Известен способ изготовления наружной резьбы резцом с закругленной вершиной с последующим упрочнением впадины резьбы вибророликом с радиусом закругления, равным радиусу скругления впадины.
Описываемый способ отличается от известного тем, что резец выполняют с параметрами, обеспечивающими окончательное оформление резьбы по среднему диаметру и превышение внутреннего на 1 % по сравнению с номинальным, за счет выполнения радиуса закругления при вершине большим, чем радиус впадины, а после вибронаклепа резьбу калибруют тем же резцом, что и нарезают. Это повышает точность резьбы.
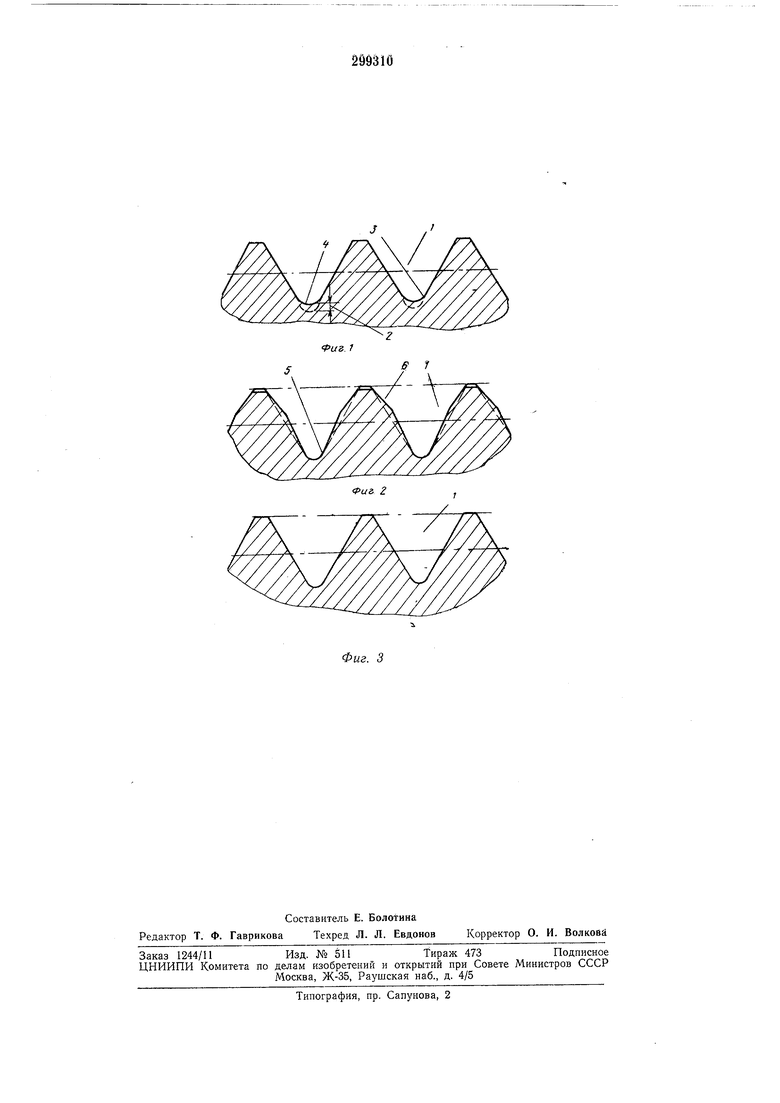
На фиг. 1 изображен профиль резьбы, подготовленный под упрочнение вибророликом; на фиг. 2 - профиль резьбы после упрочнения, где пунктиром показан номинальный профиль упрочняемой резьбы; на фиг. 3-профиль резьбы после калибрования.
Резьбу нарезают на токарно-винторезном станке специальным резьбовым резцом с закругленной вершиной, радиус которой больше, чем радиус скругления впадины нарезаемой резьбы. Резец должен иметь параметры, обеспечивающие нарезание резьбы с окончательными размерами по среднему диаметру 1 И увеличенными по внутреннему диаметру 2 на размер наибольшего припуска под упрочнение, равного 1 % от этого диаметра, что
обеспечивается выполнением радиуса закругления впадины резьбы 3 больше номинального на величину припуска на сторону. После осадки впадины 4 на глубину припуска на сторону вибророликом, имеющим радиус закругления вершины рабочей части, равный номинальному радиусу впадины 5 упрочняемой резьбы, на том же станке при неизменной установке детали производят комбинирование боковых
сторон 6 искаженного профиля полной высоты до номинального размера по среднему диаметру / тем резцом, которым резьба нарезалась под упрочнение. Описываемый способ обеспечивает нарезание резьбы второго класса точности.
