(Л
СО
СО
со
Фиг.
2. Экструдер по п. 1, отличающийся тем, что транспортирующая зона полого вращающегося диска выполнена в виде многозаходных винтовых прорезей, переходящих в цилиндрическую часть диска.
3. Экструдер по пп. 1 и 2,- отличающийся тем, что выходной конец полого вращающегося диска снабжен внутренней и наружной винтовыми нарезками .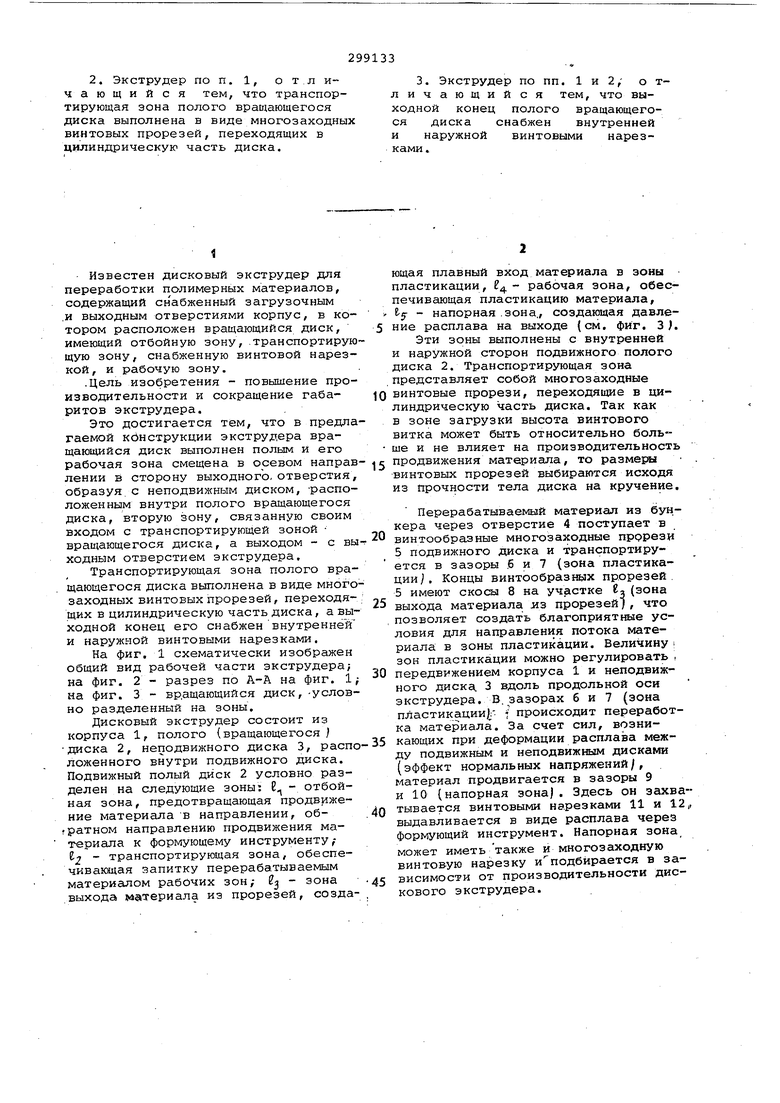
| название | год | авторы | номер документа |
|---|---|---|---|
| Дисковый экструдер для переработки полимерных материалов | 1983 |
|
SU1171347A2 |
| Дисковый экструдер для переработки полимерных материалов | 1977 |
|
SU651973A1 |
| Дисковый экструдер для переработки полимерных материалов | 1989 |
|
SU1627410A1 |
| ДИСКОВЫЙ ЭКСТРУДЕР для ПЕРЕРАБОТКИ ПОЛИМЕРНЫХ | 1973 |
|
SU376253A1 |
| Дисковый экструдер для переработки полимерных материалов | 1977 |
|
SU704812A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕСТРУКТИРОВАННОГО ПРОДУКТА И ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР ДЛЯ ПОЛУЧЕНИЯ ПРОДУКТА (ВАРИАНТЫ) | 1999 |
|
RU2159180C2 |
| Дисковый экструдер для переработки полимерных материалов | 1986 |
|
SU1384394A2 |
| Дисковый экструдер для переработки полимерных материалов | 1976 |
|
SU599986A1 |
| ЭКСТРУДЕР | 1990 |
|
RU2021136C1 |
| ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР | 1997 |
|
RU2120380C1 |
1. ДИСКОВЫЙ ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, . содержащий снабженный загрузочными выходным отверстиями корпус, в КО'-тором расположен вращающийся диск.