1 1
Изобретение относится к сварочному оборудованию, предназначенному для автоматической приварки винтов к кольцам, и может быть использовано в разных отраслях машиностроения, в частности в электротехнической промышленности для приварки винтов к кольцам при изготовлении каркасов бытовых светильников.
Цель изобретения - повышение производительности .
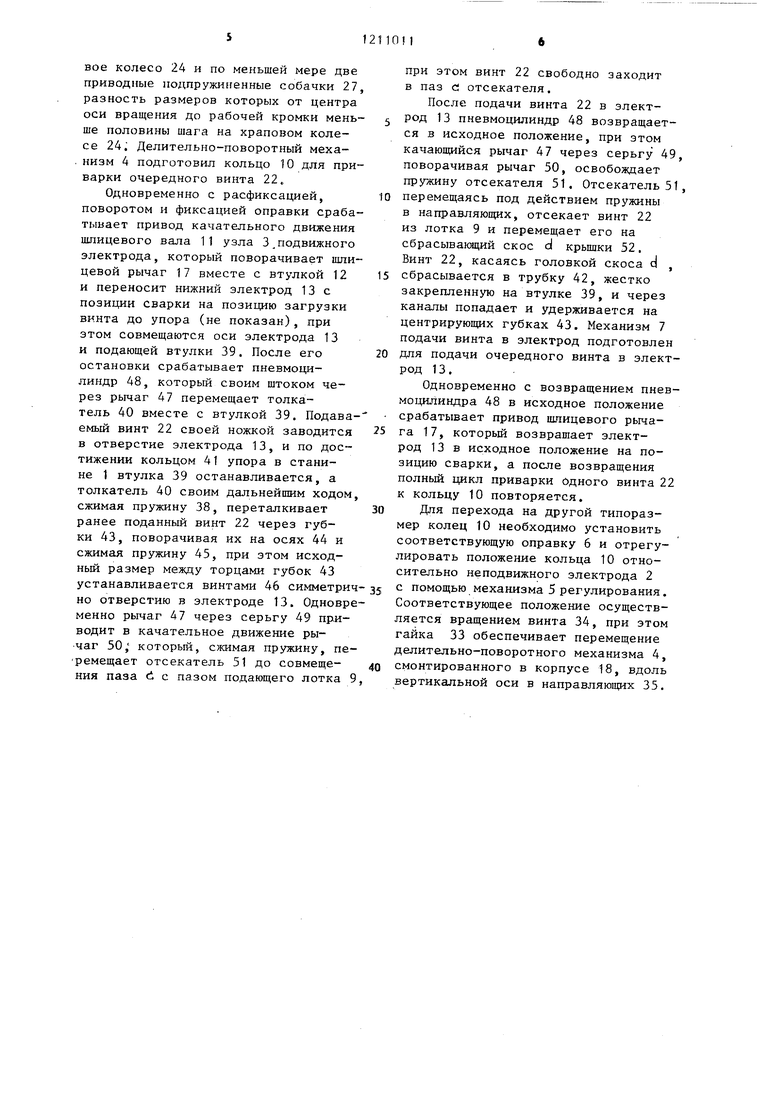
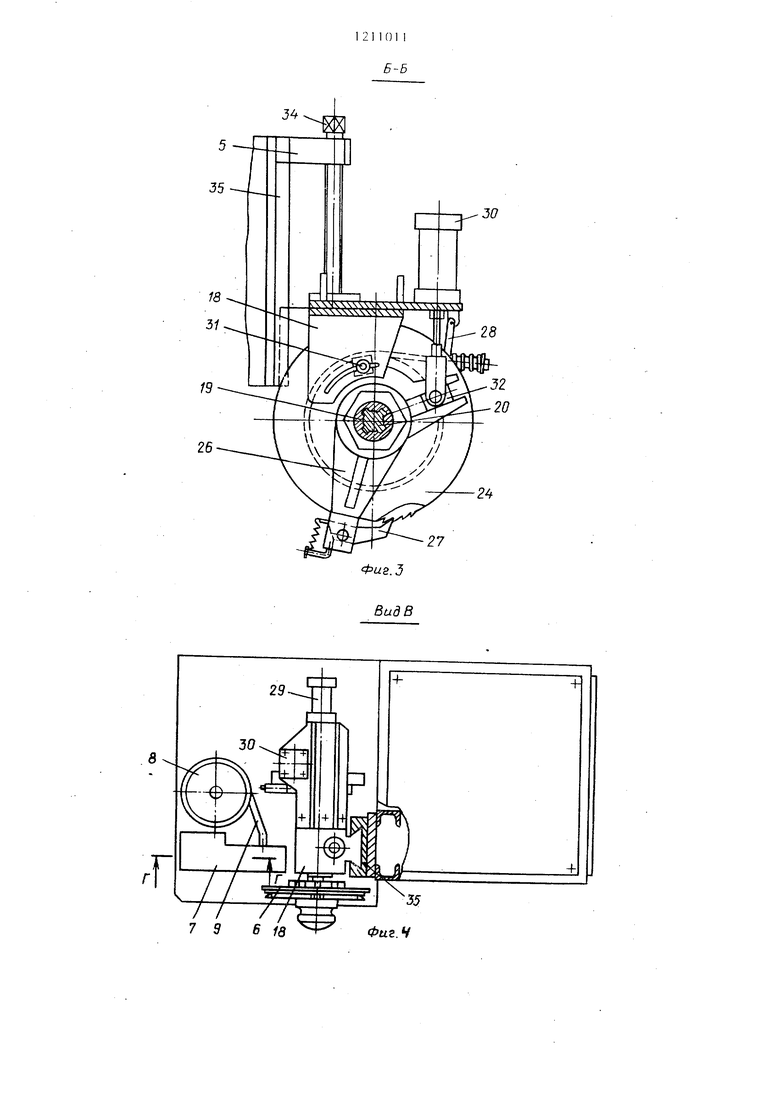
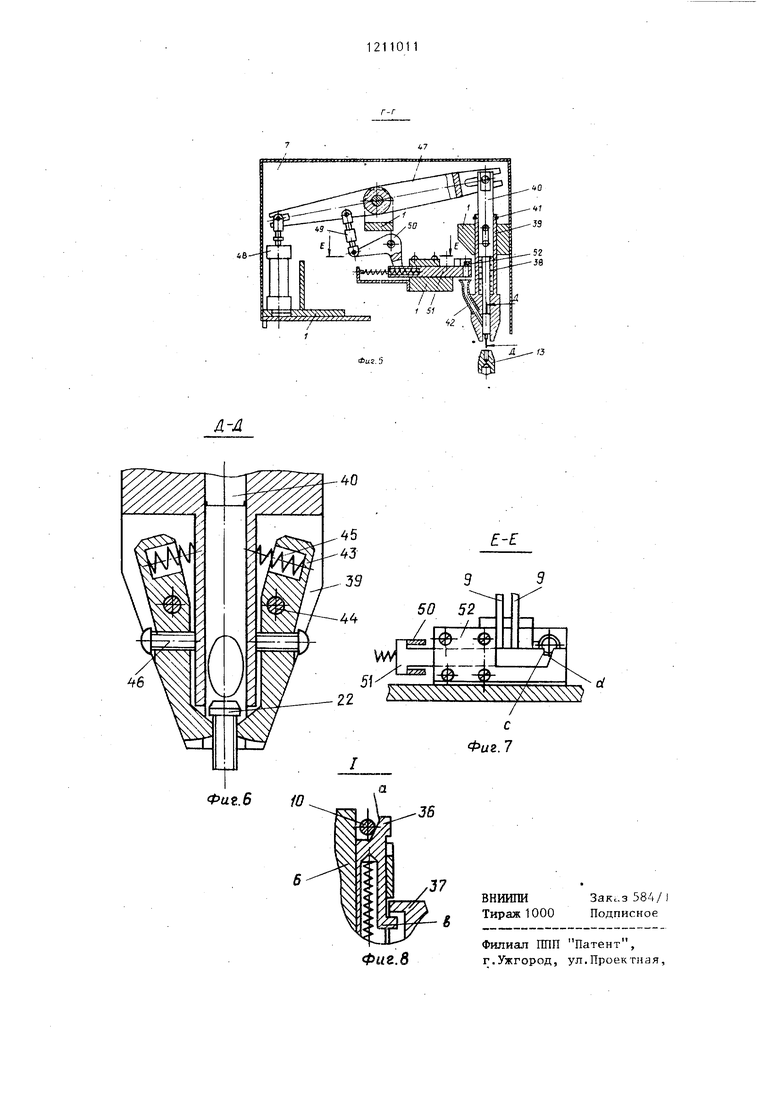
На фиг. 1 изображено устройство, вид спереди; на фиг. 2 - сечение А-А на фиг. 1; на фиг, 3 - сечение Б-Б на фиг. 2; на фиг. 4 - вид В на фиг. 1 ; на фиг. 5 - сечение Г-Г на фиг. 4; на фиг. 6 - сечение Д-Д на фиг. 5; на фиг. 7 - сечение Е-Е на фиг. 5j на фиг. 8 - узел I на фиг.2
Устройство для сварки кольца с винтами включает станину 1, внутри которой размещено сварочное электрооборудование , электрооборудование управления, система охлаждения и пневмосистема (не показаны), а на станине 1 установлены верхний неподвижный электрод 2, узел 3 подвижного