со
СХ)
4;
со со
i
Изобретение относится к переработке полимерных материалов, может быть использовано в комбинированных дисковых экструдерах при производстве гранул, пленки, труб и других полимерных изделий и является усовершенствованием изобретения по авт.св. № 522964.
Цель изобретения - улучшение качества получаемых изделий за счет стабилизации расхода полимерного материала.
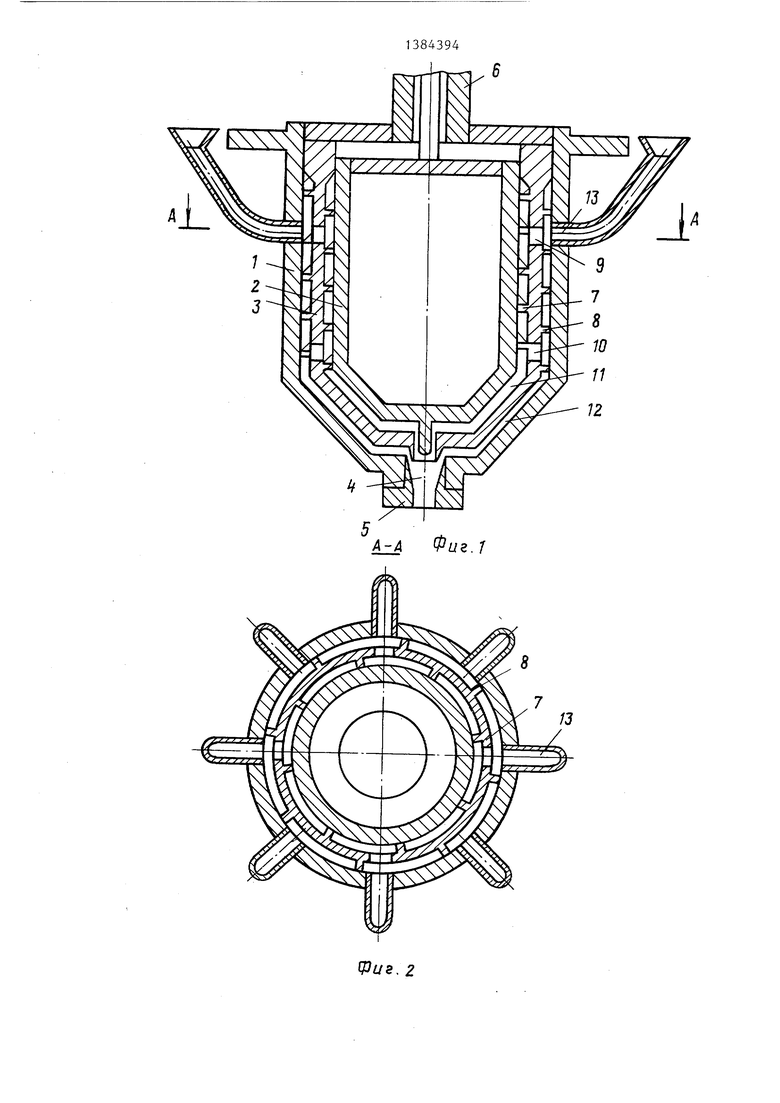
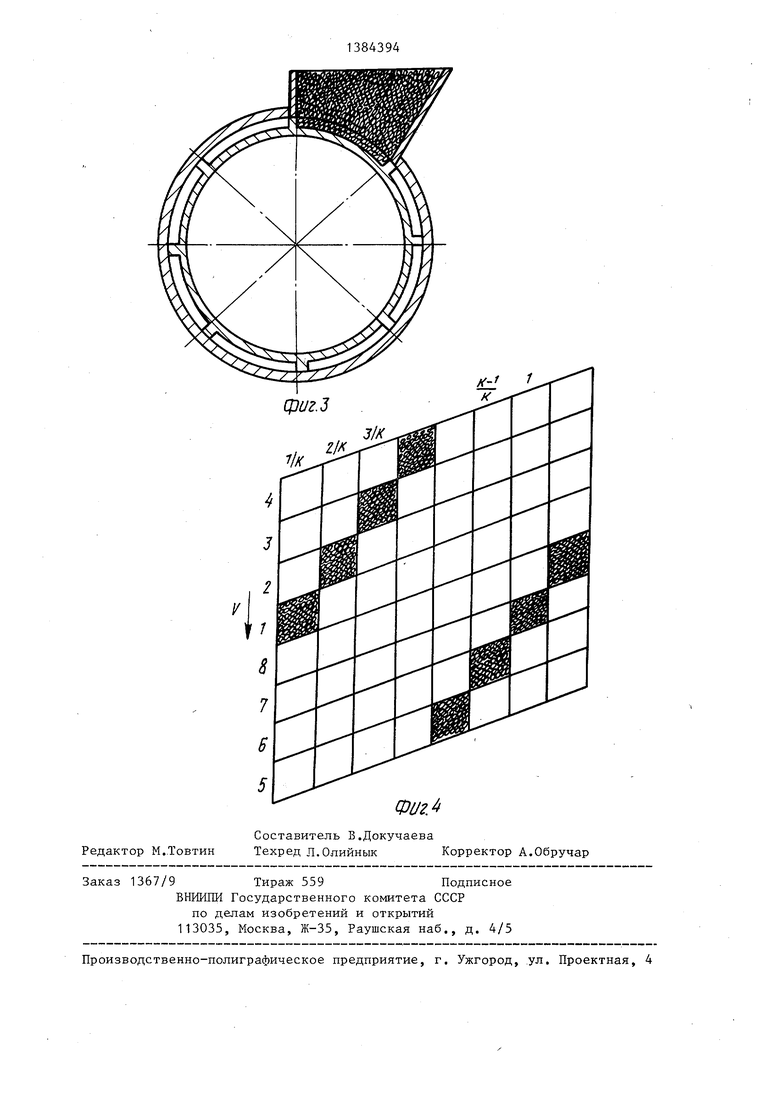
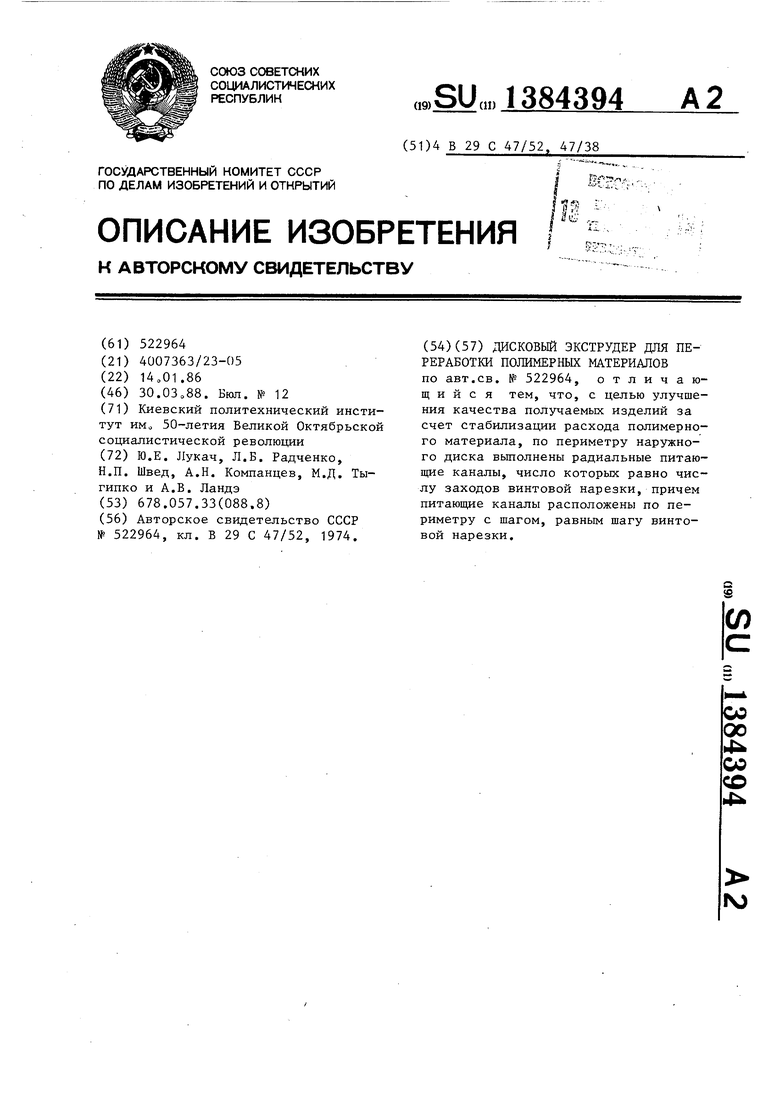
На фиг, 1 изображен дисковый экструдер, разрез; на фиг. 2 - сечение А-А на фиг. 1 на фиг. 3 - схем загрузки дискового экcтpyдepaj на фиг. 4 - плоскопараллельная модель загрузочно-транспортирующей зоны дискового экструдера.
Дисковый экструдер для переработки полимерных материалов содержит неподвижный наружный диск 1, неподвижный внутренний диск 2 и вращающийся полый диск 3 ь Наружный диск 1 снабжен выходным отверстием 4 с формующим инструментом 5. Вращающийся полый диск 3 связан с валом 6 привода. На внутренней цилиндрической поверхности полого диска 