(54) КОПИРОВАЛЬНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЯ ЛОПАТОК
I
Изобретение относится к шлифованию и может быть использовано при обработке сложных объемных поверхностей, например поверхностей лопаток ГТД.
Известны копировальнр-шлифовальные станки для обработки профиля лопаток, содержащие станину, на которой размещены приводы подачи на врезание, несущий ходовой винт, и вращения щлифовального круга, а также установленный с возможностью возвратно-поступательного перемещения стол со смонтированным на нем копировальным механизмом, на одной оси которого установлены бабка для закрепления обрабатываемой детали и копир 1.
Недостатком известныхстанков является их низкая производительность.
Цель изобретения - повышение производительности.
Поставленная цель достигается тем, что станок снабжен клиновым упором и установленным с возможностью взаимодействия с ним ползуном с роликами, при этом ползун жестко связан в осевом направлении с ходовым винтом привода подачи на врезание, который снабжен микрометрическим винтом с нониусом.
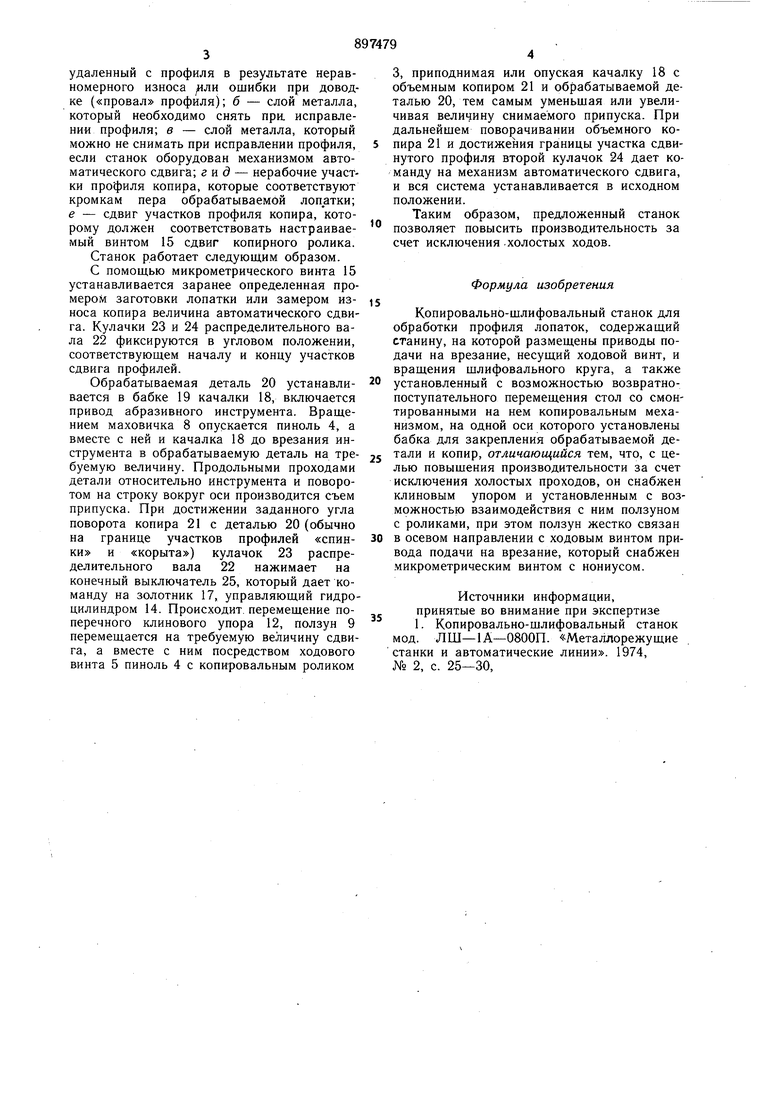
На фиг. 1 изображена гидромеханическая схема станка, где условно совмещены в одной плоскости элементы копировального механизма и механизма подачи на врезание; на фиг. 2 - сечение А-А на фиг. 1; 5 на фиг. 3 - сечение Б-Б на фиг. 1.
