Изобретение относится к области производства электросварных труб. Известные способы изготовления особо тонкостенных прямошовных и спиральношовных электросварных труб сопряжены с большими трудностями изза необходимости точного совмещения свариваемых кромок сформованной трубной заготовки.
Неизбежная разноширенность полосы, ее серповидность, вытянутые кромки затрудняют формовку трубы, а нри очень тонкой полосе вообш,е исключают возможность качественной формовки и сварки.
Известные способы изготовления труб со сваркой кромок нолосы внахлест не всегда применимы.
Описываемый способ изготовления сварных труб заключается в следующем.
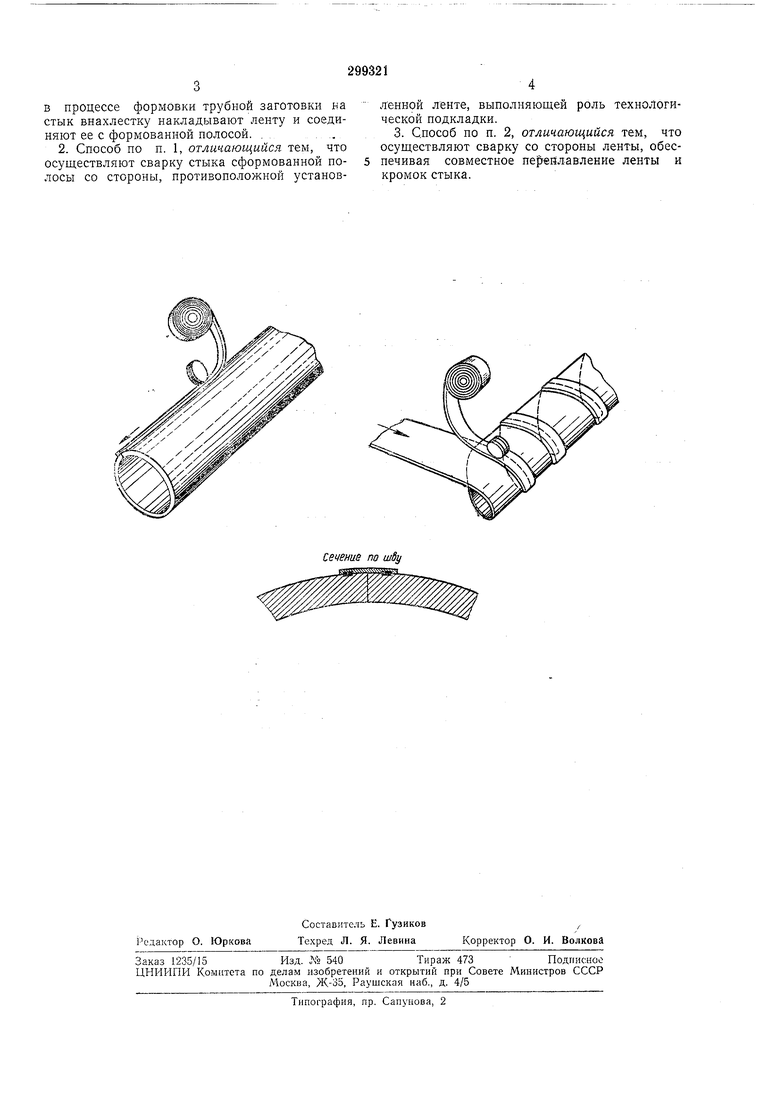
На стыки сформованной любым известным способом трубной заготовки накладывают внахлестку ленту, которая присоединяется к одной и другой кромкам.
Чертеж иллюстрирует предлагаемый способ.
При таком способе соединения не требуется точного совмещения кромок полосы, допускается зазор между кромками, компенсирующий изменение ширины полосы. Присоединение ленты, подающейся из рулона, может осуществляться любыми известными способами склейки, пайки и сварки.
При изготовлении напорных газо- и нефтепроводных труб, когда необходимо выполнять сварку стыков, прочно-плотным щвом изобретение позволяет резко увеличить нроизводительность стана, поскольку на последнем осуществляется только формовка трубной заготовки, наложение и присоединение ленты к кромкам. Менее производительный процесс - электродуговая сварка прочно-плотными щвами
производится на отдельных установках, при этом наложение первого щва, на чертеже внутреннего, производится на технологической подкладке, роль которой выполнягт лента. Наличие ленты повышает качество сварки и не требует поддержания постоянного по величине зазора между кромками.
При наложении шва со стороны ленты, на чертеже наружного, лента переваривается вместе с электродами и кромками полосы, являясь дополнительным присадочным материалом.
Предмет изобретения
1. Способ изготовления сварных труб, состоящий из формовки полосы трубной заготовки и последующего соединения ее кромок встык, отличающийся тем, что, с целью возможности изготовления особо тонкостенных
в процессе формовки трубной заготовки на стык внахлестку накладывают ленту и соединяют ее с формованной полосой. ....
2. Способ по п. 1, отличающийся тем, что осуществляют сварку стыка сформованной полосы со стороны, противоположной установленной ленте, выполняющей роль технологической подкладки.
3. Способ по п. 2, отличающийся тем, что осуществляют сварку со стороны ленты, обеспечивая совместное перейлавление ленты и кромок стыка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных прямошовных труб | 1990 |
|
SU1776474A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2002 |
|
RU2232655C1 |
| Способ производства двухшовных труб | 1986 |
|
SU1391753A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2002 |
|
RU2240882C2 |
| Способ изготовления двухшовных труб большого диаметра | 2017 |
|
RU2667194C1 |
| Способ изготовления электросварных прямошовных труб | 1979 |
|
SU893281A1 |
| Способ производства двухшовных труб | 1978 |
|
SU776694A1 |
| Способ непрерывной формовки полосы в трубную заготовку | 1975 |
|
SU547248A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 1997 |
|
RU2119837C1 |
| Способ изготовления сварных цилиндрических изделий | 1980 |
|
SU910274A1 |