Изобретение относится к области станкостроения.
Известен станок для обработки криволинейных поверхностей, например, прикормлевой части турбинных лонаток, в котором между обрабатываемой деталью и эквидистантно относительно ее поверхности расположенным копиром проходит абразивная лента, относительно которой деталь и копир как одно целое совершают качательное движение. Такие станки не позволяют обработать методом обкатки прикормлевые части лопаток турбины со стороны корыта, которые включают следующие поверхности: косой участок профиля пера, полку у комля в радиусе их сопряжения. Имеющиеся станки для одновременной обработки всех указанных поверхностей обладают весьма сложной щлифовальной головкой, которая для возможности обработки переменного профиля имеет подвижные кулачки, управляемые специальным устройством. Радиус головки ограничивается радиусом вписанной в обрабатываемый профиль окружности, которая для турбинных лопаток задается небольшой, так что разместить подвижные кулачки в головке не всегда удается. Кроме того, известный станок не позволяет обрабатывать лопатки с переменным профилем полки и криволинейные полки.
Известны также ленточно-щлифовальные станки для обработки фасонных поверхностей с применением эквидистантного копира. В этих станках лопатка и копир совершают только одно относительное движение - подачу на врезание. Однако обработать таким способом широкой абразивной лентой прикомлевые участки лопаток турбины невозможно, так как широкая лента должна изгибаться одновременно в двух взаимно-перпендикулярных направлениях: вдоль поперечного сечения профиля пера и по радиусу сопряжения полки с косым участком пера. Но деформировать без складок в двух взаимно-перпендикулярных направлениях широкую абразивную ленту нельзя.
Для обработки нрикормлевых участков узкой абразивной лентой по эквидистантному копиру обрабатываемой детали с копиром и
абразивной ленте необходимо сообщить сложно.е от1носительное движение. Однако механизм для сообщения ленте или детали с копиром такого сложного относительного движения получается сложным и громоздким.
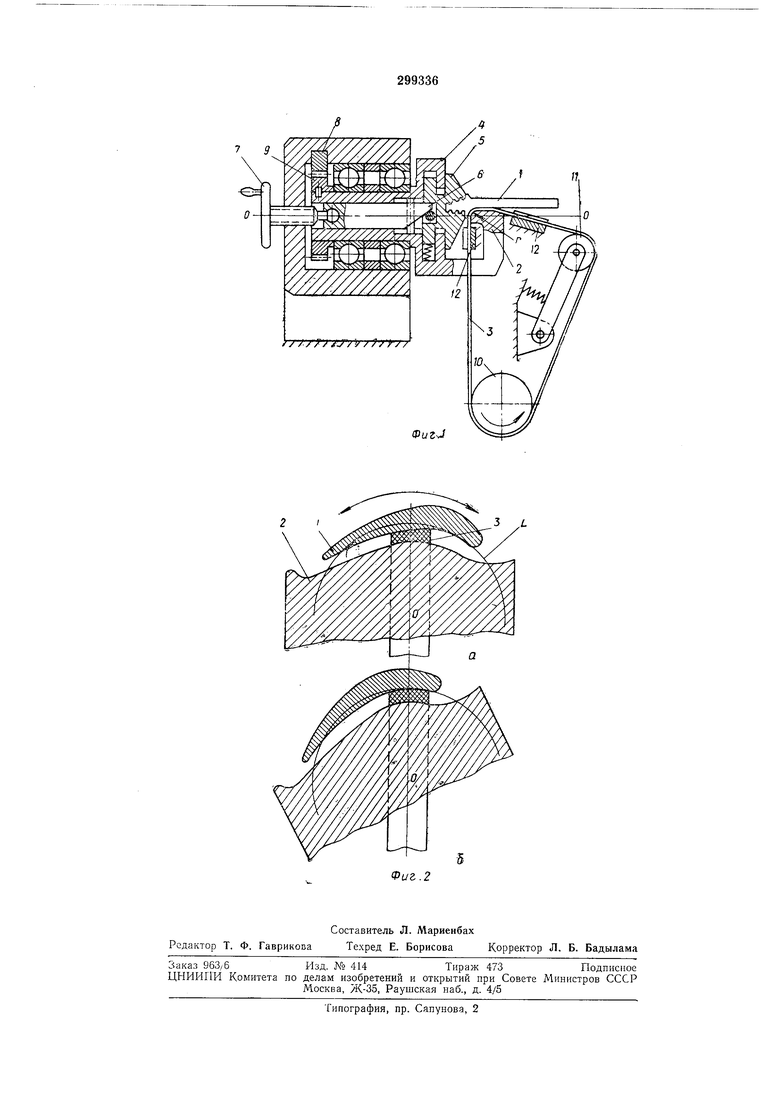
Целью изобретения является создание такой конструкции ленточно-шлифовального стайка, которая позволила бы вести обработку прикормлевых участков лопаток при относительной простоте устройства шлифовальной ханизм подачи на врезание установлены на общем шпинделе, получающем качательное движение, например, от зубчато-реечного механизма. На фиг. 1 изображена кинематическая схема ленточно-щлифовального станка для обработки прикормлевых участков с предлагаемым относительным движением обрабатываемой детали и абразивной ленты; на фиг. 2 - схема относительного движения обрабатываемой лопатки с копиром и абразивной ленты. Обрабатываемая лента 1 совместно с эквидистантным копиром 2 качаются относительно центра О окружности L, вписанной в профиль корыта. Положения а и б показывают, 15 что узкая абразивная лента 3 при таком качании должна оставаться в