электрода, делительно-поворотный механизм 4 с механизмом 5 регулирования и сменной базирующей оправкой 6, а также механизм 7 подачи винта в электрод, вибрационньш питатель 8 с подающим лотком 9.
Верхний электрод 2 установлен неподвижно в разъемном электрододер- жагеле, жестко закрепленном на станине 1. Электрод 2 снабжен системой интенсивного охлалщения в процессе сварки. При этом конец электрода размещен внутри свариваемого кольца 10.
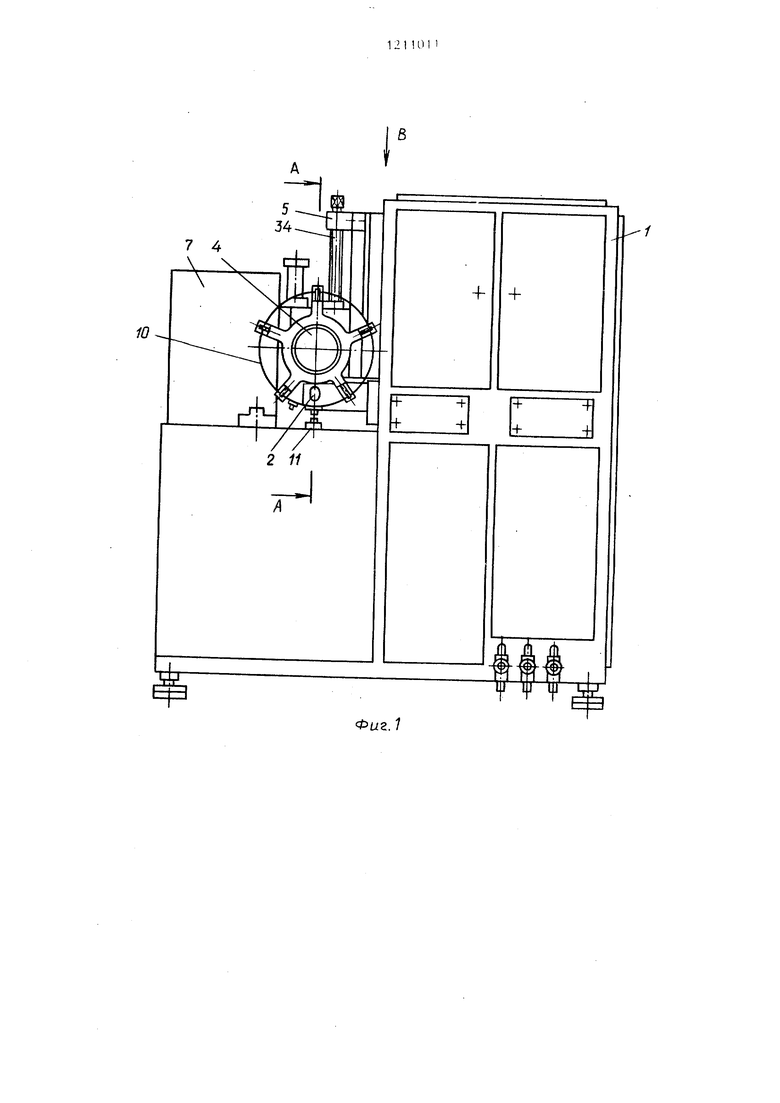
Узел 3 подвижного электрода содержит шлицевой вал 11, установленный в поворотной втулке 12 с возможностью возвратно-поступательного двизке- ния вдоль и качательного вокруг его оси (приводы не показаны) , обеспечивающий перемещение нижнего электрода 13 с позиции сварки (нижний электрод 13 под неподвижным электродом 2) на позицию заг рузки винта в электрод (электрод 13 под механизмом 7 подачи винта в электрод) и возвратно-поступательное движение электрода 13 на позиции сварки. Нижний электрод 13 установлен в элект- рододержателе 14, которьй закреплен в разъемном корпусе 15 с возможнос112
