Изобретение относится к области электроэрозионной обработки материалов, например, при изготовлении и заточке твердосплавного и закаленного инструмента, лри изготовлении матриц, пуансонов, пресс-форм и упругих изделий.
Известны станки для электроэрозионной размерной обработки поверхностей изделий, имеющие инструментальную головку с вращающимся плоским жестким электродом-инструментом, С Перемещением в направлении, оси вращения электрода-инструмента и устройством для отсчета этих перемещений. Станки снабжены столом для крепления инструмента с возвратно-поступательным движением в плоскости, параллельной рабочей поверхности электрода-инструмента. Измерение величины снятого слоя материала в процессе обработки осуществляется непосредственным измерением обрабатываемого раЗмера детали -при помощи измерительного инструмента.
Такой способ измерения значительно снижает производительность труда, так как приводит к съему « Переустановке детали «а станке.
Измерение величины снятого слоя материала по величине взаимного перемещения электрода-инструмента и изделия -может производиться только при исключении влияния износа электрода-инструмента.
Цель изобретения - увеличение производительности труда за счет исключения влия«йя износа электрода-инструмента .при определении величины снятого слоя материала по величине перемещения инструментальной головки в направлении, нормальном обрабатываемой noBeipxHOCTH, и упрощения конструкции станка.
Для этого электрод-инструмент, свободно закрепленный в осевом направлении на Bpaiщающемся валу Инструментальной головки, прижат своей рабочей поверхностью к жесткому упору или упорам, установленным в корпусе инструментальной головки, и по мере (равномерного его износа рабочая поверхность электрода-инструмента остается фиксированной относительно инструментальной головки, поэтому величина снятого слоя материала будет соответствовать величине перемещения инструментальной головки в направлении, нормальном обрабатываемой поверхности изделия с момента -начала обработки, а упрощение конструкции станка осуществлено благодаря подаче диэлектрической среды в межэлектродный промежуток через пустотелый вал инструментальной головки и перфорацию в рабочей стенке электрода-инструмента.
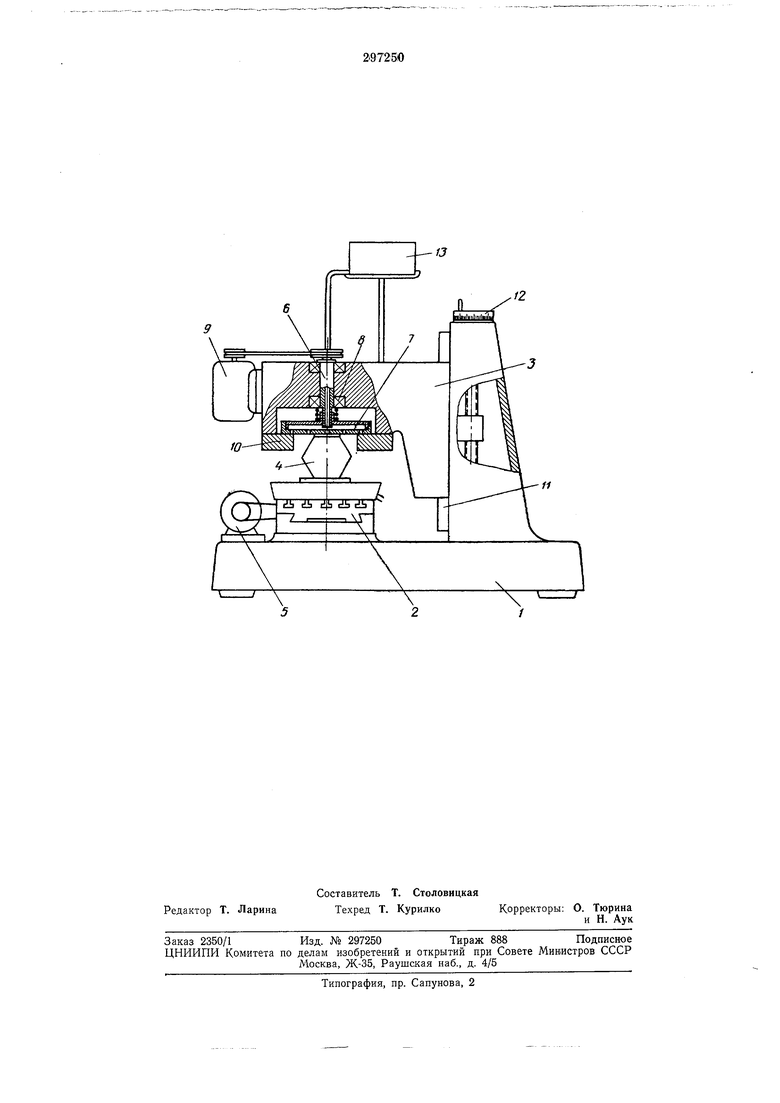
На чертеже схематически показан один из ва|риантов конструкции станка.
