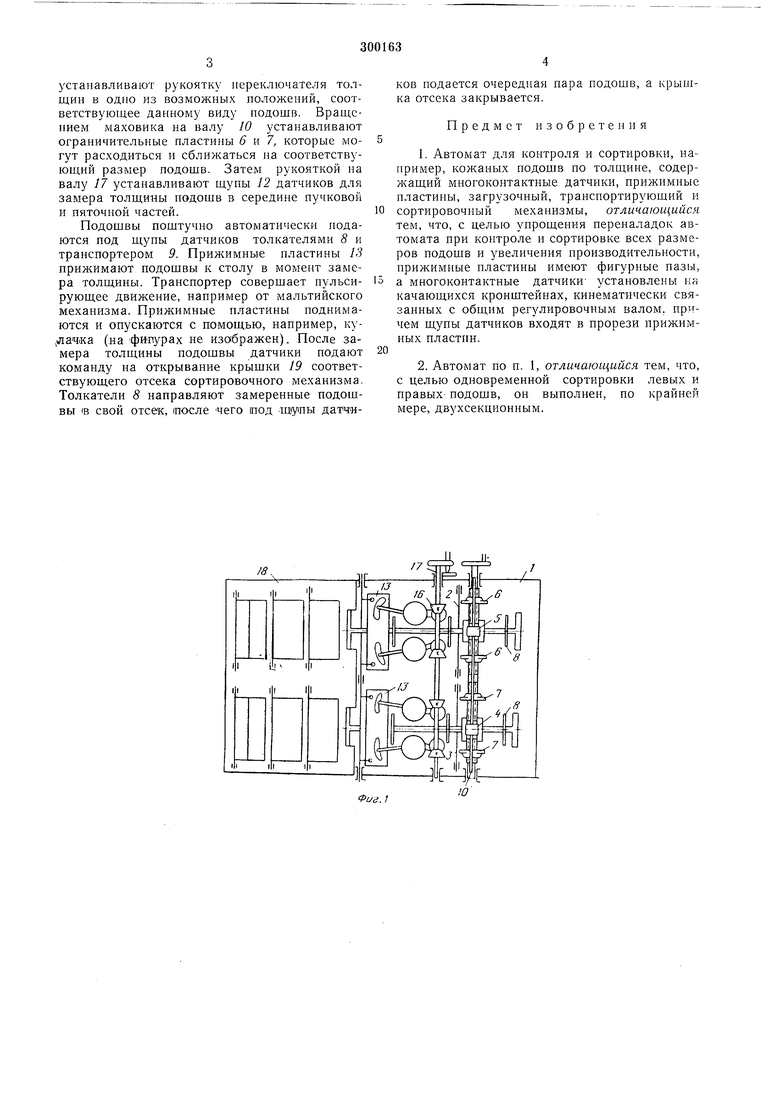
Известен автомат для контроля и сортировки кожаных подошв по толщине, содержащий многоконтактные датчики, прижимные пластины, загрузочный, транспортируюод,ий и сортировочный механизмы... Предлагаемый автомат выполнен двухсекционным дл.я одновременной сдртировки правых и левых подошв. Прижимные пластины имеют фигурные прорези для щупов датчиков. Многоконтактные датчики установлены на качаюн),ихся кронштейнах, кинематически связанных с общим регулировочным валом. Эти отличия позволяют без перестройки автомата устанавливать нужный диапазон толщины в зависимости от вида и фасона замеряемых подошв. Предложенный автомат более производителен. На фиг. 1 изображен автомат, вид сбоку, на фиг. 2 -: то же, вид сверху; на фиг. 3 - отсекатель загрузочного механизма для поперечной подачи подошв, вид сбоку; на фиг 4- то же, вид спереди. Автомат содержит стол /, на .котором смонтирован загрузочный механизм, выполненный в виде двух магазинов для левых и правых полупар подошв с отсекателями 2 и 3, прижимными приспособлениями 4, 5 к ограничительными пластинами 6 и 7, и транспортирующий механизм, имеющий толкатель 5 и цепной пульсирующий двухли)ейный транспортер 9. Ограничительные пластины б и 7 смонтированы на валу 10 с правой и левой резьбой и служат для центрирования подошв относительно многоконтактных датчиков //, имеющих щупы 12, которые входят в фигурные прорези прижимных пластип 13. Многоконтактные датчики установлены на качающихся кронштейнах }4 с шестернями 15, взаимодействующими с шестернями 16, смонтированными на регулировочном валу 17. Для сбора замеренных подошв в соответствуюн ие отсеки имеется сортировочщ й механизм 18 с крыщками 19 и окнами 20. Замер толщины подошв производится в двух точках - в серединах пучковой и пяточной частей. Сортировка подошв осуп;ествляется по наименьшему из показателей двух датчиков (для пучковой и пяточной частей). Работает автомат следующим образом. Подошвы пачками загружают в магазины загрузочного механизма отдельно для левых и правых полупар. Прил имные приспособления 4 н 5 устанавливают сверху пачек подошв, прижимая их к столу J. Затем устанавливают щель отсекателей 2 и 3 при помонш регулировочных гаек 2J так, чтобы был обеспечен проход только одной подошвы.
