Изобретение относится к области обработки металлов давлением, в частности к штамповому инструменту для изготовления полых деталей с ребрами или бобышками иа наружной поверхности.
Известен штамп для изготовления полых деталей со сложным наружным профилем, содержаш.ий подвижную плиту с закрепленным на ней пуансоном и неподвижную с установленный на ней контейнером и размещенной внутри последнего секционно матрицей, связапной с подпружине1П1ым выталкивающим устройством.
Предложенный штамп отличается от известного тем, что он снабжен опорной плитой, установленной между контейнером п неподвижной плитой н связапной с последней с возможностью относительного осевого перемещения посредством выталкивающего устройства дополнительным пуансоном, закрепленным на неподвижной плите по оси действия подвил пого пуансона и обеснечипающи.м подпор обрабатываемого металла, а также буферным устройством., смонтированным на подвижной плите и выполненным в виде силовых цилиндров, штоки которых жестко связаны с контейнером.
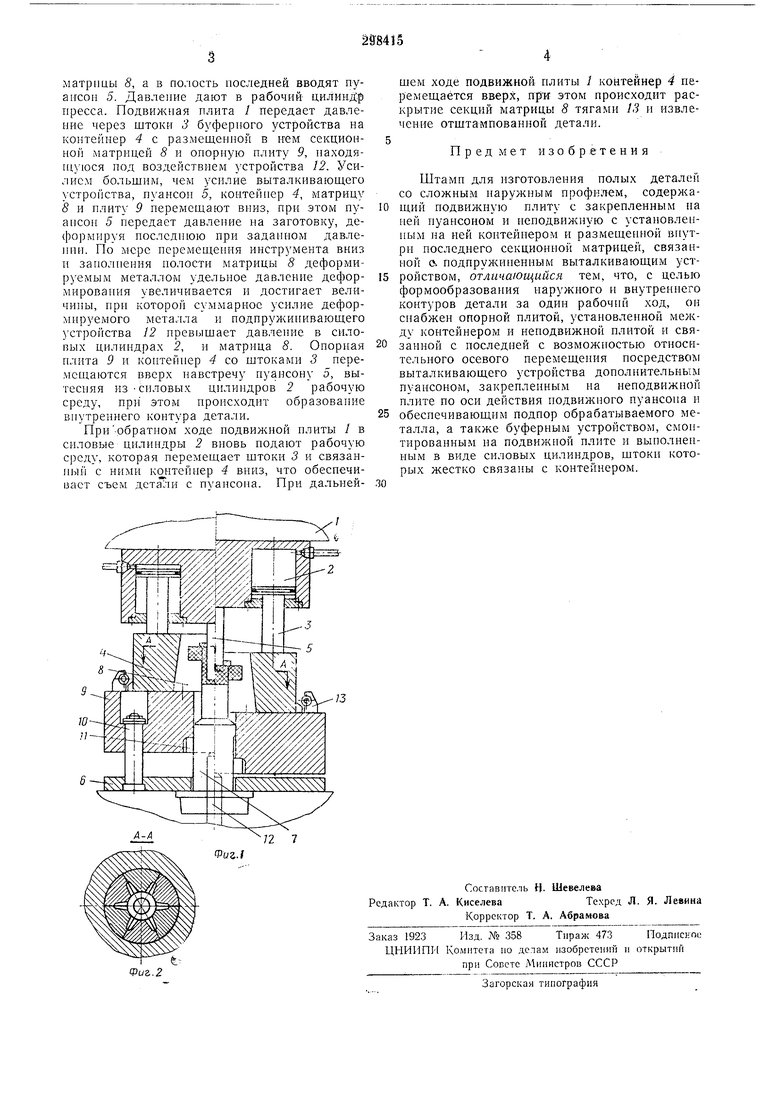
На фиг. 1 изображен предложсн п,1Г1 штамп, продольный разрез; на фиг. 2 - секционная матрица, разрез по А-А.