имеквдий отбойную зону, транспортирующую зону, снабженную ви1|товой ' нарезкой, и рабочую зону, 'отличающийся тем, что,|с целью увеличения производительности и сокращения габаритов экcтpi(•дepa, вращаквдийся диск выполнен Полым и его рабочая зона смещена в |осевом направлении в сторону выходного отверстия i образуя с неподвиз^ным диском, расположенным внутри гсолого вращающегося диска, вторую ра()Очую зону, связанную своим входом с транспортирующей зоной вращающегос»!! диска, а выходом - с выходным отверстием экструдера. 'I ,.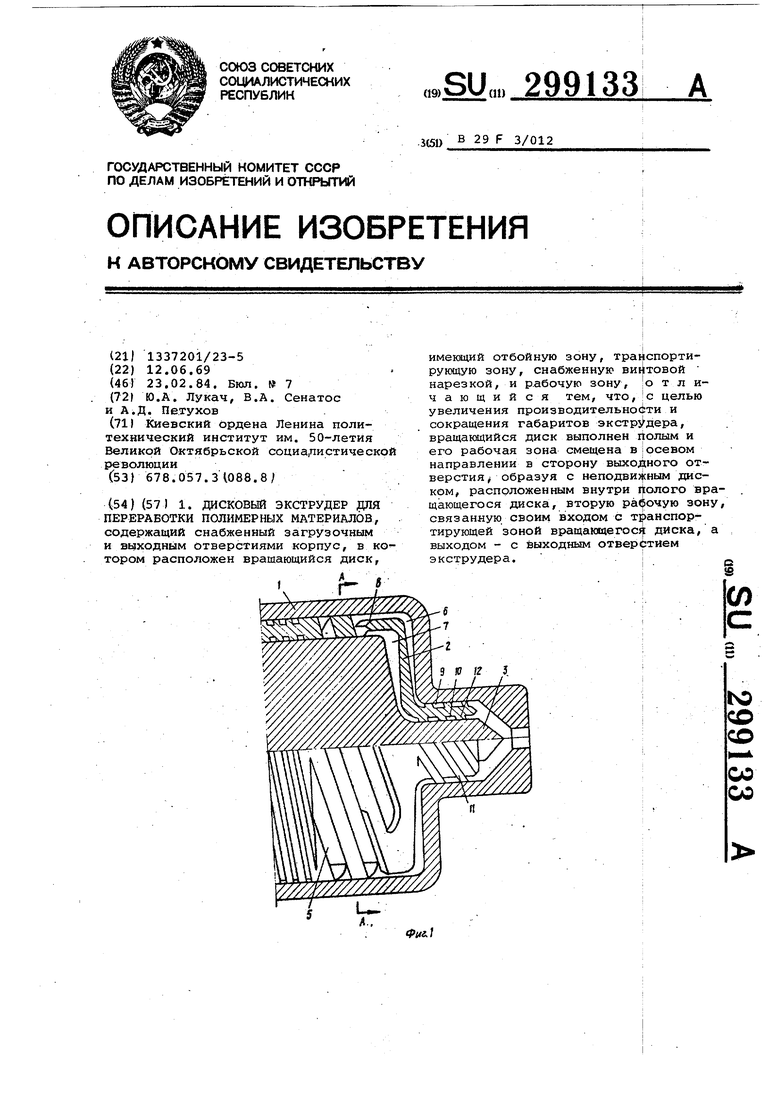
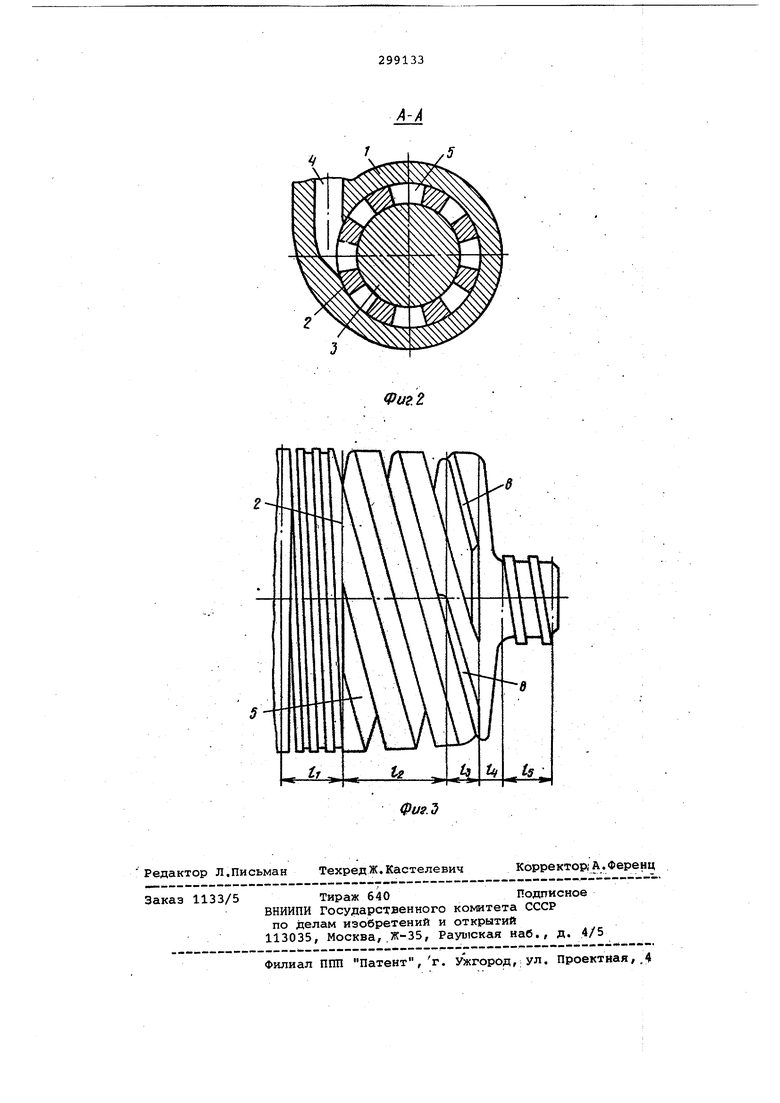
Известен дисковый экструдер для переработки п олимерных материалов, содержащий снабженный загрузочным ,и выходным отверстиями корпус, в котором расположен вращающийся диск, имеющий отбойную зону, .транспортирую щую зону, снабженную винтовой нарезкой, и рабочую зону. .Цель изобретения - повышение производительности и сокращение габаритов экструдера. Это достигается тем, что в предла гаемой конструкции экструдера вращающийся диск выполнен полым и его рабочая зона смещена в осевом направ лении в сторону выходного, отверстия образуя.с неподвижным диском, -расположенным внутри полого вращающегося диска, вторую зону, связанную своим входом с транспортирующей зоной вращающегося диска, а выходом - с вы ходным отверстием экструдера. Транспортирующая зона полого вращающегося диска выполнена в виде много заходных винтовых прорезей, переходящих в цилиндрическую часть диска, а вы ходной конец его снабжен внутренней и наружной винтовыми нарезками. На фиг, 1 схематически изображен общий вид рабочей части экструдера; на фиг. 2 - разрез по А-А на фиг. 1 на фиг. 3 - вращающийся диск,-условно разделенный на зоны. Дисковый экструдер состоит из корпуса 1, полого {вращающегося / диска 2, неподвижного диска 3, распо ложенного внутри подвижного диска. Подвижный полый диск 2 условно разделен на следующие зоны: Е - отбойная зона, предотвращающая продвижение материала в направлении, об ратном направлению продвижения материала к формующему инструменту, транспортирующая зона, обеспечивакадая запитку перерабатываемым материалом рабочих зон; 2 - зона .