Изобретение относится к многофункциональной установке для сборки, сварки отводов секторных трубных узлов и может быть использовано при монтаже технологических трубопроводных систем с подгонкой и точной стыковкой свариваемых торцов труб, секторов и отводов.
Из области техники известна установка для сварки труб [RU № 2034689, МПК В23К 37/00, опубликовано 10.05.1995], содержащая смонтированные на основании раму для приема труб, станину с машиной для сварки труб, при этом она оснащена установленным на раме входным рольгангом с механизмом для продольного перемещения труб, размещенным на основании выходным рольгангом с механизмом для продольного перемещения труб, устройством для управления установкой, закрепленными на станине корпусами с вращателем труб, шпинделем на каждом корпусе и приводом вращения шпинделей, каждый вращатель выполнен в виде трехкулачковых патронов, установка оснащена устройством для подачи аргона в полость свариваемых изделий, выполненным в виде приводной трубчатой направляющей с продольным пазом, шарнирно соединенных с ней рычагов с приводом перемещения рычагов, установленной в направляющей штанги с приводом ее перемещения в полость свариваемых изделий, подпружиненным клапаном в хвостовике и центрирующим направляющим наконечником, на штанге закреплен с возможностью перемещения в продольном пазу направляющий фиксатор с переключателями исходного и рабочего положения штанги, на штанге установлено герметично соединенное с ней седло с приводом его перемещения, системой периодической подачи аргона и отверстием для аргона, выходной рольганг содержит приводную звездочку с датчиком положения ее привода, натяжную звездочку, огибающую все звездочки, цепь и размещенные на звеньях цепи ролики, на основании в зоне выходного рольганга установлена с возможностью реверсивного продольного перемещения между натяжной и приводной звездочками тележка с рамой и расположенной на раме камерой рентгеновского контроля сварного соединения с входом, выходом, кнопками коррекции положения камеры и источником постоянного напряжения, на входе и выходе камеры размещены приводные центрирующие элементы в виде захватов, в концы цепи выходного рольганга закреплены на раме тележки, на машине для сварки установлены датчики фиксирования торца трубы, один датчик фиксирования торца трубы размещен со стороны входного рольганга, другой датчик фиксирования торца трубы размещен со стороны выходного рольганга, между датчиком фиксирования торца трубы и механизмом продольного перемещения соответствующего рольганга расположены датчики измерения длины трубы, выходы датчиков измерения длины трубы и выход датчика положения привода приводной звездочки выходного рольганга соединены с входами приема сигналов измерения перемещения устройства управления, привод приводной звездочки выходного рольганга соединен с выходом устройства управления установкой, входы устройства управления установкой соединены с выходами датчиков механизмов продольного перемещения входного и выходного рольгангов, привод вращения шпинделей соединен с выходами устройства управления установкой, датчик положения привода вращения приводной звездочки выходного рольганга соединен с выходом устройства управления установкой, при этом устройство управления установкой выполнено с шестью входами и пятью выходами приема дискретных сигналов устройства управления установкой, к первому и второму входам приема дискретных сигналов устройства управления установкой подсоединены выходы датчиков измерения длины 2 трубы, первый и второй выходы приема дискретных сигналов устройства управления установкой соединены соответственно с приводами перемещения направляющей и штанги, третий и четвертый входы приема дискретных сигналов устройства управления установкой соединены с переключателями исходного и рабочего положения штанги, третий выход приема дискретных сигналов устройства управления установкой соединен с приводом перемещения седла, четвертый и пятый выходы приема дискретных сигналов устройства управления установкой соединены с входами привода захватов камеры рентгеновского контроля сварного соединения, пятый и шестой входы приема дискретных сигналов устройства управления установкой соединены через кнопки коррекции положения камеры рентгеновского контроля сварного соединения с источником постоянного тока.
К недостаткам известной установки можно отнести сложность ее конструкции и низкие технологические возможности, связанные с возможным рассогласованием соосности свариваемых труб и образованием неплотного стыка труб, что ведет к снижению качества сварки и недолговечности сварного соединения.