тью интенсивного охлаждения в гфо- цессе сварки. Корпус 15 жестко и изолированно закреплен на фланце 16 кшицевого вала 11. На поворотной втулке 12 жестко закреплен шлицевой рычаг 17, входящий в соединение с яшицевым валом 11.
Делительно-поворотный механизм 4 /содержит корпус 18, в котором на
подшипниках установлена ЕЕпицевая втулка 19 и входящий с ней в соединение шлицевой вал- 20, на переднем конце которого .жестко установлены сменный фиксирующий диск 21
и базирующая сменная оправка 6 для установки кольца 10, свариваемого с винтами 22. Сменный фиксирующий диск 21-выполнен с пазами, количество которых равно или кратно количеству привариваемых винтов 22 и имеет возможность взаимодействовать с фик- сатором 23; жестко установленным на корпусе 18. На пшицевой втулке 19 жестко закреплены мелкомодульнее храповое колесо 24 и втулка 25 со свободно посаженным на ней рычагом 26 с установленными на нем подпружиненными собачками 27. Дели- т(шьно-поворотный механизм 4 снабжен
ленточньш тормозом 28, охватывающим ступицу храпового колеса 24, пневмо- цилиндром 29 возвратно-поступательного движения лшицевого вала 20 и пневмоцилиндром 30 привода храпового механизма поворота. Поворотный рычаг 26, имеющий возможность взаимодействовать с регулируемым упором 31, закрепленный на корпусе 18, снабжен коромыслом с пазом, в котором установлен ползун 32, шарнирно соединенньй со щтоком пневмоцилинд- ра 30.
Механизм 5 регулирования снабжен , например, гайкой 33 и винтом 24,
обеспечивающими перемещение в направляющих 35 делительно-поворотного механизма 4, обеспечивающего регулирование положения оси базирующей оправки 6 относительно неподвижного
электрода 2.
Базирующая сменная оправка 6 выполнена в виде диска с выступами с размещенными в них подпружиненными пластинами 36, выполненными со
скосами а , обращенными в сторону
базируемого кольца 10, и выступами- фиксаторами , взаимодействующими , поворотной втулкой 37 и обеспечивающими утопание пластин 36 при установке свариваемого проволочного кольца 10.