устанавливают рукоятку переключателя толщин в одно из возможных положений, соответствующее данному виду подошв. Вращепием маховика на валу 10 устанавливают ограничительные пластины 5 и 7, которые могут расходиться и сближаться на соответствующий размер подощв. Затем рукояткой на валу 17 устанавливают щупы 12 датчиков для замера толщины подощв в середине пучковой и пяточной частей.
Подощвы поштучно автоматически подаются под щуны датчиков толкателями 8 и транспортером 9. Прижимные пластины 13 прижимают ПОДОЩВЫ к столу в момент замера толщины. Транспортер совершает пульсирующее движение, например от мальтийского механизма. Прил имные пластины поднимаются и опускаются с помощью, например, ку лaч«a (на фипурах не изображен). После замера толщины ПОДОЩВЫ датчики подают команду па открывание крыщки 19 соответствующего отсека сортировочного механизма. Толкатели 8 направляют замеренные подощвы IB свой отсек, после чего под -щупы датчиков подается очередная пара подошв, а крышка отсека закрывается.
Предмет изобретения
1.Автомат для контроля и сортировки, например, кожаных подошв по толщине, содержащий многоконтактпые датчики, прижимные пластины, загрузочный, транспортирующий и сортировочный механизмы, отличающийся тем, что, с целью упрощения переналадок автомата при контроле и сортировке всех размеров подощв и увеличения производительности, прижимные пластины имеют фигурные пазы, а многоконтактные датчики- установлены на качающихся кроищтейнах, кинематически связанных с общим регулировочным валом, причем щупы датчиков входят в прорези прижимных пластин.
2.Автомат по п. 1, отличающийся тем, что, с целью одновременной сортировки левых и правых подощв, он выполнен, по крайней мере, двухсекционным.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ ПО КОНТУРУ ПРОФИЛИРОВАННЫХ ПОДОШВ | 1968 |
|
SU217232A1 |
| ПРЕССФОРМА ДЛЯ ПРИКРЕПЛЕНИЯ НИЗА ОБУВИ | 1968 |
|
SU232058A1 |
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ ДЛЯ СОРТИРОВКИ по ТОЛЩИНЕ ПЛАСТИН | 1965 |
|
SU172501A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| УСТРОЙСТВО для ШЛИФОВАНИЯ ПЯТОЧНОЙ ЧАСТИ | 1970 |
|
SU274683A1 |
| ПОЛУАВТОМАТ ДЛЯ КРУГОВОЙ ЗАТЯЖКИ И ФОРМОВАНJ^f/^-'l-ftv" ЗАГОТОВКИ РАНТОВОЙ ОБУВИ И НАКЛАДКИ ^-*v-J:cfx/ | 1965 |
|
SU170848A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО ДЛЯ ПЛОСКИХ ДЕТАЛЕЙ | 1969 |
|
SU242709A1 |
| ПОЛУАВТОМАТ ДЛЯ ГОРЯЧЕГО ФОРМОВАНИЯ СЛЕДА ОБУВИ | 1968 |
|
SU211359A1 |
| АВТОМАТ ДЛЯ РАЗМЕРНОЙ СОРТИРОВКИ ДЕТАЛЕЙ | 1967 |
|
SU197989A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ДЕТАЛЕЙ НА РАЗМЕРИЫЕ | 1973 |
|
SU370986A1 |

/.
Фие. 1