Известна более совершенная полевая многофункциональная установка для сварки трубных узлов и не стандартного оборудования [RU № 2433897, МПК В23К 37/04, опубликовано 20.11.2011], взятая в качестве ближайшего аналога, содержащая линию, включающую рельсовый ходовой путь, на котором установлены с возможностью перемещения в продольном направлении роликовые опоры с подвижным и неподвижным вращателями и установленными на них планшайбами, сварочный автомат, источник питания, при этом установка снабжена подвижным рабочим местом сварщика, выполняющего корневой слой шва, а сварочный автомат выполнен в виде самоходного поста автоматической сварки под слоем флюса, при этом установка содержит вторую линию и один ходовой рельсовый путь, причем подвижное рабочее место сварщика, выполняющего корневой слой шва, снабжено 3 пультом управления вращателями, выполненным с возможностью настройки скорости вращения, и расположено на каждой линии, а самоходный пост автоматической сварки под слоем флюса установлен на ходовом рельсовом пути с возможностью изменения высоты, продольного движения по ходовым рельсовым путям, разворота на 180° и снабжен пультом управления вращателями для настройки скорости вращения, причем неподвижный вращатель установлен с одной стороны торца линии, при этом планшайба вращателя состоит из листа стали круглой формы с выполненными на ней путями для перемещения кулачков, причем на листе установлена штанга с телескопическим захватом, выполненным с возможностью захвата трубного узла за отвод или тройник.
К недостаткам известной установки можно отнести ограниченные технологические возможности, связанные с подгонкой стыков свариваемых поверхностей труб и их узлов друг к другу, в частности с отсутствием возможностей смещения и/или поворота одного из узлов для обеспечения плотного совпадения и контакта стыков.
Техническим результатом предполагаемого изобретения является устранение недостатков аналогов, в частности, повышение технологических возможностей установки, связанных с обеспечением плотной подгонки стыков в горизонтальной и вертикальной плоскостях, а также с обеспечением подгонки угла стыка и смещения секторов отводов при несовпадении их осей.
Поставленный технический результат достигается использованием сочетания известных, общих с прототипом признаков включающих смонтированное на рельсовых ходовых путях сварочное оборудование, неподвижную опору с планшайбой и средством крепления свариваемого сектора, источник питания и новых признаков, заключающихся в том, что установка снабжена дополнительной опорой, смонтированной на рельсовом пути, с вращателем и планшайбой, при этом, на каждой планшайбе неподвижной и дополнительной опор закреплены направляющие со смонтированными на них каретками, на боковых сторонах которых, при помощи зубчатых зацеплений с возможностью поворота на угол от 0 до 130° от верхней поверхности каретки параллельной продольной оси вращателя закреплены дополнительные планшайбы со средствами крепления секторов отводов.
Новизной предполагаемого изобретения является наличие в установке дополнительной опоры - позиционера, смонтированной на рельсовом пути, с вращателем и планшайбой, при этом, на каждой планшайбе неподвижной и дополнительной опор закреплены направляющие со смонтированными на них каретками, на боковых сторонах которых, при помощи зубчатых зацеплений с возможностью поворота на угол от 0 до 130° от верхней поверхности каретки параллельной продольной оси вращателя закреплены дополнительные планшайбы со средствами крепления секторов отводов.
Предложенные признаки установки обеспечивают механизированное смещение и механизированный наклон, а также механизированное вращение относительно продольной оси изделия. То есть, за одну установку изделия, собранного из 5 секторов, можно обеспечить последовательную сварку каждого стыка.
Так, наличие в установке дополнительной опоры, смонтированной на рельсовом пути с вращателем и планшайбой позволяет более точно совмещать до совпадения торцевые поверхности свариваемых стыков секторов, устанавливать требуемое технологическое расстояние друг от друга торцевых поверхностей секторов отводов для последующей качественной сварки. Обеспечивается механизированная сборка трубного узла стыков на одном рабочем месте без переналадок и дополнительных регулировок.
Выполнение на каждой планшайбе неподвижной и дополнительной опор направляющих со смонтированными на них каретками обеспечивает, за счет перемещения каретки по направляющим в плоскости планшайбы, смещение оси свариваемых секторов отводов в плоскости перпендикулярной оси вращателя в направлениях от 0 до 360 градусов, включая, как частный случай, конкретное смещение по вертикали и/или по горизонтали.
