Известны автоматы для размерной сортировки деталей, содержащие измерительную станцию с индуктивным датчиком, сортировочное устройство с диском и двусторонней электромагнитной муфтой и счетчик имнульсов.
Предлагаемый автомат отличается от известных тем, что его сортировочное устройство снабжено датчиком импульсов, подающим один импульс в счетчик импульсов при повороте диска на одну группу, и ограничителем света, соединенным со счетчиком импульсов и переключающим двустороннюю электромагнитную муфту на остановку диска, когда сумма импульсов, поступивших от датчика измерительной станции и датчика импульсов, достигает числа, равного общему количеству сортировочных групи.
Такое отличие позволяет осуществить пол-ностью бесконтактную систему контроля, что повышаьт надежность автомата.
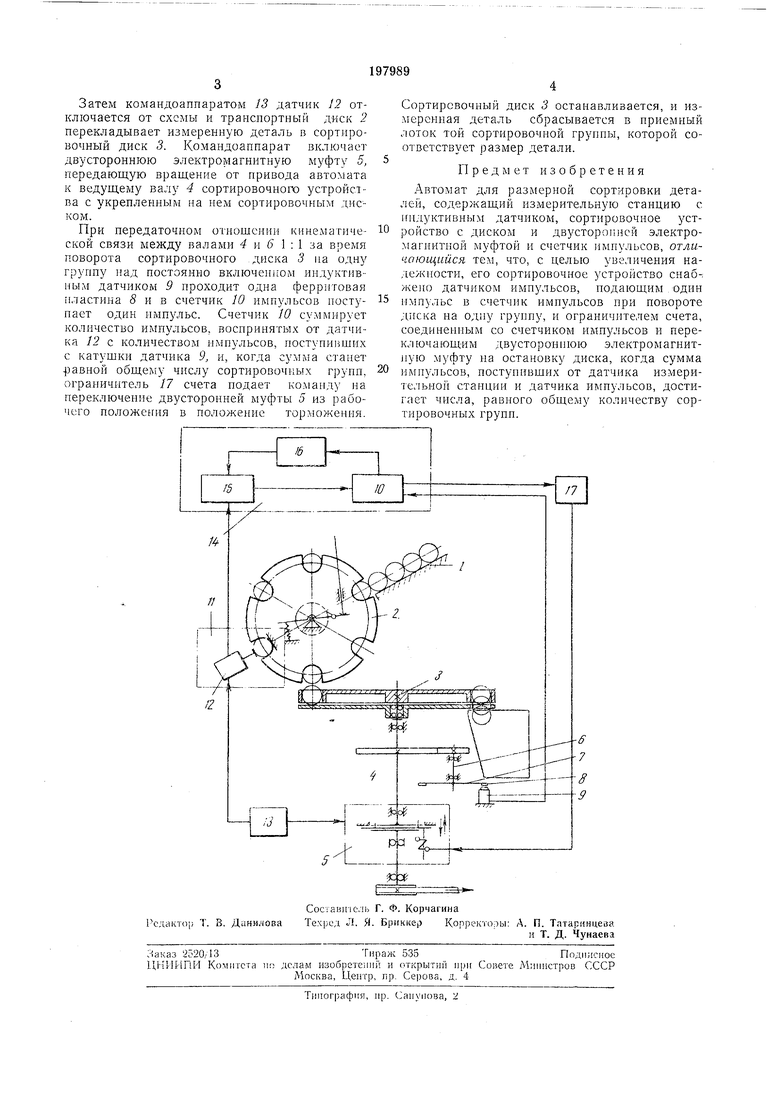
На чертеже изображена схема автомата для размерной сортировки деталей.
Автомат содержит загрузочное устройство /, транспортный диск 2, сортировочный диск 3, укрепленный на ведущем валу 4 и посредством двусторонней электромагнитной муфты 5 получающий вращение от привода автомата (на чертеже не показан). Вал 4 кинематически связан с ведомым валом 6, на котором
закреплен диск 7 с ферритовыми пластинами 8, количество которых кратно числу, сортировочных групп и зависит от передаточного отношения кинематической связи. Под диском установлен индуктивный датчик 9 импульсов, подключенный к счетчику 10 импульсов.
Размерная сортировка деталей осуществляется измерительной станцией 11 с индуктивным датчиком 12, подключенным к командоапнарату 13, включающему муфту 5, а также электронное устройство 14, состоящее из охваченных обратной связью нуль-ор-гана 15, счетчика 10 импульсов и ступенчатого преобразователя 16, преобразующее сигнал датчика 12 в двоичный код, соответствующий номеру сортировочной группы. Счетчик импульсов подключен к ограничителю 17 счета, переключающему двустороннюю электромагнитную муфту 5 на остановку диска 3.
Принцип работы автомата для размерной сортировки деталей заключается в следующем. Детали из загрузочного устройства / магазинного или бункерного типа поштучно поступают в транспортный диск 2, который
поочередно вводит их в измерительную станцию //, где они контролируются индуктивным датчиком 12. В зависимости от размера измеряемой детали сигнал датчика достигает он-; ределенного уровня и подается на вход элект
| название | год | авторы | номер документа |
|---|---|---|---|
| Сортировочное автоматическое устройство для контроля размеров деталей | 1971 |
|
SU540684A1 |
| Автомат для контроля и сортировки цилиндрических деталей по размерам и форме | 1973 |
|
SU446324A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ по ЛИНЕЙНЫМ | 1971 |
|
SU315900A1 |
| Автомат для контроля и сортировки деталей и устройство управления автоматом для контроля и сортировки деталей | 1983 |
|
SU1135500A1 |
| Автомат для контроля и сортировки ферромагнитных деталей на размерные группы | 1976 |
|
SU588019A1 |
| Автомат для контроля и сортировки деталей по размерам | 1972 |
|
SU471130A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ | 1966 |
|
SU179953A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ДЕТАЛЕЙ | 1968 |
|
SU221319A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ДЕТАЛЕЙ НА РАЗМЕРИЫЕ | 1973 |
|
SU370986A1 |
| Автомат для контроля и сортировки цилиндрических деталей | 1983 |
|
SU1148656A1 |
