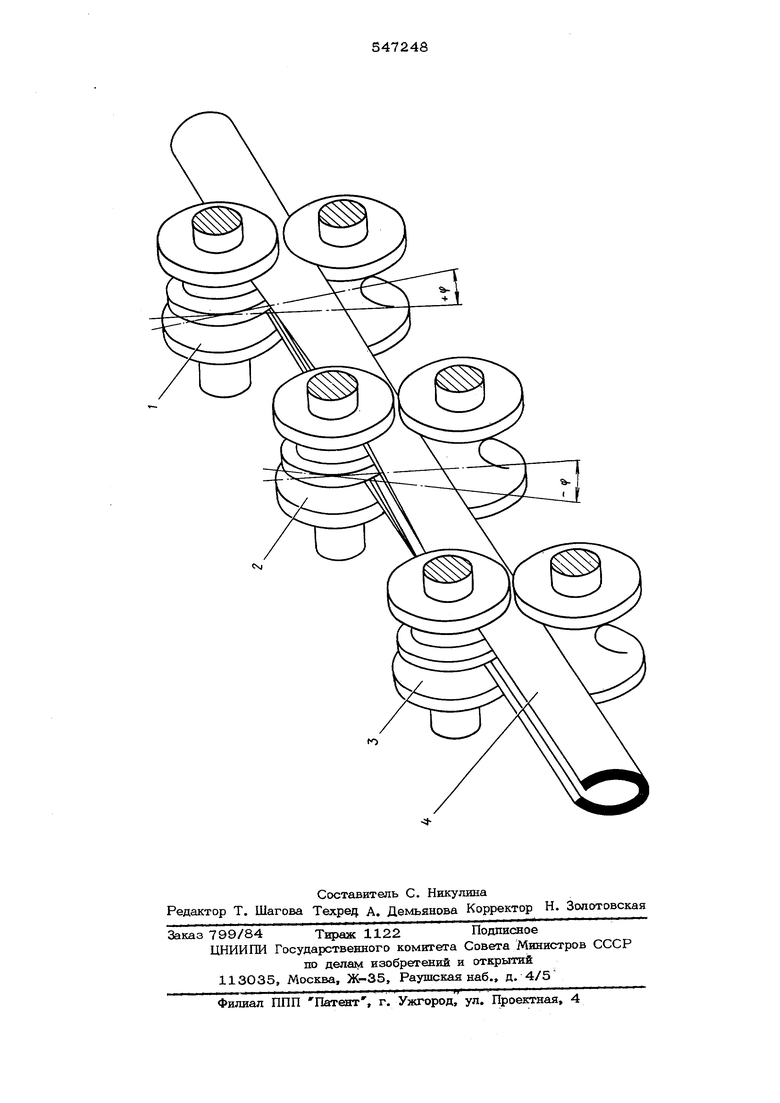
Изобретение относится к области трубно го производства, в частности к изготовлени прямошовных электросварных труб. Известен способ непрерывной формовки полосы в трубную заготовку, при котором осуществляют поперечный гиб заготовки в холостых валках геликоидального профиля, косорасположенных по отношению к продоль ной оси трубоэлектросварочного стана, при этом валки, взаимодействуя с трубной заготовкой, вызывают ее скручивание в ту ил иную сторону в зависимости от угла скручивания продольного стыка кромок трубной заготовки ij. Недостатком известного способа является то, что 1ФИ формовке появляется скручивание продольного стыка кромок трубной заготовки, в результате чего возникает необходимость в частых изменениях углов на клона формующих валков, поскольку указанный угол скручивания часто изменяется но ходу процесса формовки полосы в трубную заготовку и сварки труб. Цель изобретения заключается в повььшении качества сварного шва труб за счет устранения причин, вызывающих скручивание продольного стыка кромок трубной загото&ки относительно оси сварочного калибра. Указанная цель достигается созданием напряженно-деформированного состояния трубной заготовки, заключающегося в наложений знакопеременной деформации скручивания на деформацию поперечного гиба заготовки. Сущность предлагаемого способа формовКи состоит в том, что одновременно с поперечным гибом полосы в Щ)едпоследних клетях формовочного стана трубную заготовку скручивают сначала в одну, а затем в другую сторону относительно продольной оси стана, при этом величина деформации скручивания равна величине упругой деформации материала труб. На чертеже представлен вариан практического осуществления предложенного способа формовки. Клети 1 и 3 с валками образуют калибры закрытого профиля. Клети установлены так., что вертнкалг ная огь калибра клети 1 повернута относитепьно вертикальной плоскости, проходшцей через продольную ось трубоформовочного стана, на угол Ц против часовой стрелки, вертикальная ось клети 2 калибра повернута относительно той же плоскости также на угол Р , но по часовой стрелке, а вертикальная ось калибра клети 3 совпадает с этой плоскостью.
При работе формовочного стана непрерывная трубная заготовка 4, проходя через клеть 1, одновременно с формовкой скручивается против часовой стрелки на угол 4р , выходя из этой клети она раскручивается, а затем, попадая в клеть 2, снова скручивает на угол , но в противоположном направлении. После выхода трубной заготовки из клети 2 происходит ее раскручивание. В клети 3 вертикальная ось поперечного сечения трубной заготовки совмещается с вертикальной плоскостью, проходящей через про- дольную ось формовочного стана, при этом угол скручивания Ч равен нулю.
После выхода из клети 3 в любом поперечном сечении сформованной трубной заготовки отсутствуют напряжения кручения, так как происходит уравновешивание внутренних скручивающих моментов.
Применение предлагаемого способа формовки обеспечивает одинаковые условия нагрва продольных кромок трубной заготовки
перед сваркой, что способствует повышению качества сварного шва, а таже улучшает условия работы устройств для удаления наружного и внутреннего грата и приборов для непрерывного контроля качества сварного шва неразрушающими методами.
Формула изобретения
Способ непрерывной формовки полосы в трубную заготовку, включающий поперечный гиб ее в валковых клетях формовочного стана, отличающийся тем, что, с целью повышения качества сварного щва труб путем предотвращения скручивания продольного стыка кромок трубной заготовк относительно оси сварочного калибра, одновременно с поперечным гибом полосы в предпоследних клетях формовочного стана трубную заготовку скручивают сначала в одну, а затем в другую сторону относительно продольной оси стана, при этом величина деформации скручивания равна величине упругой деформации материала труб.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 345995, М . Кл В 21 С 37/О8, 1969
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 1993 |
|
RU2040988C1 |
| Способ изготовления сварных замкнутых профилей | 1989 |
|
SU1764907A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ С ПРОДОЛЬНЫМ ШВОМ | 1993 |
|
RU2049570C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2005 |
|
RU2296638C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| Способ получения спиральношовных труб из стальной катаной полосы | 1986 |
|
SU1704879A1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| Трубосварочный агрегат | 1978 |
|
SU667269A1 |
| Стан для производства сварных прямошовных труб | 1977 |
|
SU703176A1 |
| Способ производства прямошовных труб диаметром от 10 до 530 мм на непрерывных трубоэлектросварочных агрегатах | 2018 |
|
RU2677558C1 |