Монтаж на боковых сторонах кареток дополнительных планшайб со средствами крепления секторов отводов при помощи зубчатых зацеплений с возможностью поворота на угол от 0 до 130° от верхней поверхности каретки параллельной продольной оси вращателя позволяет менять в зависимости от условий сварки, сборки и регулировать угол наклона торцовых поверхностей стыкуемых секторов и трубных узлов, закрепленных на дополнительных планшайбах неподвижной и подвижной опор вращателей, устанавливать стыки свариваемых секторов отводов не только в вертикальной плоскости сварки, но и в более широком спектре наклона этих стыков.
Выполнение верхней поверхности каретки параллельно продольной оси вращателя способствует осуществлению наклона каждой дополнительной планшайбы опор от ее параллельного положения на угол от 0 до 130 градусов при выполнении работы по стыковке торцов секторов друг с другом.
Патентно-информационный поиск, проведенный в процессе подготовки материалов, сочетания предложенных известных и новых признаков предполагаемого изобретения в патентной и научно-технической литературе - не выявил, что позволяет отнести признаки к обладающим новизной.
Поскольку предложенное сочетание признаков неизвестно из существующего уровня техники и позволяет получить более высокий технический результат, то предлагаемые существенные признаки возможно признать соответствующими критерию - изобретательский уровень.
Описание осуществления предлагаемого устройства и проведенные опытные работы позволяют отнести предложенное устройство к промышленно выполнимым.
На фиг. 1 представлен чертеж предлагаемой установки для сварки секторов отводов труб.
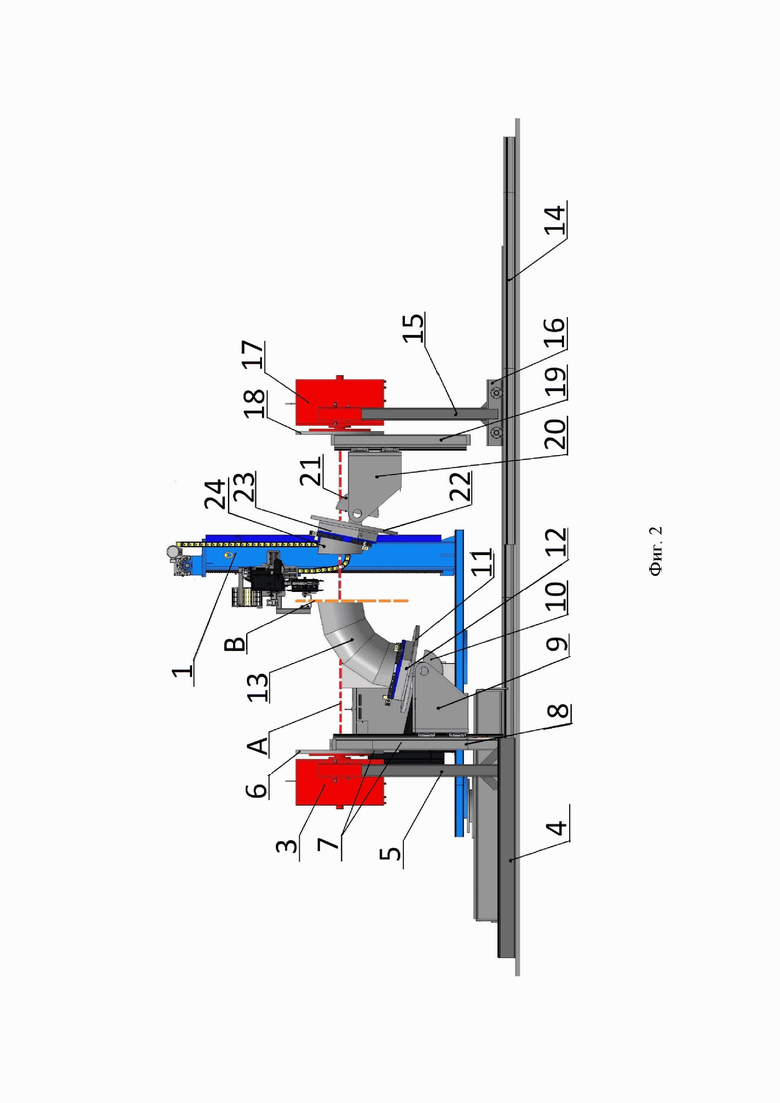
На фиг. 2 схематично представлено расположение первых свариваемых секторов, закрепленных на дополнительных планшайбах неподвижного и передвижного позиционеров.