Штамп содержит подвижную плиту / со смонтированным на ней буферным устройством, содержащим силовые цилиндры 2, штоки 3 которых жестко связаны с контейнером 4 и пуансоном 5, а также непо;,внжпую плиту 6 с закрепленным в ней пуансоном 7. В коптейпере 4 размещена секционная матрица 5, установленная на опорной плите 9, соединенной колонками 10 с неподвижной плито11 6, с возможпостью ограниче ного отпосительпого осевого перемещеппя.
На нижней плоскости опорной нлиты выполнен паз прямоугольного сечения для размещения в нем поперечены //, в нижней торец которой упирается подпрун иненнос выталкивающее устройство 12. Для неремен1ения
поперечины па псподвижном пуансоне 7 выполнен паз по вертикали. Для пзвлечения детали из матрицы 8 с секциями последней связаны тяги 13, переменяющиеся в пазах опорной плиты 9.
Штамп работает следующим образом.
Устройством 12 через поперечину // поднимают опорную плиту 9 с матрицей 8 до упора на колонках 10. Затем в полость матрицы 8 вводят заготовку и ходом подвижной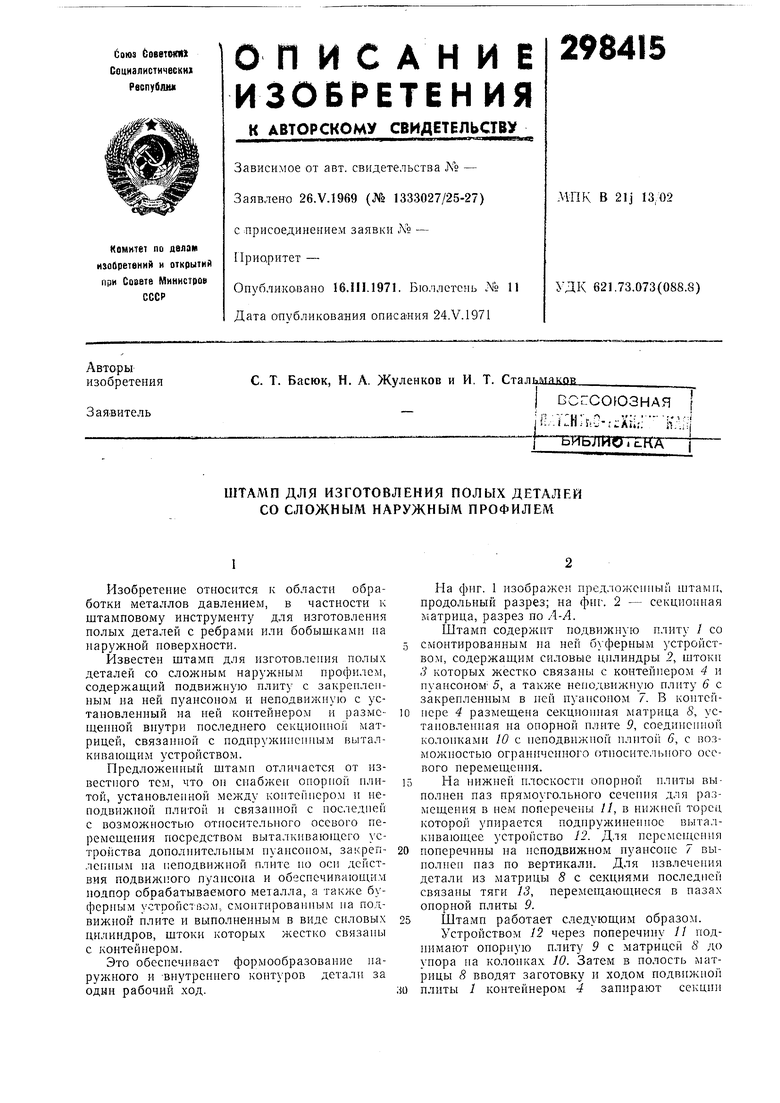
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания | 1983 |
|
SU1156792A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для изготовления полых изделий из листовой заготовки | 1968 |
|
SU266711A1 |
| Штамп для выдавливания стержневых деталей | 1985 |
|
SU1303245A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1985 |
|
SU1279706A1 |
| Штамп для пробивки в детали отверстий на разных уровнях | 1980 |
|
SU946729A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
