1
Изобретение относится к обработке пересекающихся поверхностей пpикo meвых участков лопаток газотурбинных двигателей и может быть использовано в авиационной, судостроительной и 5 энергомашиностроительной промышленностях.
Известен станок для обработки прикомлевых участков лопаток газотурбинных двигателей, в котором обрабаты- 0 ваемая деталь и механизм |подачи на врезание установлены на общем шпинделе , получающем качательное движение ГО
Однако указанный станок имеет ни- 15 нематическую погрешность обработки, возникающую при износе ленты по тол-щине от несовпадения направления по1дачи с нормалями к обрабатываемым участкам,20
Цель изобретения - повышение точности обработки путем устранения кинематической погрешности, возникающей от износа ленты по толщине. 25
Эта цель достигается тем, что обрабатываемое изделие и контактный копир установлены на отдельных кинематически связанных между собой шпинделях, расположенных по отношению 30
друг к другу соосно-оппозитно, при этом шпиндель обрабатываемого изделия установлен в качалке, выполненной в виде рычага подачи, а кинематическая связь шпинделей осуществлена через ось качалки.
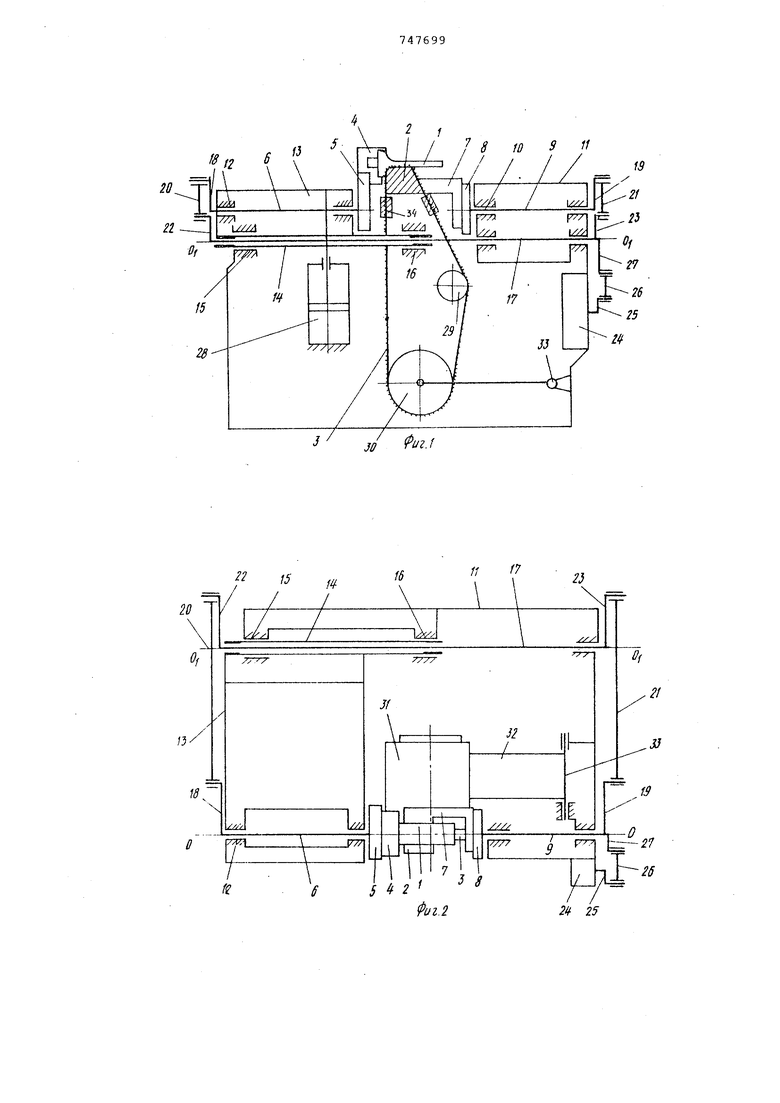
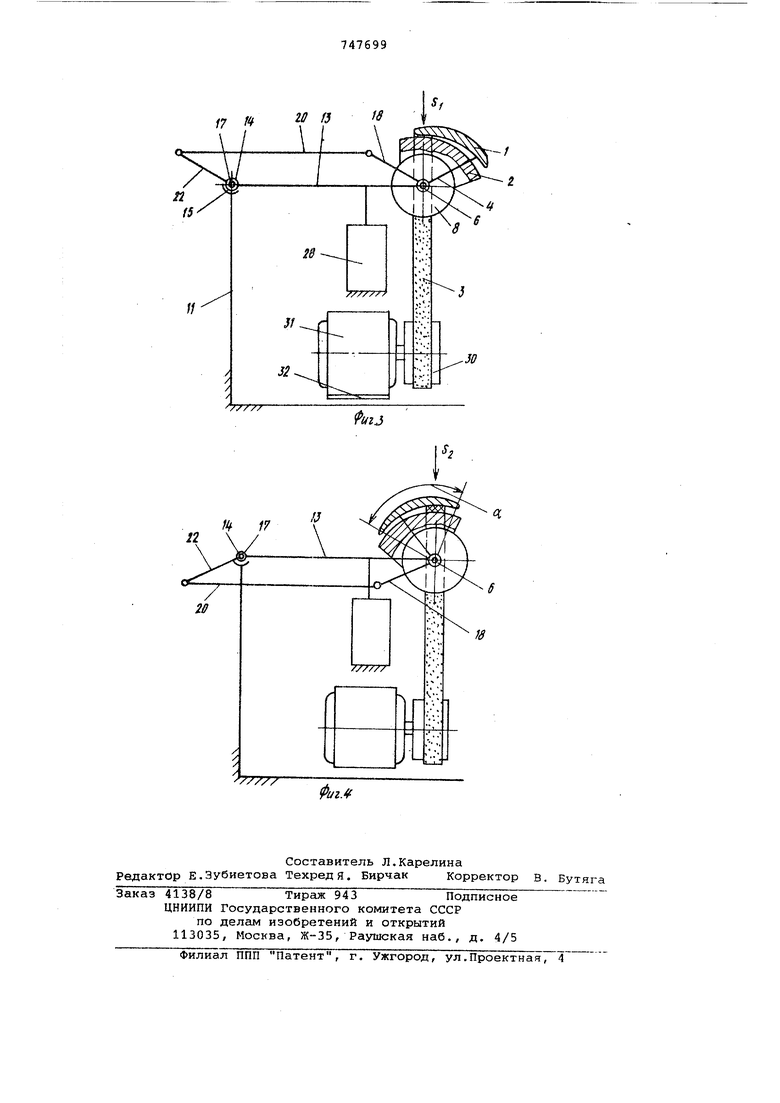
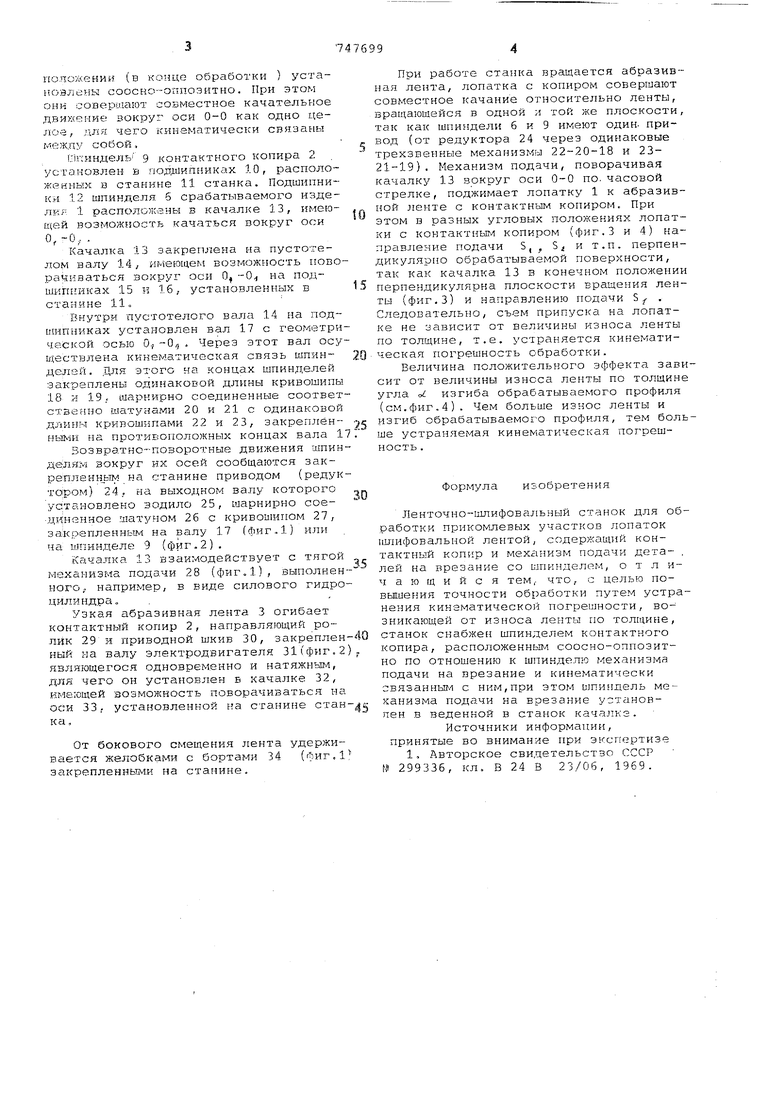
На фиг. 1 кинематическая схема предлагаемого станка .изображена в плоскости вращения абразивной ленты, вид спереди на фиг. 2 - то же, вид сверху; на фиг. 3 и 4 - то же, вид сбоку (устранение кинематической погрешности обработки в разных угловых положениях шпинделей в процессе обработки) .
