Известно устройство для срезки излишков формовочной смеси с полуформ, изготавливаемых на поточных линиях, включающее колонны, подвижную раму с установленным на ней шнеко.м с приводом его вращения и механизм для ориентирования шнека относительно высоты полуформы.
Описываемое устройство отличается от известного тем, что оно снабжено двумя каретками, подвижными в направлении, поперечном нанравленню движения полуформ, установленными на подвижной раме и имеющими ролики, взаимодействующие с торцовыми частями стенок онок, и щупом, связанным посредством рычажной системы и передаточного устройства с каретками. Это позволяет использовать опоки с различными размерами в свету.
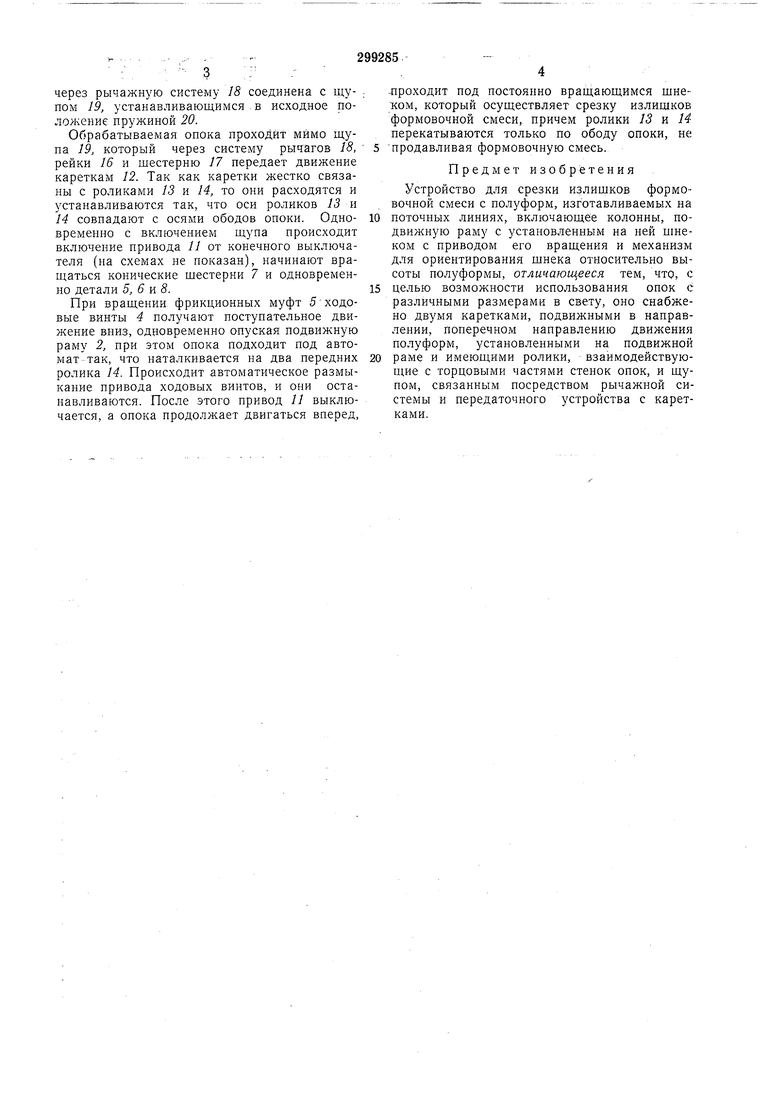
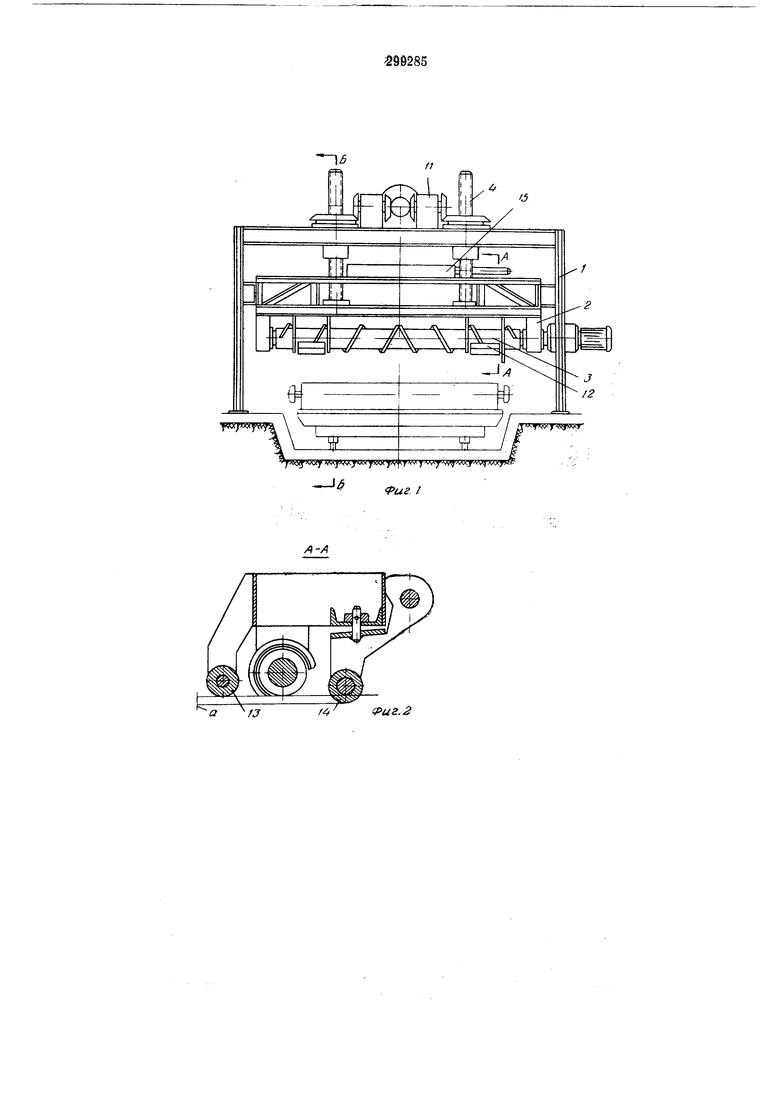
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - поперечный разрез по Л-А на фиг. 1; на фиг. 3 - поперечный разрез по Б-Б на фиг. 1; на фиг. 4- схематическое расноложение щуна и системы рычагов механизма самоустановки по ширине.