пространстве в одной и той же вертикальной плоскости. Лопатка / и эквидистантный копир 2 устанавливаются на шпиндель станка 4. Копир 20 устанавливается на шпинделе жестко, а лопатка может перемещаться по высоте относительно центра щпинделя (подача на врезание). Для этого приспособление 5 для крепления лопатки перемещается относительно шпинделя под действием, например, клина 6. Клин перемещается вдоль оси шпинделя с помощью винта с маховичком 7. Шпиндель качается вокруг своей оси О-О с помощью какого-либо известного устройства (через зубчатую рейку 8 и шестерню 9, жестко уста- 30 новленную на шпинделе). Для относительного перемещения лопатки можно использовать и другие известные механизмы врезания. Неподвижно можно закреплять и обрабатываемую деталь (на качающемся шпинделе), 35 а подачу на врезание давать копиру. 5 10 25 Абразивная лента приводится во вращение шкивом 10. Натяжной ролик 11, качаясь на рычаге под действием, например, пружины, компенсирует изменение положения ленты по высоте относительно оси О-О при качании шпинделя, образующееся из-за отличия профиля лопатки от окружности. Для ликвидации возможного бокового смещения ленты перед входом ленты на копир и на выходе с копира установлены желобки 12, удерживаюпще узкую абразивную ленту в пространстве в одной и той же вертикальной плоскости. Эксперименты показали, что силы резания не смещают абразивную ленту из плоскости вращения при обычных для ленточного шлифования подачах на врезание 0,02-0,04 мм и при числе качаний шпинделя не более 20 в мин. Предлагаемый станок может быть использован при обработке лопаток, радиус сопряжения г полки которых с пером не менее 3-х мм. Предмет изобретения Ленточно-щлифовальный станок для обработки криволинейных поверхностей, например, прикормлевой части турбинных лопаток, в котором между обрабатываемой деталью и эквидистантно относительно ее поверхности расположенным копиром проходит абразивная лента, относительно которой деталь и копир как одно целое совершают качательное движение, отличающийся тем, что, с целью упрощения конструкции обрабатываемая деталь, копир и механизм подачи на врезание установлены на общем шпинделе, получающем качательное движение, например, от зубчато-реечного механизма.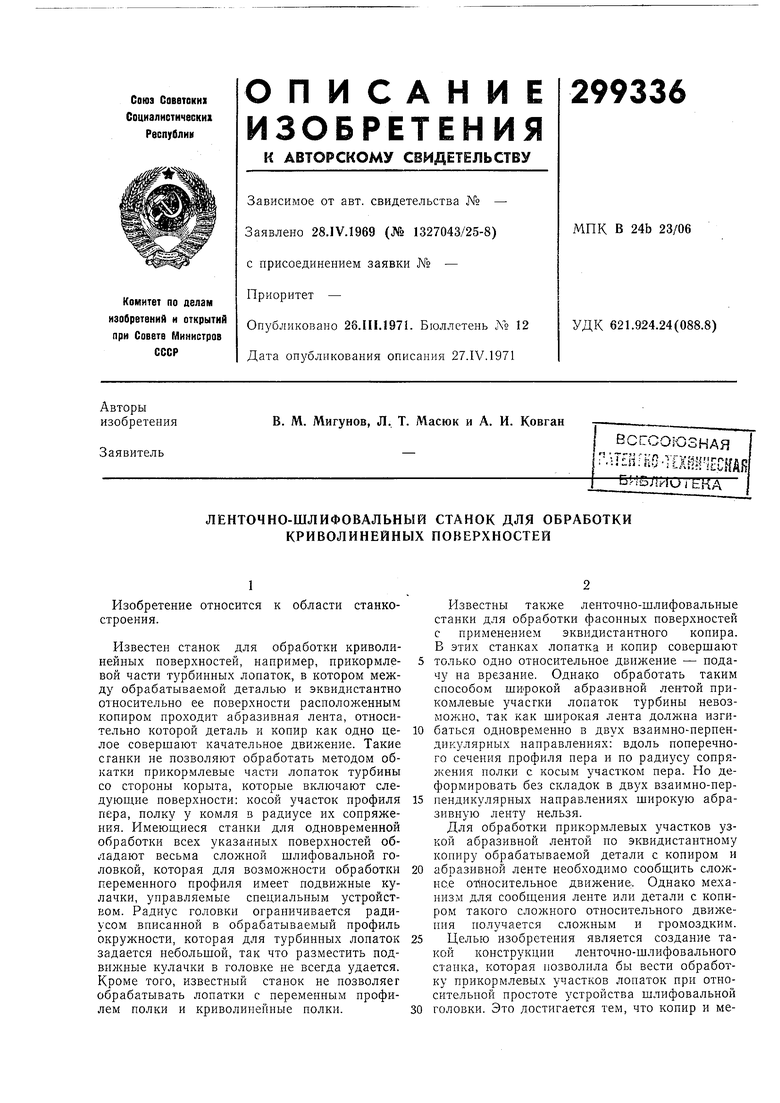
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU610664A1 |
| Ленточно-шлифовальный станок для обработки прикомлевых участков лопаток | 1978 |
|
SU747699A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЬГЙ СТАНОК | 1967 |
|
SU204175A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU580091A1 |
| Ленточно-шлифовальный станок | 1991 |
|
SU1797561A3 |
| Ленточно-шлифовальный станок для скругления кромок пера лопаток | 1980 |
|
SU872213A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| Ленточно-шлифовальный станок для обработки лопаток газотурбинных двигателей | 1972 |
|
SU460169A1 |
| Ленточно-шлифовальный станок дляОбРАбОТКи лОпАТОК гАзОТуРбиННыХдВигАТЕлЕй | 1977 |
|
SU810454A1 |