(54) ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ЛОПАТОК
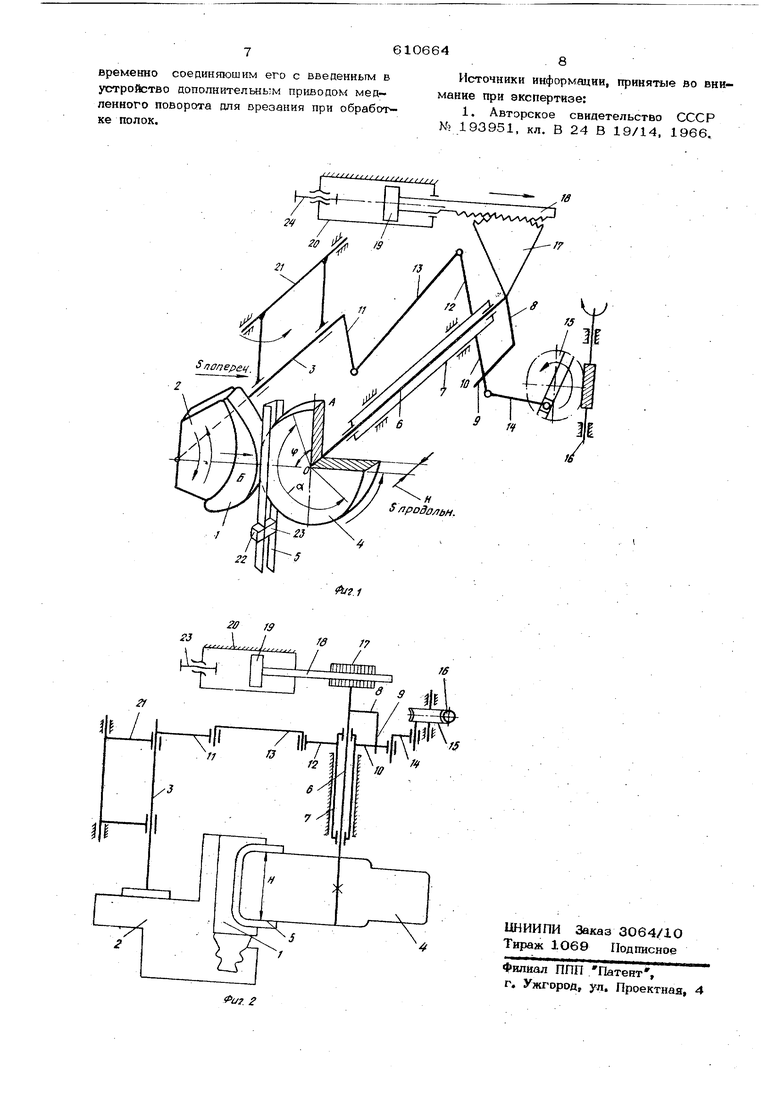
-%. на рычаге 8, и рычаг Ю, закрепленный на пустотелом валу 7, При непоовижном соециненни пальца 9 с рычагом Ю валы 6 и 7 вращаются как одно целое. Кинематическая связь между шпинделем, и валом копира .осуществлена через шарнирный антипаралле лограмм., состо5пдий из коромысел 11 и 12, сочлененных соответственно со шпинделем 3 и валом ,7, и шатуна 13, шар- .нирно соединенного с этими коромыслами. Привод пустотелого вала 7 копира осуществлен через коромысло Ю, шатун 14, установленный шарнирно на пальце червячного колеса 15, играющего роль кривошипа, и червяк 16, получающий вращение от любого предназначенного для этого устройства (электродвигателя, гипромотора и т.о. .Привод Barta 6 копира может осушествлятся также через зубчатый сектор 17, закрепленный на валу 6, и рейку 18, связанную с поршнем 19 гидро или пневмо- цилиндра 20, Для возможности подачи детали на врезание шпиндель установлен в качалке 21 или на заменяющем ее столе. Бесконечная образивпая лента 5 установлена на двух спорных шкивах (на фигурак не показаны), один из которых расположен Выше плоскости шпинделя и валов, а другой - ниже. Один из этих является натяжным, дрзтой приводным. На станке можно обрабатывать профиль пера лопаток как совместно с полками, так и без полок. На известном станке полки и радиус их сопряжения с профилем пера обработать нельзя, хотя он позволяет обрабатывать косые участки профиля пера. Однако обработка косого участка постигается слишком сложной конструктивной схемой, допускающей поворот оси лопатки и копира, что снижает и без того чрезвычайно низкую точность известного станка. Кроме того, далеко не для каждого профиля пера допустим такой относительный разворот. На щэе лагаемом станке для обработки профиля пер совместно с полками абразивную ленту за гибают на боковые торцы копира. При этом косые участки профиля пера обрабатываютс совместно с остальным профилем в процессе одного, и того же формообразующего дви жения обкатки (сопряженного шлифования). Для загиба абразивной ленты на боковы торцы копира на станке установлены подводимые при вращении ленты твердосплавные пластинки 22, которые располагают с обеих сторон ленты выше и ниже зоны резания,. Загиб ленты осуществляют на опорной, плите 23, установленной неподвижно на станине. При обработке профиля пера лопатки без полок валы 6 и 7 копира кинематически за мыкают в одно целое в месте пересечения пальца 9 с рычагом 10 (замыкание может быть оС5гшествлено любым известным и предназначенным для этого устройством, управляемым дистанционно, например магнитным сердечником или каким- 1Ибо механическим затвором), а реечный привод отключают. Качание вала копира