Между обрабатываемой лопаткой 1 и эквидистантным ей контактным копиром 2 установлена узкая бесконечная абразивная лента 3, относительно которой деталь и копир совершают совместное качательное движение вокруг оси 0-0 как одно целое. Для этого лопатка 1 с помощью базового приспособления|4 закреплена на планшайбе 5 шпинделя 6, а копир 2 с помощью кронштейна 7 закреплен на планшайбе 8 шпинделя 9.
Отличительной особенностью станка является то, что шпиндели 6 и 9 по отношению друг к другу в расчетном положении (в конце обработки ) устаноалены соосно-оппозитно. При этом они совершают соэместное качательмое двинеиие вокруг оси 0-0 как одно це , для чего кинематически связаны между собой, 1; пиндель g контактного копира 2 усгановлен в подшипиикглх 10, расположенных в станине 11 станка. Подшипни си 12 шпинделя 5 срабатываемого изделия 1 расположены в качалке 13, имеющей возможность качаться вокруг оси О,-О, . Качалка 1j закреплена на пустотелом валу 14, имеющем возможность пово рачиваться вокруг оси О,-0 на подШ1- Пниках 15 к 16, установленных в станине 11, Внутри пустотелого вала 14 на под1 ипниках установлен вал 17 с геометри ческой О, О,, . Через этот вал осу ществлена кинематическая связь шп инделей. Для этого на концах шпинделей закреплены одинаковой длины кривошипы 18 -И 19, оларкирно соединенные соответ ственно шатунами 20 и 21 с одинаковой .т KpjHBomHnaMH 22 и 23, закрепленньми на противоположных концах вала 1 Зозвратно-поворотные движения шпин делям вокруг их осей сообщаются закрепленн 1М на станине приводом (редук тором) 24, на выходном валу которого установлено водило 25, шариирно соединенное шатуном 26 с кривошипом 27, закрепленны.м на валу 17 (фиг.1) или на шпинделе 9 {фиг.2). Качалка 13 взаимодействует с тягой механизма подачи 28 (фигЛ.), выполнен ного, например, в виде силового гидро цилиидра. Узкая абразивная лента 3 огибает контактный копир 2, направляющий ро лик 29 и приводной шкив 30, закреплен ный на валу электродвигателя 3К фиг.2 являющегося одновременно и натяжныгд, для чего он установлен Б качалке 32, имеющей возможность поворачиваться на оси 33. уста овлень-ой ка станине стан ка , От бокового смещения лента удерживается желобками с бортами 34 (фиг,, в скрепленными на станине. При работе станка