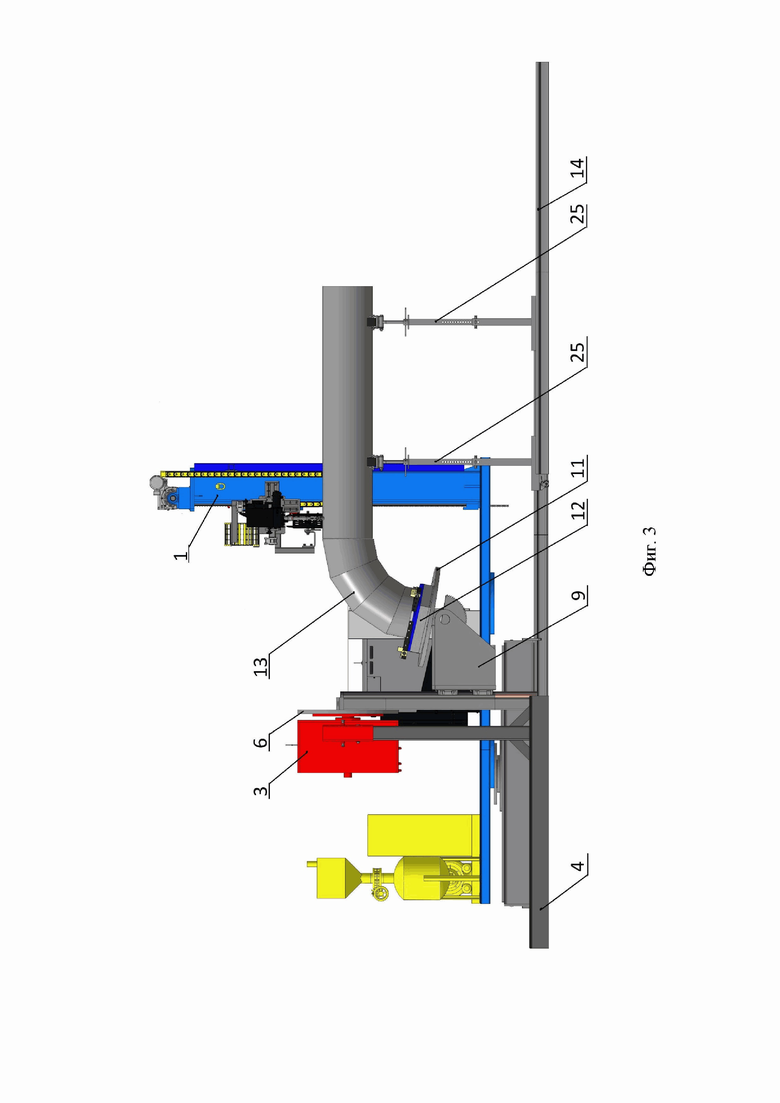
На фиг. 3 схематично показан процесс сварки соединяемых секторов с турбой.