осуществляют от червячной передачи, при этом шпиндель благодаря применению щарнирного антипараллелограмма совершает синхронное с валом копира вращение в сторону, противоположную направлению вращения вала копира, что необходимо для сопряженного щлифования. Обрабатываемое изделие и копир сопрягаются друг с другом через помещенную между ними движущуюся со скоростью резания абразивную ленту. Поперечная подачана врезание (3 попер, ) осуществляется медленным поворотом качалки 21 (или движением заменяющего ее стола) от любого предназначенного для этого viexaHH3Ma подачи, Применение шарнирного антипараллелограмма позволяет изменять межцентровое расстояние между шпинделем и валом копира, не внося погрешностей в синхронность их связи. Применяемое в станке качательное движение валов дает возможность обрабатывать и корыто лопаток (в известном станке применено врашательное движение шпикделя и копира, что не позволяет обрабатывать на нем корыто пера лопаток), Обработку лопаток с малыми по высоте полками можно производить описанным способом с поперечной подачей врезания. При обработке лопаток с высокими полками при таком способе, т,е, с поперечной подачей врезания, абразивная лента в местах, соответствующих снятию припуска по полке, которым в таком случае будет вся высота полки, быстро изнашивается и ее приходится Выбрасывать , хотя в остальнь Х местах она еще пригодна для обработки, С целыо повышения стойкостиленты и производительности обработка профиля пера сВЫСОКИМИ полками на предлагаемом станке ведется по способу шлифования,согласно которому вначале обрабатывают полки лопатки при продольной подаче копира ( & прод,) т,е, на предлагаемом станке при его вращении, и неподвижной .лопатке, а затем обрабатывают профиль сопряженным шлифованием при поперечной подаче врезания. Для этого контактный копир 4 выполняют переменным по толщине И, т,е. кл:инообразным в развертке. Допустим, .в сечении рА (см, фиг, 1) копир имеет в
верхней своей части минимальную толшину, Причем такую, чтобы она совместно с абразшзной лентой, загнутой на боковые торцы , была меньше размерю между полками лопатки, когда на них еще не снят припуск (на фиг. 1 полки лопатки условно не доказаны, на фиг. 2 изобра«сена лопатка с полками).
В сечении ОБ ширина копира совместно с лентой должна равняться чертежному размеру на лопатке межцу полками, т.е. быть больше, чем в сечении ОА. Обработку полок начинают в таком положении копира, когда его сечение ОА расположено в горизонтальной плоскости, т.е. на линииОБ Копир с лентой размешен между полками (см. фиг. 2), поршень 19 находится в крайнем левом положении, ограничеЕЛЮм регулируемым упором 24. При этом палец 9 -И рычаг Ю разъединены и находятся в разных положениях атносителыш друг, друга по углу поворота.
