Изобретение относится к металлорежущим инструментам, в частности к зуборезным, для нарезания зубчатых колес.
Известны червячные фрезы с затылованными зубьями для обработки зубчатых колес, зубья которых выполнены с равномерным шагом и равномерной величиной затылования. Однако в процессе обработки фактические задние углы режущих кромок уменьшаются по сравнению с номинальными в зависимости от числа зубьев обрабатываемой детали и положения зуба в зоне резания. У зубьев, находящихся на границе зоны резания, при максимальных режимах фактический задний угол на боковых кромках достигает значения 3-4°, что ограничивает дальнейшее повышение производительности.
Предлагаемая фреза не имеет этого недостатка и отличается от известных тем, что зубья ее на заходной части выполнены с переменной величиной затылования, уменьшающейся от начала заходной части к ее концу, и изменяющимися задними углами (от 15- 19° в начале заходной части до 7-12° на ее конце), причем зубья на заходной части выполнены острозаточенными.
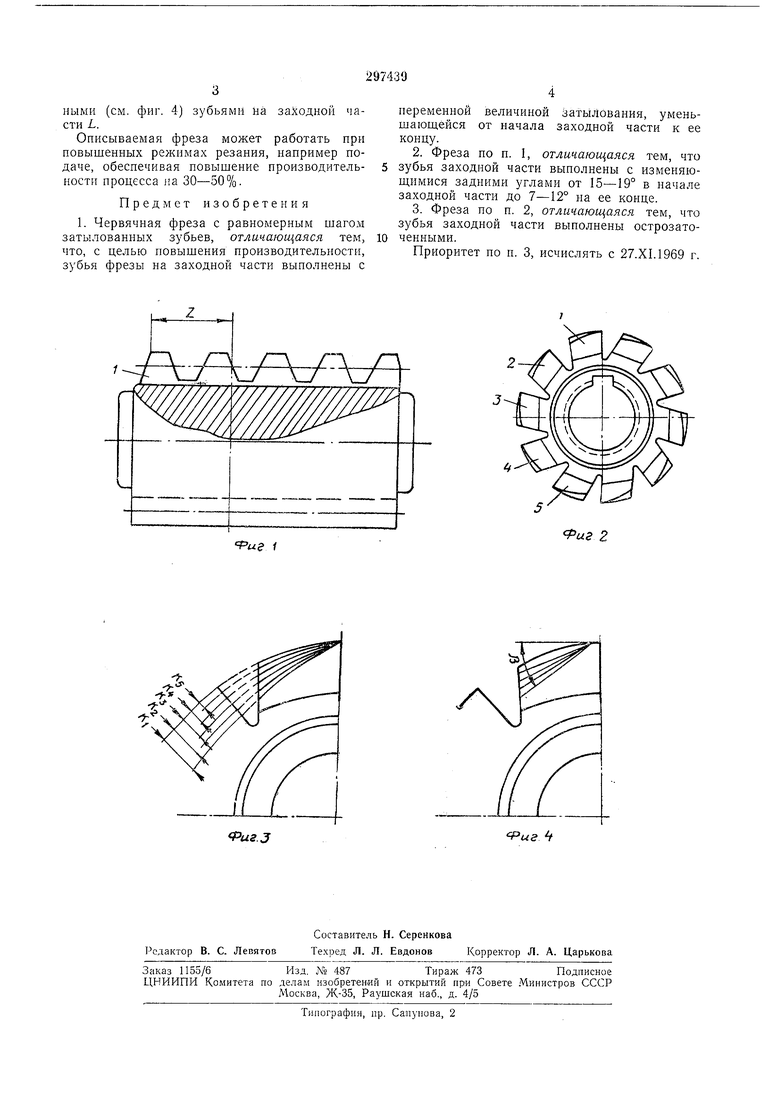
зубьев, показанной на фиг. 2; на фиг. 4 - схема изменения величины заднего угла на заходной части фрезы, выполненной с острозаточенными зубьями.
Фреза имеет зубья 1, 2, 3, 4, 5 w. т. д. (см. фиг. 1 и 2), выполненные соответственно с переменной величиной затылования К, К:, Кз, K, KS и т. д. (см. фиг. 3). При этом зубья /, 2, 3, 4, 5 расположены на заходной части фрезы L (см. фиг. 1) длина которой рассчитывается по формуле:
j/r2(.).ctga,
где гь - радиус окружности выступов обрабатываемой детали; rg - радиус делительной окружности обрабатываемой детали; h - высота головки зуба исходного профиля фрезы; I - коэффициент коррекции станочного зацепления; т - модуль зацепления; а - угол зацепления.