выхода материала из прорезей, создающая плавный вход материала в зоны пластикации, 2 - рабочая зона, обеспечивающая пластикацию материала, tj- - напорная .зона,, создающая давление расплава на выходе (см. фиг. 3), Эти зоны выполнены с внутренней и наружной сторон подвижного полого диска 2. Транспортирующая зона представляет собой многозаходные винтовые прорези, переходящие в цилиндрическую часть диска. Так как в зоне загрузки высота винтового витка может быть относительно больше и не влияет на производительность продвижения материала, то размерял винтовых прорезей выбираются исходя из прочности тела диска на кручение. Перерабатываемый материал из бункера через отверстие 4 поступает в винтообразные многозаходные прорези 5 подвижного диска и транспортируется в зазоры .6 и 7 {зона пластикации J. Концы винтообразвдлх прорезей. 5 имеют скосы 8 на участке К, (зона выхода материала лз прорезей;, что позволяет создать благоприятные условия для направления потока материала в зоны пластикации. Величину зон пластикации можно регулировать , передвижением корпуса 1 и неподвижного диска. 3 вдоль продольной оси экструдера. В.зазорах 6 и 7 (зона пластикации ;- f происходит переработка материала. За счет сил, возникающих при деформации расплава между подвижным и неподвижным дисками (эффект нормальных напряжений/, материал продвигается в зазоры 9 и 10 (напорная зона). Здесь он захватывается винтовыми нарезками 11 и 12.г выдавливается в виде расплава через формующий инструмент. Напорная зона, может иметь также и многозаходную винтовую нарезку и подбирается в зависимости от производительности дискового экструдера.
fPii.2