Подвижная рама жестко подвешена на двух ходовых винтах 4, ввинченных в конусные фрикционные муфты 5, которые свободно вставлены в обоймы 6 конических шестерен 7. Между обоймой 6 и конической шестерней 7 установлена втулка 8, внутренняя поверхность которой служит опорой скольжения всею блока, установленного в корпусе 9, который крепится к каркасу /. Кроме того, втулка 8 опирается на радиально упорный подшипник W. Под собственным весом подвижной рамы и шнека фрикционные муфты прижимают детали 6, 7 и 8, образуя как бы одно целое.
Кон 1ческие шестерни 7 вращаются от привода II, вращая, таким образом, детали 5, 6 и 8, ъ результате чего ходовым винтом 4 передается поступательное движение. Между торцами муфты 5 и втулки 8 имеется гарантированный зазор а, при выборе которого происходит размыкание деталей 5 и б, в результате чего прекращается передача вращения муфте 5 от шестерни 7.
Па подвижной раме 2 установлены две каретки 12 с роликами 13 и 14. Па верхней плите подвижной рамы установлен механизм 15 самоустановки но ширине. Каретки 12 соединены между собой реечной передачей в виде двух реек 16 и шестерни 17. Одна из реек через рычажную систему 18 соединена с щупом 19, устанавливающимся , в исходное положение пружиной 20. Обрабатываемая опока прохоДйт мимо щупа 19, который через систему рычагов 18, 5 рейки 16 и шестерню 17 передает движение кареткам 12. Так как каретки жестко связаны с роликами 13 и 14, то они расходятся и устанавливаются так, что оси роликов 13 и 14 совпадают с осями ободов опоки. Одно- 10 временно с включением щупа происходит включение привода // от конечного выключателя {на схемах не показан), начинают вращаться конические шестерни 7 и одновременно детали 5, 6 и 8. При вращении фрикционных муфт 5 ходовые винты 4 получают поступательное движение вниз, одновременно опуская подвижную раму 2, при этом опока подходит под автомат так, что наталкивается на два передних 20 ролика 14. Происходит автоматическое размыкание привода ходовых винтов, и они останавливаются. После этого привод 11 выключается, а опока продолжает двигаться вперед, 15 -Проходит под постоянно вращающимся шнеком, который осуществляет срезку излишков формовочной смеси, причем ролики 13 и 14 перекатываются только по ободу опоки, пе продавливая формовочную смесь, Предмет изобретения Устройство для срезки излишков формовочной смеси с полуформ, изготавливаемых на поточных линиях, включающее колонны, подвижную раму с установленным на ней шнеком с приводом его вращения и механизм для ориентирования шнека относительно высоты полуформы, отличающееся тем, что, с пелью возможности использования опок с различными размерами в свету, оно снабжено двумя каретками, подвижными в направлении, поперечном направлению движения полуформ, установленными на подвижной раме и имеющими ролики, взаимодействующие с торповыми частями стенок опок, и щупом, связанным посредством рычажной системы и передаточного устройства с каретками.
3 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортное средство | 1990 |
|
SU1735163A1 |
| Устройство для удаления излишков формовочной смеси с опок | 1980 |
|
SU865493A1 |
| Устройство для срезки излишков формовочной смеси с поверхности полуформ | 1989 |
|
SU1734927A1 |
| Устройство удаления излишков формовочной смеси | 1985 |
|
SU1294458A1 |
| Устройство для распаровки опок и установки их на позицию формовки | 1983 |
|
SU1080928A1 |
| Автоматический формовочный блок | 1984 |
|
SU1202694A1 |
| Устройство для установки труб в трубные решетки теплообменников | 1983 |
|
SU1186452A1 |
| ПОДВЕСНОЙ МАНИПУЛЯТОР ДЛЯ КАНТОВКИ, ПРОТЯЖКИ, СБОРКИ, ЗАЛИВКИ ЛИТЕЙНЫХ ФОРМ И ВЫДАВЛИВАНИЯ ФОРМОВОЧНОЙ СМЕСИ И ОТЛИВКИ ИЗ ОПОКИ | 2004 |
|
RU2346789C2 |
| Устройство для срезания излишка смеси с полуформ | 1976 |
|
SU662243A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
-1
f .2
а VJ
иг I
€-5
fff
u I-. -
да,п
d
/Zf f6 Г2