Предмет изобретения
Способ изготовления нарул ной резьбы резцом с закругленной вершиной с последующим
упрочнением впадины резьбы вибророликом с радиусом закругления, равным радиусу скругления впадины, отличающийся тем, что, с целью повышения точности резьбы, резец выполняют С параметрами, обеспечивающими окопчательное оформление резьбы по среднему диаметру и превышение внутреннего на 1 % по сравнению с номинальным путем выполнения радиуса закругления при верщине большим, чем радиус впадины, а после вибронаВ: J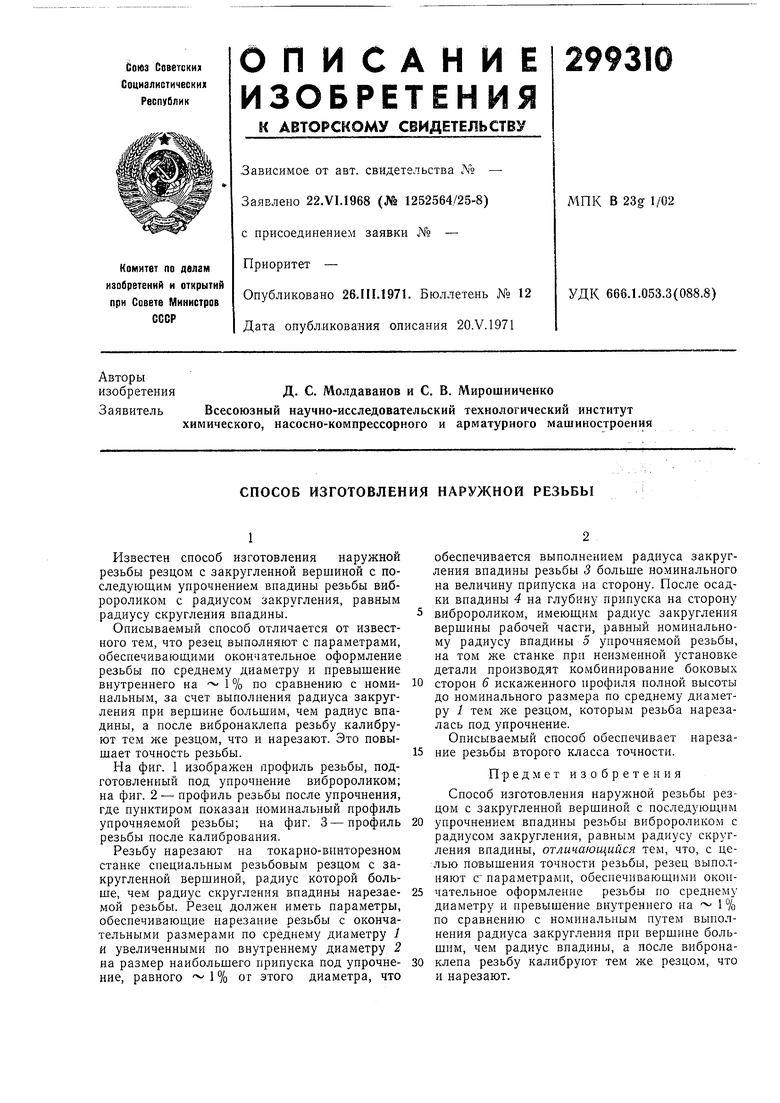
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ НАРУЖНОЙ ИЛИ ВНУТРЕННЕЙ КОНИЧЕСКОЙ РЕЗЬБЫ РЕЗЦОМ | 2015 |
|
RU2599922C1 |
| Способ многопроходного нарезания резьбы резцами | 1980 |
|
SU994169A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОЙ ВТУЛКИ | 2005 |
|
RU2311570C2 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ РЕЗЦОМ | 2003 |
|
RU2250155C2 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ И РЕЗЬБОВОЙ РЕЗЕЦ | 2011 |
|
RU2468897C1 |
| СПОСОБ МНОГОПРОХОДНОГО НАРЕЗАНИЯ ПРОФИЛЬНЫХ КАНАВОК (ВАРИАНТЫ) | 1998 |
|
RU2146577C1 |
| СБОРНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2229964C2 |
| СПОСОБ НАРЕЗАНИЯ ТОЧНЫХ ВНУТРЕННИХ РЕЗЬБ | 2002 |
|
RU2215621C2 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
Фиг. 3
