Изобретение относится к обработке металлов давлением и может быть использовано для получения утолщения на трубчатых деталях, например,типа втулок или колец.
Известен штамп для высадки утолщений на концах труб, содержащий смонтированный на плите радиальный зажим,ограничивающую 1рубу в зоне образования утолщения, подпирающую втулку, выполненную в виде набора упругих колец со смещенными один относительно другого по окружности размерами, охватывающие подпирающую втулку подвижные в радиальном направлении секционные подпоры, а также воздействующий на торец трубы пуансон, перемещаемый во втулке 1.
Однако в известном щтампе исключена высадка труб из материалов с относительно низкой пластичностью.
Цель изобретения - расщирение диапазона размеров получаемых утолщений путем повыщения пластичности материала труб, а также повыщение изностостойкости щтампа.
Поставленная цель достигается тем, что в щтампе, содержащем смонтированный на
плите радиальный зажим, ограничивающую трубу в зоне образования утолщения, подпирающую втулку, выполненную в виде набора упругих колец со смещенными один относительно другого по окружности разрезами, охватывающие подпирающую втулку подвижные в радиальном направлении секционные подпоры, а также воздействующий на торец трубы пуансон, перемещаемый во втулке, радиальный зажим имеет ступенчатую форму, в меньщей ступени которого выполнены радиальные окна для размещения в них секционных подпоров, имеющих в наружных торцовых поверхностях скосы, в щтамп снабжен свободно охватывающей меньщую ступень радиального зажима подпружиненной к нему обоймой с внутренней конической поверхностью, взаимодействующей со скосами секционных подпоров.
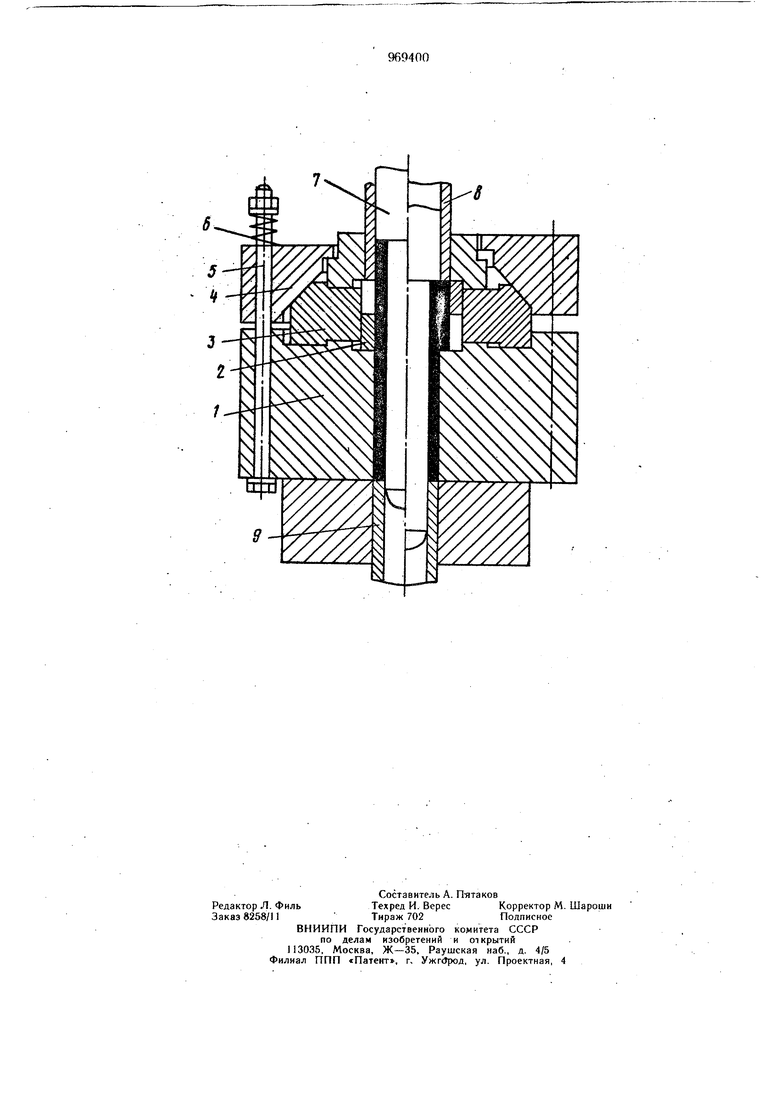
На чертеже изображена схема щтампа (в правой части показано исхЬдное, а в ле2Q вой части - конечное положение инструмента).