При подаче давления в левую полость цилиндра рейка 18 через зубчатый сектор 17 врдшает вал 6 копира 4. Качалка 21 при этом повернута в левое положение настолько, чтобы не обрабатывался профиль пера. При врашении копира в этот момент обрабатываются, только полки лопатки. Вращение шпинцелю при обработке полок не сообщают, для чего отключают привод червяка 16 (червячная пара предотвращает произвольное вращение щпинделя от сил резания на изделии).
Шпиндель при обработке полок не должен враишться, так как в противном случае (при сопряженном шлифовании пера) нарушится соответствие сопряженных сечеНИИ лопатки и копира.
В тот момент, когда копир 4 повернет™ ся настолько, что припуск по полкам будет снят, палец 9 доходит до упора в рычаг 10 и кинематически замыкается с ним (на чертеже соответствующее устройство ие показано, так как оно может быть осушествлено при обычном проектировании и его тиц несущественен для предлагаемой кшюмати- ческой схемы, станка)., В момент соединения пальца 9 с рычагом 1О отключается подача давления в цилиндр 2О, обе полости которого при этом соединяются с атмосфе рой, и включается привод червяка 16 (все эти,включения могут быть конструктивно осуществлены известными устройствами, например, от микропереключателя, располо женного на рычаге Ю и включаемого пал.ь«цем 9 в момент его соприкосновения с рЫ ,чагом 1О). При этом начинается взаимное качание копира и щпинделя которому оцновремённо сообщают поперечную подачу врезания (б поперечн.) для обработки профиля пера. Включение поперечной подачи осуществляется по одной и той же команде с остальными приводами, например, от того же микропереключателя.
В конце обработки пера подается команда на разъединение механизма соединения
пальца 9 с рычагом 10, качалка 21 щпинцеля и поршень цилиндра отводятся в крайнее положения (порщень - до упора 24), а привод червяка выключается, причем это выключение производится в одном из крайНИХ положений рычага 10, которое является исходным для начала обработки полок после смены лопатки.
Упор 24 регулируется таким образом, чтобы при подходе к поршня кинематически связанный с ним копир самым узким своим сечением ОА находился а сопряжении с обрабатываемой лопаткой, для чего копир должен повернуться на угол р , В положении начала сопряженного шлифования пера качание копира осуществляется на угол об. который регулируется длиной кривошипа червяка 15.
Характерно, что неточность выключения качания шпинделя по углу не сказывается на ТОЧНОСТИобработки лопаток, так как шпиндель и вал 7 кинематически связаны шарнирным антипараллёлограммом, звенья которого не отсоединяются друг от друт-а при всех включениях механизмов.
Формула изобретения
1.Лзнточно шлифовалЙ1Ый станок для обраб п кн лопаток, содержащий контактный киаир, закрепленный на валу, и шпиндель VIздeлия, кинематически связанные между собой и с приводом их поворота, а также механизм отнсюительной подачи на врезание, о т л и ч а Ю щ и и с я тем, что, с целью повышения точности обработки путем упрощения кинематической связи шпинделя изделия с Валом копира, упомянутая кинематическая связь выполнена в в.иде механизма шарнирного антипараллелограмма с двумя коромыслами, неподвижно закрепленными на шп щделе и на валу копира и шарнирно соединенными шатуном, при этом с механизмом .подачи ка врезание связан шпиндель изделия
2.Станок поп, 1, отличаюшкйс я тем, что, вал копира снабжен устройством, отключающим последний от привода его совместного поворота со шпинделем и одно
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU299336A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU931403A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU580091A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU686850A1 |
| Ленточно-шлифовальный станок для обработки прикомлевых участков лопаток | 1978 |
|
SU747699A1 |
| Способ обработки лопаток | 1975 |
|
SU541652A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |
| Устройство для скругления кромок пера лопаток | 1987 |
|
SU1512754A1 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |
| Способ обработки криволинейных поверхностей и станок для его осуществления | 1982 |
|
SU1061785A2 |