Величина затылования уменьшается от начала заходной части к ее концу. При этом зубья заходной части имеют задние углы (5
ными (см. фиг. 4) зубьями на заходной части L.
Описываемая фреза может работать при повышенных режимах резания, например подаче, обеспечивая повышение производительности процесса на 30-50%.
Предмет изобретения
1. Червячная фреза с равномерным шагом затылованных зубьев, отличающаяся тем, что, с целью повышения производительности, зубья фрезы на заходной части выполнены с
переменной величиной затЫЛования, уменьша1ош,ейся от начала заходной части к ее концу.
2.Фреза по п. I, отличающаяся тем, что зубья заходной части выполнены с изменяющимися задними углами от 15-19° в начале заходной части до 7-12° на ее конце.
3.Фреза по п. 2, отличающаяся тем, что зубья заходной части выполнены острозаточенными.
Приоритет по п. 3, исчислять с 27.XI.1969 г.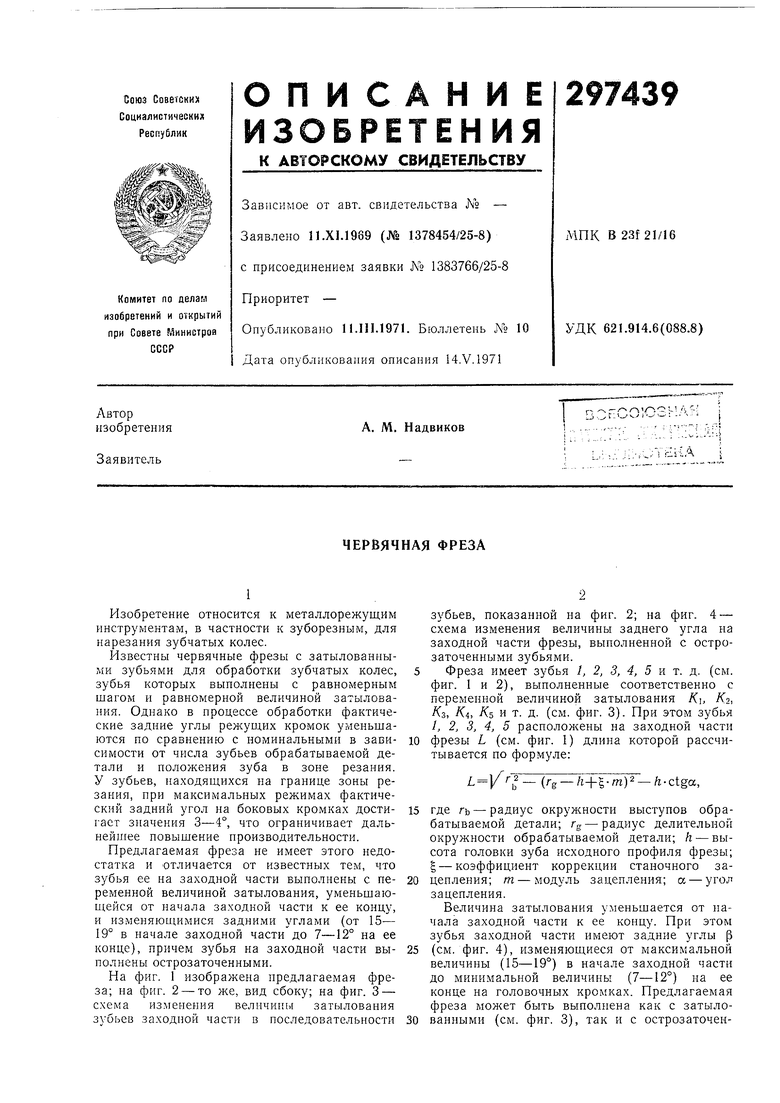
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2481927C1 |
| ФРЕЗА ДИСКОВАЯ | 2006 |
|
RU2336149C1 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
| СБОРНАЯ ЗАТЫЛОВАННАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1994 |
|
RU2068323C1 |
| Фреза для круглых отверстий (ее варианты) | 1983 |
|
SU1468406A3 |
| Способ затылования червячных фрез | 1984 |
|
SU1171287A2 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Способ затылования конических червячных фрез | 1980 |
|
SU965728A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
-Г..г.г- г
- xiiszz i
fuS i
иг 2
