Известно устройство для образоваНИя цент ров на заготовках стержневого тина, содержащее закрепленный на подвижной части рабочий элемент и установленные соосно с ним на подвижной и неподвижной частях центрирующие втулки с коническими полостями.
Предложенное устройство отличается от известного тем, что оно снабжено вторым рабочим элементом, размещенным на неподвижной части соосно с первым, а также узлом зажима заготовки по боковой поверхности, смонтированным на торце центрирующей втулки, расположенной на неподвижной части, и содержащим корпус с загрузочным окном и две призмы, фиксируемые при зажиме заготовки посредством подпружиненных относительно корпуса винтов и имеющие на боковой поверхности с обоих концов скосы, выполненные под углом, соответствующим углу конусности полостей центрирующих втулок, при этом последние установлены с возмоясностью осевого перемещения, а рабочие элементы выполнены в виде пуансонов, обеспечивающих образование центров путем выдавливания. Такое выполнение устройства обеспечивает повыщение точности центрирования заготовок с неровными торцами, а также расщиряет его технологические возможности, так как может быть иснользовапо как на металлорежущих станках, так и на кузнечно-нрессовом оборудовании.
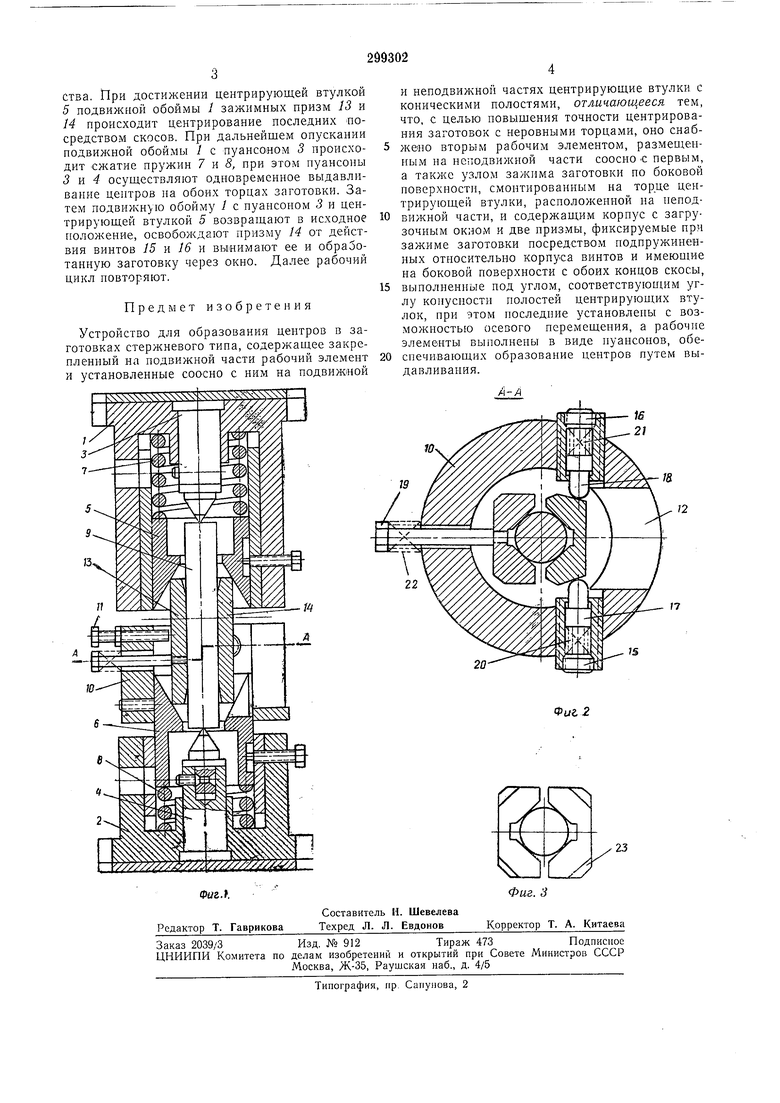
На фиг. 1 изображено предложенное устройство в разрезе, общий вид; на фиг. 2 - разрез по Л-А на фиг. 1; на фиг. 3 вид с торца на зажимные призмы.
Устройство имеет подвижную и неподвижную соосные обоймы 1 и 2, закрепленные по оси рабочих элементов - пуансонов 3 и 4, центрирующие втулки 5 и 6 с коническими полостями, установленными в отверстиях обойм
} и 2 с возмолсиостью осевого перемещения посредством, например, пружии 7 и S и узла зажима заготовки 9 но боковой поверхности, содержащего смонтированный на торце центрирующей втулки 6, расположенной в неподвижной обойме 2, корпус 10 с установочным винтом // и загрузочным окном 12 и две призмы 13 и 14, служащие для зажима заготовки посредством винтов 15 16 с упорами 17 и 18 и винта 19, подпружиненных относительно
корпуса пружинами 20, 21 и 22. На боковой поверхности призм 13 и 14 выполнены скосы 23 под углом, соответствующим углу конусности полостей центрирующих втулок 5 и &. Через загрузочное окно одновременно или
последовательно устанавливают заготовку и призму 14. Призмы 13 и 14 располагают скосами 23 по конусной поверхности центрирующей втулкн 6. После этого положение призм фиксируют винтами 15, 16 и 19. Затем приво
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для образования центров в заготовках стержневого типа | 1973 |
|
SU469525A2 |
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |
| Штамп для радиальной штамповки | 1987 |
|
SU1484427A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КИП ИЗ ЛЕКАРСТВЕННЫХ РАСТЕНИЙ | 1997 |
|
RU2114737C1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| ПЛОДОРЕЗКА СО СМЕННЫМ БЛОКОМ-РЕЗАКОМ "ВИКОСТ" | 2000 |
|
RU2195848C2 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп для высадки утолщений на концах труб | 1980 |
|
SU969400A1 |
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
| Устройство для юстировки световолокна в наконечнике | 1989 |
|
SU1748126A1 |
