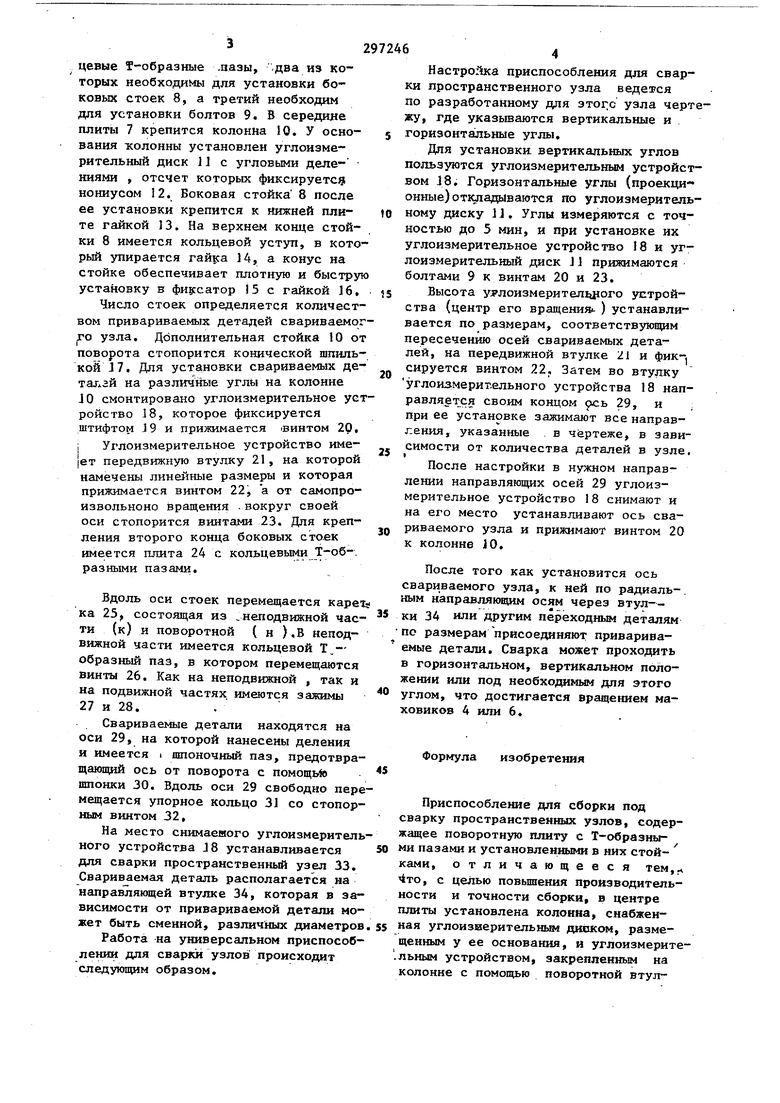
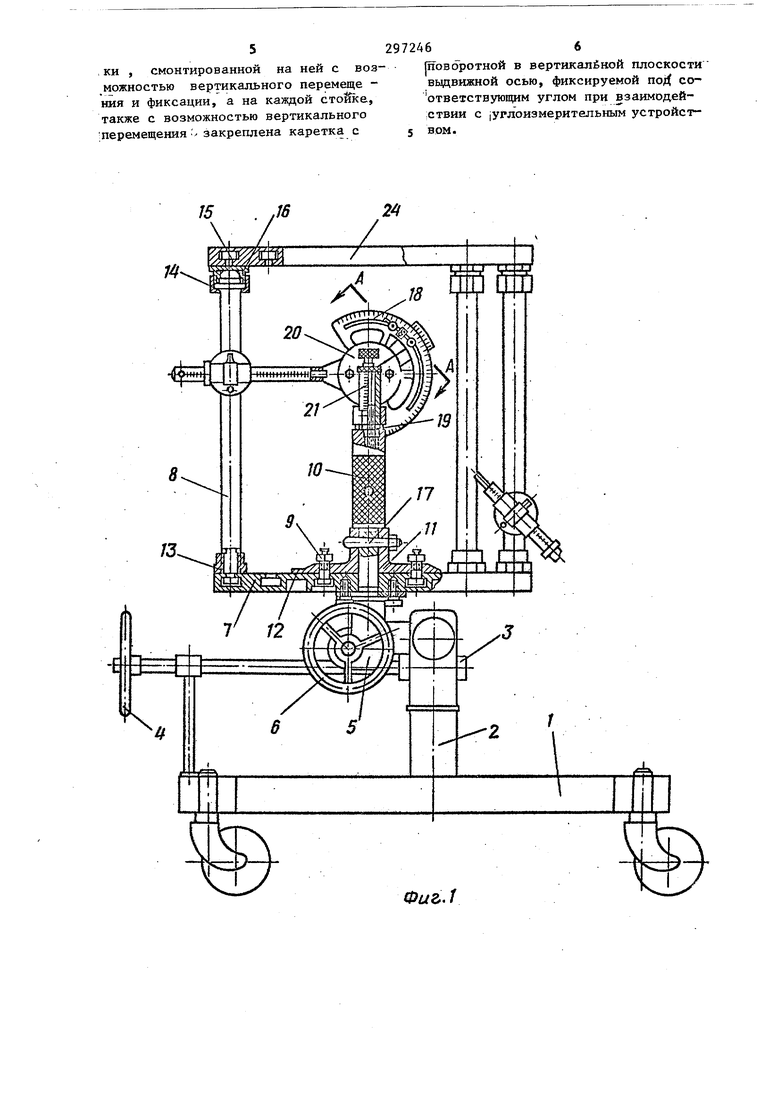
На фиг. дан обций: вид приспособ ления ; на фиг. 2 разрез А-А на фиг ; на фиг. 3 - вид nfmcnoco