Механизм 7 подачи винта в электрод содержит подпружиненную пружиной 38 втулку 39, связанную с толкателем 40 через штифт, установленный на станине 1 и не допускающий поворачивания втулки ,9 относительно станины 1 . На втулке 29 установлено ограничительное кольцо 41, подающая трубка 42 и центрирующие губки 43, свободно посаженные на осях 44 и подпружиненные пружинами 45. Размер между губками обеспечивается, например, регулированием винтов 46, Толкатель 40 с втулкой 39, имеющие возможность возвратно-поступательного движения через качающийся рычаг 47, шарнирно через ползуны связан с приводным пневмоцилиндром 48 и через серьгу 49 шарнирно соединен с рычагом 50, обеспечивающим обратное движение подпружиненному отсекате- лю 51.в направляющих станины 1.
Отсекатель 51.вьшолнен Т-образной формы с возможностью взаимодействия с вилкой рычага 50 при возвратно- поступательном движении в направляющих станины 1 и крышки 52. Крышка 52 выполнена со скосом С, а отсека- тель 51 имеет паз -а для захвата и отсекания винта 52 с подающего лотка 9.
Устройство работает следуюищм образом.
Привариваемые винты 22 при включенном виброприводе Из чаши вибропитателя 8 заполняют подаюш;ий лоток 9. Устанавливают свариваемое проволочное кольцо 10 на базирующую оправку 6, при этом пластины 36 под воздействием втулки 37 на выступы утопают в стенках оправки 6, а при отпускании втулки 37 пластины 36, воздействуя на кольцо 10 скосами cv , прижимают его к вертикальной плоскости, при этом выравнивают и центрируют кольцо 10 на оправке 6.
После включения устройства срабатывает привод вертикального перемещения узла 3 подвижного электрода (привод не показан) и пшицевой вал 1 1 , перемещаясь во втулке 12, подводит нижний электрод 13 с поданным ранее или оставшимся с предыдущего цикла винтом 22 к кольцу 10 и вместе с кольцом прижимает к не2 11 f) 11
подвижному электроду 2, и далее следует контактная сварка. Сварочный ток подается на изолированно установленный разъемный корпус 15 на 5 фланце 16 шлицевого вала 11 через гибкий кабель (не показан). Элект- рододержатель 14 с электродом 13 и неподвижный электрод 2 в процессе сварки подвергаются интенсивному
О ох.паждению.
После возврата электрода 13 в нижнее положение (позиция под кольцом) срабатывают одновременно пневмо- цилиндр 29 перемещения шлицевого
5 вала 20 и привод поворота шлицевого рычага 17.
Пневмоцилиндр 29 своим штоком перемещает шлицевой вал 20 вместе с оправкой 6 и фиксирующим диском 21 ,
20 который выходит из соединения с фиксатором 23, при этом кольцо 10 вместе с оправкой 6 выходит из зоны электрода 2. По окончании выдвижения оправки 6 (расфиксация) с кольцом 10
25 следует срабатывание пневмоц11пинд- ра 30 привода храпового механизм поворота. Пневмоцилиндр 30 своим штоком через ползун 32 поворачивает свободно посаженный на втулке 25 ры30 чаг 265 который одной из нескольких
собачек 27 захватывает храповое колесо 24 и поворачивает его вместе со шлицевой втулкой 19, а вместе с ней н вал 20 на необходимый угол.
JJ Величина угла поворота шлицевого вала 20 определяется в зависимости от количества винтов 22, привариваемых к кольцу 10, и устанавливается положением упора 31 в пазу корпу40 са 18. От самопроизвольного проворачивания в расфиксированном положении шлицевой вал 20 удерживается постоянно действующим ленточным тормозом 28, воздействующим на сту45 пицу храпового колеса 24. После окончания поворота ишицевого вала 20 с оправкой 6 шток Пневмоцилиндра 30 возвращает рычаг 26 в исходное положение, и шток пневмоцилиндра 29,
5Q перемещая вал 20, производит фиксацию оправки 6 взаимодействием соот- . ветствующего паза фиксирующего диска 21 q фиксатором 23. Фиксатор 23 при этом своими входными фасками
-с компенсирует погрешность, вносимую храповым приводом. Для этой же цели, но с более грубой компенсацией предназначены мелкомодульное храповое колесо 24 и по меньшей мере две приводные подпружиненные собачки 27 разность размеров которых от центра оси вращения до рабочей кромки мень ше половины шага на храповом колесе 24. Делительно-поворотный механизм 4 подготовил кольцо 10 для приварки очередного винта 22.