вращается абразивная лента, лопатка с копиром совершают совместное качание относительно ленты, вращающейся в одной и той же плоскости, так как шпиндели 6 и 9 имеют один, привод (от редуктора 24 через одинаковые трехзвенные механизмы 22-20-18 и 2321-19). Механизм подачи, поворачивая качалку 13 вокруг оси 0-0 по. часовой стрелке, поджимает лопатку 1 к абразивной лейте с контактным копиром. При этом в разных угловых положениях лопатки с контактньи. копиром (фиг.З и 4) направление подачи S, J S и т.п. перпендикулярно обрабатываемой поверхности, так как качалка 13 в конечном положении перпендикуляррш плоскости вращения ленты (фиг.З) и направлению подачи S . . Следовательно, съем припуска на лопатке не зависит от величины износа ленты по толгдине, т.е. устраняется кинематическая погрешность о-бработки. Величина положительного эффекта зависит от величины износа ленты по толщине угла J- изгибе обрабатываемого профиля (см.фиг.4). Чем больше износ ленты и изгиб обрабатываемого профиля, тем больще устраняемая кинематическая погрешность . Формула изобретения Ленточно-шлифовальный станок для обработки прикогушевых участков лопаток 11шифовальной лентой, содержащий контактный копир и механизм подачи дета- , лей на врезание со шпинделем, о т л ичающийся тем,, что, с целью повышения точности обработки путем устранения кинематической погрешности, возникающей от износа ленты по толщине, станок снабжен шпинделем контактного копира, расположенн 1д соосно-оппозитно по отношению к шпинделю механизма подачи на врезание и кинематически связанныгл с ним, при этом шпиндель механизма подачи на врезание установлен в веденной в станок качалкз. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР f. 299336, кл. В 24 В 23/06, 1969. 1812 6 ( Hf Is 10 9 ff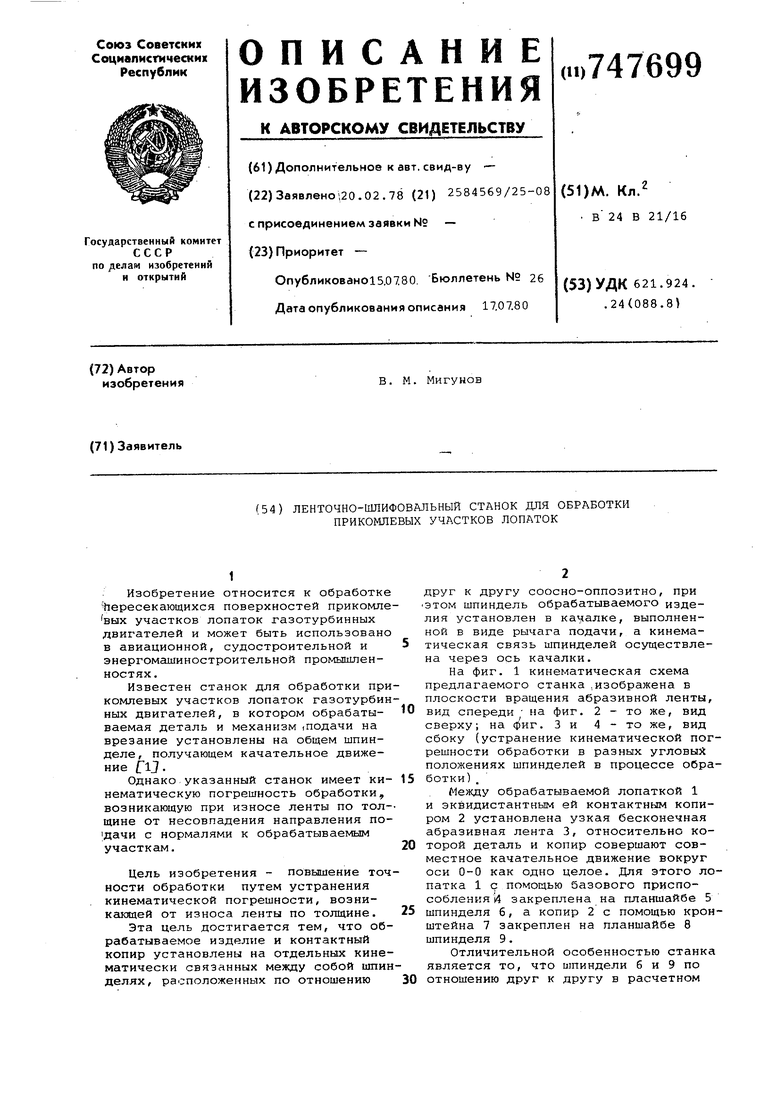
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Ленточно-шлифовальный станок дляОбРАбОТКи лОпАТОК гАзОТуРбиННыХдВигАТЕлЕй | 1977 |
|
SU810454A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1976 |
|
SU627949A2 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Ленточно-шлифовальный станок | 1977 |
|
SU686850A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU610664A1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU931403A2 |