Станок содержит станину 1, на которой закреплены механизм привода абразивного инструмента 2, и механизм подачи на врезание, содержащий копировальный ролик 3, пиноль 4, ходовой винт 5, конические шестерни 6 и 7, маховичок 8, ползун 9, ролики 10 и 11, поперечный клиновой упор 12, щток 13, гидроцилиндр 14, микрометрический винт 15, нониус 16, электрогидравлический золотник 17. Сверху на станке установлен стол (не показан), на котором смонтирована чалка 18 копировального механизма, несущая на себе бабку 19 для закрепления обрабатываемой детали 20, объемный копир 21, распределительный вал 22 с кулачками 23 и 24 и конечный выключатель 25.
Работа устройства для автоматического сдвига и эффект от его применения в случае, когда нужно компенсировать провал на одном участке профиля изображена на фиг. 2. Здесь: а - объем материала копира. удаленный с профиля в результате неравномерного износа лч ошибки при доводке («провал профиля); б - слой металла, который необходимо снять пра исправлении профиля; в - слой металла, который можно не снимать при исправлении профиля, если станок оборудован механизмом автоматического сдвига; гид - нерабочие участки профиля копира, которые соответствуют кромкам пера обрабатываемой лопатки; е - сдвиг участков профиля копира, которому должен соответствовать настраиваемый винтом 15 сдвиг копирного ролика. Станок работает следующим образом. С помощью микрометрического винта 15 устанавливается заранее определенная промером заготовки лопатки или замером износа копира величина автоматического сдвига. Кулачки 23 и 24 распределительного вала 22 фиксируются в угловом положении, соответствующем началу и концу участков сдвига профилей. Обрабатываемая деталь 20 устанавливается в бабке 19 качалки 18, включается привод абразивного инструмента. Вращением маховичка 8 опускается пиноль 4, а вместе с ней и качалка 18 до врезания инструмента в обрабатываемую деталь на требуемую величину. Продольными проходами детали относительно инструмента и поворотом на строку вокруг оси производится съем припуска. При достижении заданного угла поворота копира 21 с деталью 20 (обычно на границе участков профилей «спинки и «корыта) кулачок 23 распределительного вала 22 нажимает на конечный выключатель 25, который дает команду на золотник 17, управляющий гидроцилиндром 14. Происходит, перемещение поперечного клинового упора 12, ползун 9 перемещается на требуемую величину сдвига, а вместе с ним посредством ходового винта 5 пиноль 4 с копировальным роликом 3, приподнимая или опуская качалку 18 с объемным копиром 21 и обрабатываемой деталью 20, тем самым уменьшая или увеличивая величину снимаемого припуска. При дальнейшем поворачивании объемного копира 21 и достижения границы участка сдвинутого профиля второй кулачок 24 дает команду на механизм автоматического сдвига, и вся система устанавливается в исходном положении. Таким образом, предложенный станок позволяет повысить производительность за счет исключения .холостых ходов. Формула изобретения Копировально-шлифовальный станок для обработки профиля лопаток, содержащий станину, на которой размещены приводы подачи на врезание, несущий ходовой винт, и вращения шлифовального круга, а также установленный с возможностью возвратнопоступательного перемещения стол со смонтированными на нем копировальным механизмом, на одной оси которого установлены бабка для закрепления обрабатываемой детали и копир, отличающийся тем, что, с целью повышения производительности за счет исключения холостых проходов, он снабжен клиновым упором и установленным с возможностью взаимодействия с ним ползуном с роликами, при этом ползун жестко связан в осевом направлении с ходовым винтом привода подачи на врезание, который снабжен микрометрическим винтом с нониусом. Источники информации, принятые во внимание при экспертизе 1. Копировально-шлифовальный станок мод. ЛШ-1А-0800П. «Металлорежущие станки и автоматические линии. 1974, № 2, с. 25-30,
23 Zt
f5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цилиндрических копиров с лекальным профилем и устройство для его осуществления | 1986 |
|
SU1425055A1 |
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Копировальный станок для одновременной обработки спинки и корыта лопатки | 1959 |
|
SU127584A1 |
| Способ шлифования криволинейных трехмерных поверхностей пера лопаток и станок для его осуществления | 1958 |
|
SU127583A1 |
| Устройство для подачи на врезание абразивной ленты копировального ленточно-шлифовального станка | 1969 |
|
SU948630A1 |
| Копировальный станок | 1979 |
|
SU795751A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Копировально-шлифовальный станок | 1990 |
|
SU1743801A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЬ^Й СТАНОК | 1968 |
|
SU217893A1 |