бления сверку, на г. 4 - узкл I на фиг. 3 на фиг. 5 - узел И на 4мг. 3;
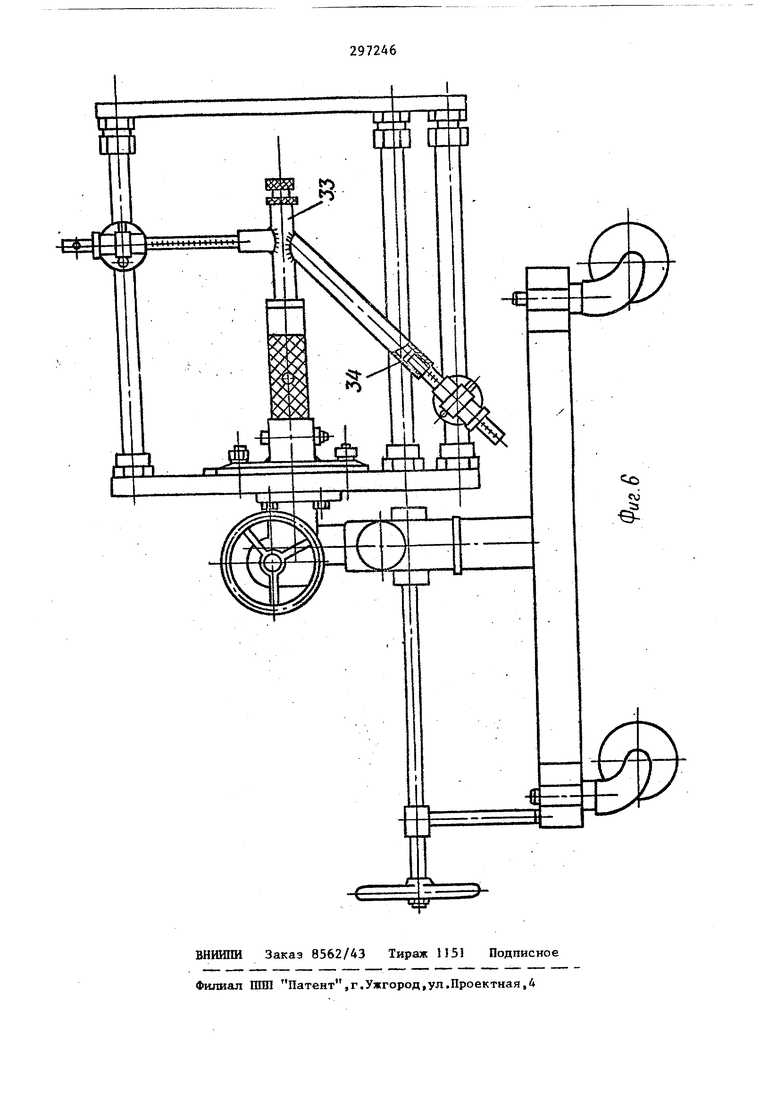
0 на фиг. 6 - приспособление с установленной свариваемой деталью.