Предлагаемый станок содержит станину /, стол 2 и инструментальную головку 5. Обрабатываемое изделие 4 устанавливается на столе 2, имеющем возвратнонпоступательное движение от двигателя 5. При обработке тел вращения на стол устанавливаются центры, и изделию придается вращательное движение в центрах через поводок. В инструментальной головке 5 имеется шпиндель б, на щлицевый конец которого насажен дисковый электродинструмент 7, имеющий свободу осевого перемещения под действием пружины 8. Шпиндель 6 с насаженным яа нем электродом-инструментом приводится во вращение от двигателя 9. В нижней части инструментальной головхи 3 жестко закреплены два электрически нейтральных ло отиощению к электродуинструменту упора 10, к верхней плоскости которых пружиной S прижимается своей рабочей поверхностью электрод-инструмент. Инструменташьная головка 3 установлена на вертикальных направляющих 11 станины 1 и имеет по ним пе;ремещение с помощью микрометрического винта. Величина вертикального перемещения инструментальной головки 5 отсчитывается ио нониусу 12. В промежуток между рабочей поверхностью элактрода-ининструмента 7 и обрабатываемой поверхностью изделия 4 через центральное отверстие в Щлинделе и полый перфорированный электрод-инструмент из бака 13 подается диэлектрическая жидкость (керосин, солярка), которая сливается в ванну на столе 2, а оттуда идет на очистку и циркуляцию.
При включении станка ток от высокочастотного генератора подается на инструмент и изделие. Цри сближении инструмента с изделием между ними начинает возникать искра. Этот момент определяет начало обработки изделия и может быть определен включением в электрическую цепь микроамперметра. Для удобства отсчета величины снятого слоя материала необходимо зафиксировать по нониусу положение инструментальной головки относительно обрабатываемого изделия, установив подвижный индекс против О нониуса.
В процессе электроэрозионной обработки поддерживается постоянный за13ор между
электродом-инструментом и обрабатываемым изделием соответствующей подачей инструментальной головки. Так как при вращении электрода-инструмента и возвратно-поступательном движении происходит равномфный износ электрода-инструмента по всей его рабочей поверхности, а под действием пружины рабочая поверхность электрода-инструмента постоянно прижемается к упорам, то влияние износа электрода-инструмента на
величину подачи инструментальной головки совершенно исключается, и величина подачи инструментальной головки соответствует величине снятого слоя материала. Эта велвчина в любой момент может быть орочитана на нониусе.
Предмет изобретения
1. Станок для электроэрозионной размерной обработки поверхностей изделий, снабженный инструментальной головкой с вращающимся плоским электродом-инструментом, воздействующим на изделие, установленное
на столе, имеющем возвратно-поступательное движение в плоскости, пара ллельной поверхности электрода-инструмента, отличающийся тем, что, с целью компенсации износа электрода-инструмента и сохранения его формы,
электрод-инструмент установлен на валу с возможностью упругого осевого перемещения, ограничиваемого в направлении на изделие.
2.Станок по п. 1, отличающийся тем, что для -орраничения осевого перемещения инструмента инструментальная головка снабжена электрически нейтральным относительно электрода-инструмента упором (упора ми), форма и размеры которого выбраны в соответстБии с формой и размерами обрабатываемого изделия.
3.Станок по пп. 1 и 2, отличающийся тем, что вал и электрод-инструмент выполнены полыми, а рабочая поверхность последнего
перфорирована для подачи рабочей жидкости в зону обработки.
4.Станок по пп. 1-3, отличающийся тем, что он снабжен системой отсчета перемещений и регулятором подачи инструментальной
головки.
/J
/2
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |
| ЭЛЕКТРОКОНТАКТНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ БАНДАЖЕЙ КОЛЕСНЫХ ПАР | 1995 |
|
RU2085346C1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДИФФУЗИОННЫХ НОЖЕЙ | 1970 |
|
SU270527A1 |
| Электроэрозионный станок | 1981 |
|
SU963786A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ И ЭЛЕКТРОД-ИНСТРУМЕНТ | 1991 |
|
RU2044610C1 |
| Комбинированный электроэрозионный станок | 1978 |
|
SU667368A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Копировально-шлифовальный станок для обработки профиля лопаток | 1979 |
|
SU897479A1 |
| Станок для электроэрозионной обработки криволинейных каналов | 1972 |
|
SU506480A1 |