Установка для сварки секторов отводов труб, состоит из: сварочного оборудования, выполненного в виде колонны-манипулятора 1 со смещенным центром поворота с источником питания 2. Неподвижная опора - позиционер 3 с вращателем состоящим из электромотора и редуктором, смонтирован на опорной площадке 4 с вертикальными стойками 5. На планшайбе 6 позиционера 3 смонтирован узел смещения 7 оси вращения позиционера 3, выполненный в виде направляющих 8 с передвижной кареткой 9, на которой при помощи зубчатого зацепления 10 смонтирована дополнительная планшайба 11 со средством крепления секторов отводов в виде трехкулачкового самоцентрирующегося патрона 12, при помощи которого осуществляют крепление первого свариваемого элемента 13 сборочно-сварочного узла. На рельсовом пути 14 на регулируемых по высоте опорных стойках 15 с роликовыми тележками 16 смонтирована дополнительная опора - передвижной сборочный позиционер 17 с опорной планшайбой 18, на направляющих 19 которой смонтирована передвижная каретка 20 для смещения оси вращения сборочного позиционера 17. На каретке 20 при помощи зубчатого зацепления 21 смонтирована дополнительная планшайба 22 со средством крепления секторов отводов в виде трехкулачкового самоцентрирующегося патрона 23. Стыкуемый элемент 24 закреплляется в патроне 23. Базовой осью вращения позиционера 3 является горизонтальная ось А. Сварочной плоскостью является вертикально расположенная плоскость В.
Предлагаемая установка для сварки секторных отводов труб, трубных узлов работает следующим образом:
Первый свариваемый элемент или сектор 13 трубного отвода при помощи трехкулачкового самоцентрирующегося патрона 12 закрепляют на дополнительной планшайбе 11, а второй, собираемый и привариваемый к первому, стыкуемый элемент или сектор 24 закрепляют на дополнительной планшайбе 22 передвижного сборочного позиционера 17. Сварку и сборку элементов (секторов отводов) осуществляют в вертикальной плоскости В при совпадении осей вращения свариваемых секторов 13 и 24 отводов с горизонтальной осью А вращения позиционера 3. Для приведения плоскости торца первого сектора 13 в вертикальное положение параллельное плоскости В, дополнительную планшайбу 11 с закрепленным на ней сектором 13 при помощи зубчатого зацепления 10 поворачивают до совпадения с вертикальной плоскостью В. При этом, во время поворота дополнительной планшайбы 11 может появиться смещение оси отверстия сектора 13 от горизонтальной оси А неподвижного позиционера 3, например, в сторону от оси А. Для совмещения и совпадения осей сектора 13 и оси А позиционера 3, каретку 9 по направляющим 8 механизировано перемещают вверх или вниз в зависимости от исходного положения каретки 9 с планшайбой 6 при закреплении на ней сектора 13 отвода. При этом возможно несовпадение осей вращения отвода 13 с осью А позиционера 3, которое может быть направлено в одну из сторон от оси позиционера 3 под любым углом. Для совмещения осей сектора 13 с осью А позиционера 3 направляющие 8 планшайбы 6 поворачивают до их совмещения с направлением смещения осей сектора и позиционера 3 и перемещением каретки 9 по направляющим 8 совмещают оси вращения сектора 13 отвода с осью А позиционера 3.
Далее приступают к ориентации плоскости торца, привариваемого к сектору 13 сектора 24. Для этого, при помощи зубчатого зацепления 21, перемещением каретки 20 по направляющим 19 и поворотом дополнительной планшайбы 22 при помощи зубчатого зацепления 21, точно также, как и при ориентации первого отвода 13, достигают вертикального расположения плоскости свариваемого стыка сектора 24. После совпадения осей отверстий секторов 13 и 24 с осями позиционеров 3 и 17, по рельсовым путям 14 осуществляют подвод подвижной опоры с позиционером 17 с сектором 24, к сектору 13 отвода на расстояние, создавая необходимый зазор, который требуется для выполнения сварных швов.