Приспособление для удобства передвижения снабжено тележкой , в середине которой смонтирована вертикаль5ная ;стойка 2. На последней прикреп-. лен червячный редуктор вертикального подъема 3, вращение которого осуществляется маховиком 4. На стойке шарнирно смонтирован также червячный редуктор 5 осевого поворота приспособления . Вращение производится посредством маховика 6. К редуктору 5 прикреплена плита 7 Она имеет кольцевые Т-образные .пазы, -два из которых необходимы для установки боковых стоек 8, а третий необходим для установки болтов 9. В середине плиты 7 крепится колонна 10. У основания -колонны установлен углоизмерительный диск J J с угловыми делениями , отсчет которых фиксируете нониусом 12. Боковая стойка 8 после ее установки крепится к «ижней плите гайкой 13. На верхнем конце стойки 8 имеется кольцевой уступ, в который упирается 14, а конус на стойке обеспечивает плотную и быструю установку в фивгсатор 5 с гайкой 16. Число стоек определяется количеством привариваемых детадей свариваемог го узла. Дополнительная стойка 10 от поворота стопорится конической шпилькой J 7. Для установки свариваемых детaJ.гй на различные углы на колонне JO смонтировано углоизмерительное уст ройство 18, которое фиксируется штифтом J9 и прижимается винтом 20. 1 Углоизмерительное устройство име{ет передвижную втулку 21, на которой намечены линейные размеры и которая прижимается винтом 22, а от самопроизвольноно вращения .вокруг своей оси стопорится винтами 23. Для крепления второго конца боковых имеется плита 24 с кольцевыми Т-об-. разными пазами. Вдоль оси стоек перемещается кареЬ ка 25 состоящая из ..неподвижной части (к) и поворотной ( и ),В неподвижной части имеется кольцевой Т,- образный паз, в котором перемещаются винты 26. Как на неподвижной , так и на подвижной частях имеются зажимы 27 и 28. Свариваемые детали находятся на оси 29, на которой нанесены деления и имеется i шпоночный паз, предотвращающий ось от поворота с помощь шпонки 30. Вдоль оси 29 свободно пере мещается упорное кольцо 31 со стопорньи винтом 32, На место снимаеиого углоизмерител ного устройства J 8 устанавливается для сварки пространственный узел 33. Свариваемая деталь располагается на направлякпцей втулке 34, которая в зависимости от привариваемой детали может быть сменной, различных диаметров Работа на универсальном приспособлении для сварки узлов происходит следующим образом. 2 4 Настройка приспособления для свари пространственного узла ведез ся по разработанному для этого узла чертеу, где указьшаются вертикальные и горизонтальные углы. Для установки, вертикальных углов пользуются углоизмернтельным устройством J8. Горизонтальные углы (проекционные) откладываются по углоизмерительному диску и. Углы измеряются с точностью до 5 мин, и при установке их углоизмерительное устройство 18 и углоиэмерительный диск 11 прижимаются болтами 9 к винтам 20 и 23. Высота у лоизмерителу о о устройства (центр его вращения ) устанавливается по размерам, соответствующим пересечению осей свариваемых деталей, на передвижной втулке 21 и фик-. сируется винтом 22, Затем во втулку углоидмерит-ельного устройства 18 направляется своим концом ъ 29, и , при ее установке зажимают все направления, указаншш . в чертеже, в зависимости от количества деталей в узле. После настройки в нужном направлении направляющих осей 29 углоизмерительное устройство 18 снимают и на его место устанав.щвают ось свариваемого узла и прижимают винтом 20 к колонне 10. После того как установится ось свариваемого узла, к ней по радиаль-. иым направляющим осям через втул-ки 34 или другим пёреходньш деталям по размерам прнсоеданяют привариваемые детали. Сварка может проходить в горизонтальном, вертикальном по.ложении или под необходимым для этого углом, что достигается вращением маховиков 4 или 6. Формула изобретения Приспособление для сборки под сварку пространственных узлов, содержащее поворотную плиту с Т-образными пазами и установленными в них стойками, отличающееся тем,к 4то, с целью повьшения производительности и точности сборки, в центре плиты установлена колонна, снабженная углоизиерительШ) диском, размещенным у ее основания, и углоизмерите.льным устройством, закрепленным на колонне с помощью поворотной втулки , смонтированной на ней с возможностью вертикального перемеще нйя и фиксации, а на каждой CToSke, также с возможностью вертикального перемещения закреплена каретка с
йГоворотной в вертикалекой плоскости выдвижной осью, фиксируемой поД соответствующим углом при взаимодействии с |углоизмерительным устройстном.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки секции стоек | 1990 |
|
SU1785942A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
| УЗЕЛ СТЫКА КОЛОННЫ С НАДКОЛОННОЙ ПЛИТОЙ ПЕРЕКРЫТИЯ | 2004 |
|
RU2281363C2 |
| Устройство для сборки под сварку металлоконструкций | 1990 |
|
SU1738573A1 |
| Устройство для контактной точечной сварки | 1984 |
|
SU1211011A1 |
| Стенд для сборки и сварки металлоконструкций | 1988 |
|
SU1608030A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ | 1972 |
|
SU335066A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| Устройство для электродуговой сварки кольцевых швов | 1981 |
|
SU979056A1 |
Фиг.. 1 Узел .
УзелК J