Одновременно с расфиксацией, поворотом и фиксацией оправки срабатывает привод качательного движения шлицевого вала 11 узла 3,подвижного электрода, который поворачивает шли- цевой рычаг 17 вместе с втулкой 12 и переносит нижний электрод 13 с позиции сварки на позицию загрузки винта до упора (не показан), при этом совмещаются оси электрода 13 и подающей втулки 39. После его остановки срабатывает пневмоци- линдр 48, который своим штоком через рычаг 47 перемещает толкатель 40 вместе с втулкой 39. Подаваемый винт 22 своей ножкой заводится в отверстие электрода 13, и по достижении кольцом 41 упора в станине 1 втулка 39 останавливается, а толкатель 40 своим дальнейшим ходом сжимая пружину 38, переталкивает ранее поданный винт 22 через губки 43, поворачивая их на осях 44 и сжимая пружину 45, при этом исходный размер между торцами губок 43 устанавливается винтами 46 симметрич но отверстию в электроде 13. Одновременно рычаг 47 через серьгу 49 приводит в качательное движение ры- чаг 50; который, сжимая пружину, пе- ремещает отсекатель 51 до совмеще- ния паза d с пазом подающего лотка 9
при этом винт 22 свободно заходит в паз с отсекателя.
После подачи винта 22 в электрод 13 пневмоцилиндр 48 возвращается в исходное положение, при этом качающийся рычаг 47 через серьгу 49 поворачивая рычаг 50, освобождает пружину отсекателя 51. Отсекатель 51 перемещаясь под действием пружины в направляющих, отсекает винт 22 из лотка 9 и перемещает его на сбрасывакяций скос d крьшки 52. Винт 22, касаясь головкой скоса d , сбрасывается в трубку 42, жестко закрепленную на втулке 39, и через каналы попадает и удерживается на центрирующих губках 43. Механизм 7 подачи винта в электрод подготовлен для подачи очередного винта в электрод 13.
Одновременно с возвращением пнев мотщйиндра 48 в исходное положение срабатывает привод ошицевого рычага 17, которьш возвращает электрод 13 в исходное положение на позицию сварки, а после возвращения полный цикл приварки одного винта 22 к кольцу 10 повторяется.
Для перехода на другой типоразмер колец 10 необходимо установить соответствующую оправку 6 и отрегулировать положение кольца 10 относительно неподвижного электрода 2 с помощью механизма 5 регулирования. Соответствующее положение осуществляется вращением винта 34, при этом гайка 33 обеспечивает перемещение делительно-поворотного механизма 4, смонтированного в корпусе 18, вдоль вертикальной оси в направляющих 35.
Фиг. 7
16
/7
, 2
Jff
24
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СБОРКИ ГУСЕИИЧИОЙ ЦЕПИ | 1966 |
|
SU189670A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Устройство для сборки сердечников роторов электрических машин | 1987 |
|
SU1557637A1 |
| Автомат для контактной приварки шипов | 1970 |
|
SU334767A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Способ изготовления пространственных арматурных каркасов и устройство для его осуществления | 1985 |
|
SU1250366A1 |
| Агрегатный станок для многопозиционной обработки изделий | 1976 |
|
SU887052A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |

Фи.Ч
«8Фи.г. I)
E E
вниипи
Тираж 1000
Закс,.з 584/ Подписное
Фиг.8
Филиал ППП Патент, г.Ужгород, ул.Проектная,
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