Штамп содержит ступенчатый радиальный зажим 1, подпирающую втулку 2, выполненную в виде набора упругих колец со смещенными один относительно другого по
окружности разрезами, секционные подпоры 3, размещенные в прямоугольных окнах радиального зажима, обойму 4, тяги 5, пружиныб, пуансон 7, воздействующий на торец трубы, втулку 8, а также выталкиватель 9.
Штамп работает следующим образом.
Заготовку помещают в радиальный зажим. Нижним концом заготовка упирается 0 торец выталкивателя, а верхним входит в контакт с подпирающей втулкой 2.
При движении пуансона вниз его направЛяющая часть заклинивает заготовку в радиальном зажиме и в разрезных кольцах, а буртиком он воздействует на тореЦ заготовки и деформирует ее до образования утолщейия. В процессе осадки возникают радиальные распирающие силия, действующие на втулку S, радиальный зажим и упругие кольца. Так как упругие кольца являются самым слабым звеном в этой системе, то они Начинают деформироваться в радиальном направлении, воздействуя на секционнь1е подпоры, которые своей конической рабочей поверхностью воздействуют на обойму 4; Обойма в свою очередь поднимается вверх по направляющим тягам 5, сжимая пружины 6.
По окончании высадки утолщений на заготовке пуансон и втулка поднимаются вверх Выталкиватель воздействует на нижний торец заготовки и выталкивает ее. из радиальйого зажима и разрезных колец. Сжатие пружины. 6 возвращают обойму и подпоры в. исходное положение, при этом упругие Кольца центрируются относительно радиа.льного зажима. Выталкиватель перемещается в исходное положение и штамп готов для .; су1едующей операции.
Использование предлагаемого штампа обеспечивает экономию металла и в значительной степени повыщает качество нзделий.
Формула изобретения
Штамп для высадки утолщений на концах труб, содержащий Смонтированный на плите радиальный зажим ограничивающую трубу в зоне образования утолщения, подпирающую втулку, выполненную в виде набора упругих колец со смещенными один относительно другого по окружности разрезами, охватывающие подпирающую втулку подвижные в радиальном направлении секционные подпоры, а также воздействующей на торец трубы пуансон, перемещаемый во втулке, отличающийся тем, что, с целью расширения диапазона размеров получаемых утолщений путем повыщения пластичности материала труб, а также повыщения износостойкости щтампа, радиальный зажим ступенчатую форму, в меньщей ступени которого выполнены радиальные окна для размещения в них секционных подпоров, имеющих на наружных торцовых поверхностях скосы, а щтамп снабжен свободно охватывающей меньщую ступень радиального зажима подпружиненной к нему обоймой с внутренней конической поверхностью/ взаимодействующей со скосами секционных подпоров.
Источники информации, .
принятые во внимание при экспертизе 1. Авторское свидетельство СССР
№ 439335, кл. В 21 J 5/08, 1973 (прототип)
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для высадки утолщений на концах труб | 1973 |
|
SU439335A1 |
| Штамп для высадки утолщений на концах труб | 1980 |
|
SU984603A1 |
| Штамп для высадки фланцев с плоскими гранями на трубных заготовках | 1981 |
|
SU990389A1 |
| Штамп для высадки утолщений на трубных заготовках | 1985 |
|
SU1355341A1 |
| Штамп для высадки утолщений на концах труб | 1975 |
|
SU528991A1 |
| Способ изготовления V-образных изделий с концевыми утолщениями | 1980 |
|
SU912394A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для высадки утолщений на концах труб | 1981 |
|
SU997940A1 |
| Устройство для высадки концевых утолщений на трубах | 1983 |
|
SU1094663A1 |