3 выпо йена винтовая нарезка 7, а на наружной цилиндрической поверхности - витовая нарезка 8. Винтовая нарезка 7 образует с наружной цилиндрическо поверхностью диска 2 внутреннюю загруз очно-транспортирующую зону. Винтовая нарезка 8 с внутренней цилиндрической поверхностью диска 1 образует наружную загрузочно-тран- спортирующую зону. На входе обе за- грузочно-транспортирующие зоны соединены между собой отверстиями 9, на выходе - отверстиями 10. Между торцовыми поверхностями вращающегося полого диска 3 и наружной торцовой поверхностью внутреннего диска
0
5
0
0
5
5
0
5
2 и внутренней торцовой поверхностью наружного диска 1 образованы рабочие зазоры 11 и 12 соответственно, связанные с выходным отверстием 4 дискового экструдера. По периметру наружного диска 1 выполнены радиальные питающие каналы 13. Число питающих каналов 13 равно числу заходов винтовой нарезки. Расположены питающие каналы 13 по периметру с шагом, равным шагу винтовой нарезки.
Дисковый экструдер работает следующим образом ,
Перерабатываемый полимерный материал через радиальные питающие каналы 13 равномерно заполняет каналы винтовой нарезки 8. Число этих каналов 13 равно числу заходов винтовой нарезки, например, если диски 1 и 2 имеют восьмизаходную винтовую нарезку, то число питающих каналов 13 равно восьми. Расположены они по периметру диска 1 с шагом, равным шагу винтовой нарезки Затем через отверстия 9 и 10 полимерный материал заполняет каналы винтовой нарезки 7. Перерабатываемый материал в загру- зочно-транспортируемых зонах разогревается и в виде полурасплава поступает в рабочие зазоры 11 и 12 для пластификации и гомогенизации. Величина пластификации в рабочих зазорах 11 и 12 регулируется передвижением дисков 1 и 2 в осевом направлении. За счет сил, возникаюш 1х при деформации расплава полимерного материала в рабочих зазорах 11 и 12, он продвигается и выдавливается в выходн.ое отверстие 4, а затем через формующий инструмент 5. Использование предложенного технического решения позволяет за счет стабилизации расхода полимерного материала улучшить его однородность и, как следствие, качество получаемых изделий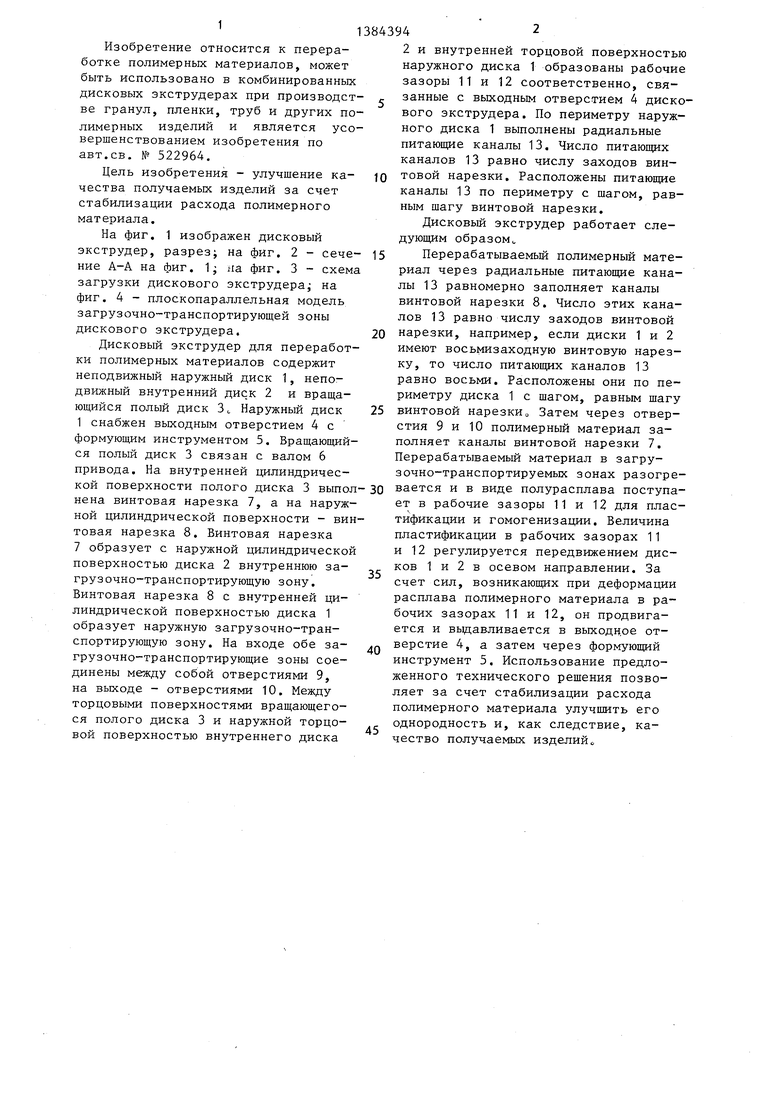
| название | год | авторы | номер документа |
|---|---|---|---|
| Дисковый экструдер для переработки полимерных материалов | 1983 |
|
SU1171347A2 |
| Дисковый экструдер для переработки полимерных материалов | 1977 |
|
SU651973A1 |
| Дисковый экструдер для переработки полимерных материалов | 1989 |
|
SU1627410A1 |
| Дисковый экструдер для переработки полимерных материалов | 1976 |
|
SU599986A1 |
| Дисковый экструдер для переработки полимерных материалов | 1969 |
|
SU299133A1 |
| Дисковый экструдер для переработки полимерных материалов | 1983 |
|
SU1073117A2 |
| Дисковый экструдер для переработки полимерных материалов | 1979 |
|
SU789280A2 |
| Дисковый экструдер для переработки полимерных материалов | 1977 |
|
SU704812A1 |
| Дисковый экструдер для переработки полимерных материалов | 1980 |
|
SU939266A1 |
| Дисковый экструдер для переработки полимерных материалов | 1978 |
|
SU753668A1 |
fPus. 2
Фиг А
| Дисковый экструдер для переработки полимерных материалов | 1974 |
|
SU522964A1 |
| Солесос | 1922 |
|
SU29A1 |