При необходимости, корректирование совпадения осей секторов 13 и 24 с осью позиционеров 3 и 17 осуществляют при помощи поворотных планшайб 6 и 22, направляющих 8 и 19 и зубчатых зацеплений 10 и 21. Сварку стыков осуществляют автоматически под флюсом или механизировано преимущественно в вертикальной плоскости В, для чего по рельсовому пути колонну-манипулятор 1 со сварочным оборудованием подводят к плоскости В, выдвигают стрелу до совпадения электродов сварочного оборудования с продольной осью позиционеров, осуществляют одновременное вращение секторов 13 и 24 при помощи позиционеров 3 и 17, вращением планшайб 6 и 18 с закрепленными на них секторами с заданной скоростью в пределах от 5 до 30 м/час осуществляют сварку секторов без изменения положения сварочного оборудования, в частности, электрода относительно свариваемого соединения секторов 13 и 24. При необходимости выполнения внутреннего сварочного шва указанных секторов, колонну-манипулятор 1 по рельсовым путям 25 отводят в сторону и поворачивают на угол в 90 градусов в сторону сваренных секторов 13 и 24 и вводом электродов во внутрь секторов, осуществляют сварку. Кроме сварки трубных вводов, состоящих из нескольких секторов, на предлагаемой установке возможно к собранным сваркой узлам приваривать другие трубы, секции, отводы, которые устанавливают на подвижные роликовые опоры 26 и подают по рельсовым путям 14 к ориентировано установленному трубному узлу секторных отводов, при этом позиционер 17 предварительно отводят в сторону из рабочей зоны.
Конструкция установки позволяет на одном рабочем месте совмещать несколько операций, таких как сборка, сварка изделий и контроль выполненных операций.
В настоящее время на предприятии изготовлена опытная установка для сварки секторов отводов труб, которая успешно прошла предварительные испытания. Проведенные испытания показали устойчивые положительные результаты. Фактические показатели по совмещению стыков свариваемых секторов отводов и трубных узлов были точнее предельно допустимых параметров и требований предъявляемых при сварке труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ СЕКТОРОВ ПРИ СВАРКЕ ОТВОДОВ ТРУБ | 2021 |
|
RU2781262C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| ПОЛЕВАЯ МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ СВАРКИ ТРУБНЫХ УЗЛОВ И НЕСТАНДАРТНОГО ОБОРУДОВАНИЯ | 2009 |
|
RU2433897C2 |
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ УЗЛОВ | 2011 |
|
RU2478460C1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| Установка для сварки кольцевых швов | 1979 |
|
SU941107A1 |
| Устройство для сварки кольцевых швов цилиндрических изделий | 1985 |
|
SU1291347A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |

Изобретение относится к установке для сварки секторов отводов труб и может быть использовано при монтаже технологических трубопроводных систем с подгонкой и точной стыковкой свариваемых торцов труб, секторов и отводов. Установка включает сварочное оборудование (1) с источником питания (2), неподвижную опору (3) с планшайбой (6) и средством крепления свариваемого сектора. Дополнительная опора (17) с вращателем и планшайбой (18) смонтирована на рельсовом пути. На каждой планшайбе неподвижной (3) и дополнительной опор (17) закреплены направляющие со смонтированными на них каретками (9, 20). На боковых сторонах кареток (9, 20) с возможностью поворота закреплены планшайбы (11,22) со средствами крепления секторов отводов. Использование изобретения позволяет расширить технологические возможности установки. 1 з.п. ф-лы, 3 ил.
1. Установка для сварки секторных отводов труб, включающая в себя смонтированное на рельсовых ходовых путях сварочное оборудование с источником питания, неподвижную опору с планшайбой и средством крепления свариваемого сектора, отличающаяся тем, что она снабжена смонтированной на рельсовом пути дополнительной опорой с вращателем и планшайбой, при этом на каждой планшайбе неподвижной и дополнительной опор закреплены направляющие со смонтированными на них каретками, на боковых сторонах которых посредством зубчатых зацеплений с возможностью поворота на угол от 0 до 130° от верхней поверхности каретки, параллельной продольной оси вращателя, закреплены дополнительные планшайбы со средствами крепления секторов отводов.
2. Установка по п. 1, отличающаяся тем, что средства крепления секторов отводов выполнены в виде трехкулачкового самоцентрирующегося патрона.
| ПОЛЕВАЯ МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ СВАРКИ ТРУБНЫХ УЗЛОВ И НЕСТАНДАРТНОГО ОБОРУДОВАНИЯ | 2009 |
|
RU2433897C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБ | 1996 |
|
RU2103138C1 |
| Кантователь для сварки изделий криволинейного профиля | 1976 |
|
SU662303A1 |
| US 7216795 B2, 15.05.2007 | |||
| US 20190076968 A1, 14.03.2019. | |||

