Известны прокатные клети с четырехвалковым калибром, содержащие станину, горизонтальпые и вертикальные валки, привод горизонтальных валков и механизмы настройки калибра.
Предложенная клеть отличается тем, что по меньшей мере один из вертикальных валков снабжен дополнительным комплектом из двух горизонтальных и одного вертикального валка, образующих с ним второй четырехвалковый калибр, и установлен в поворотной на горизонтальной оси обойме, в которой смонтирован дополнительный вертикальный валок. Верхние и нижние горизонтальные валки установлены соответственно на общих нрнводных валах. Это позволяет уменьшить простои клети при смене калибра и упростить привод валков.
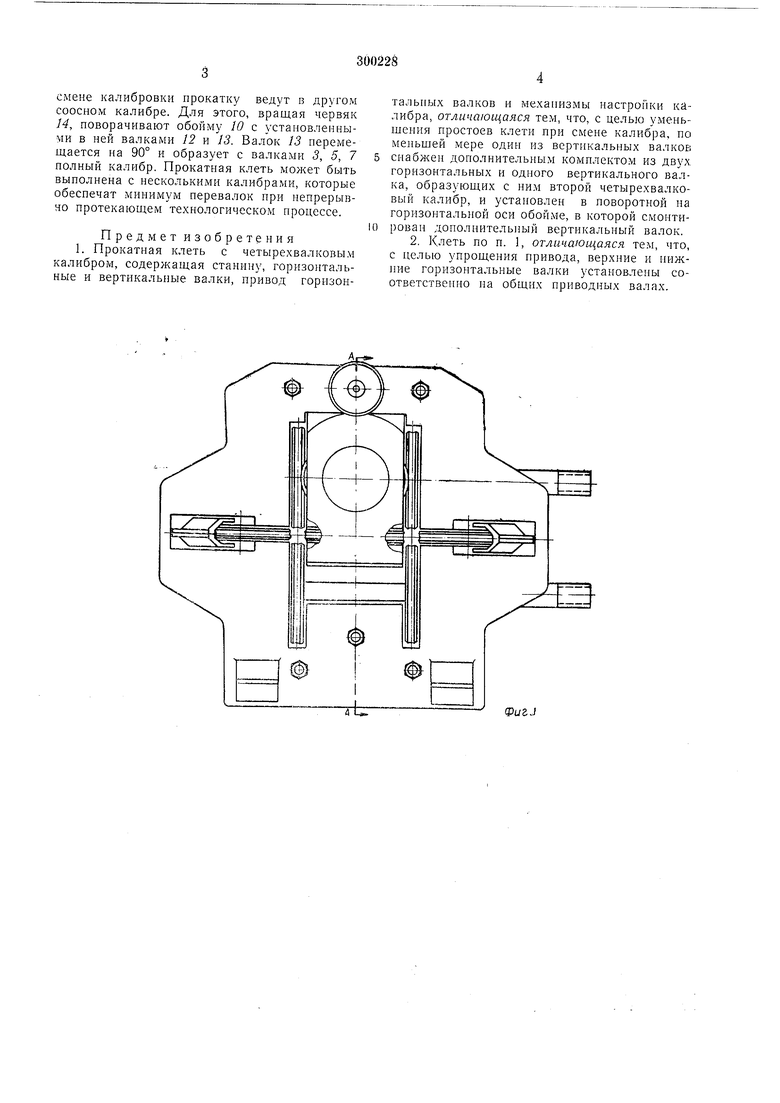
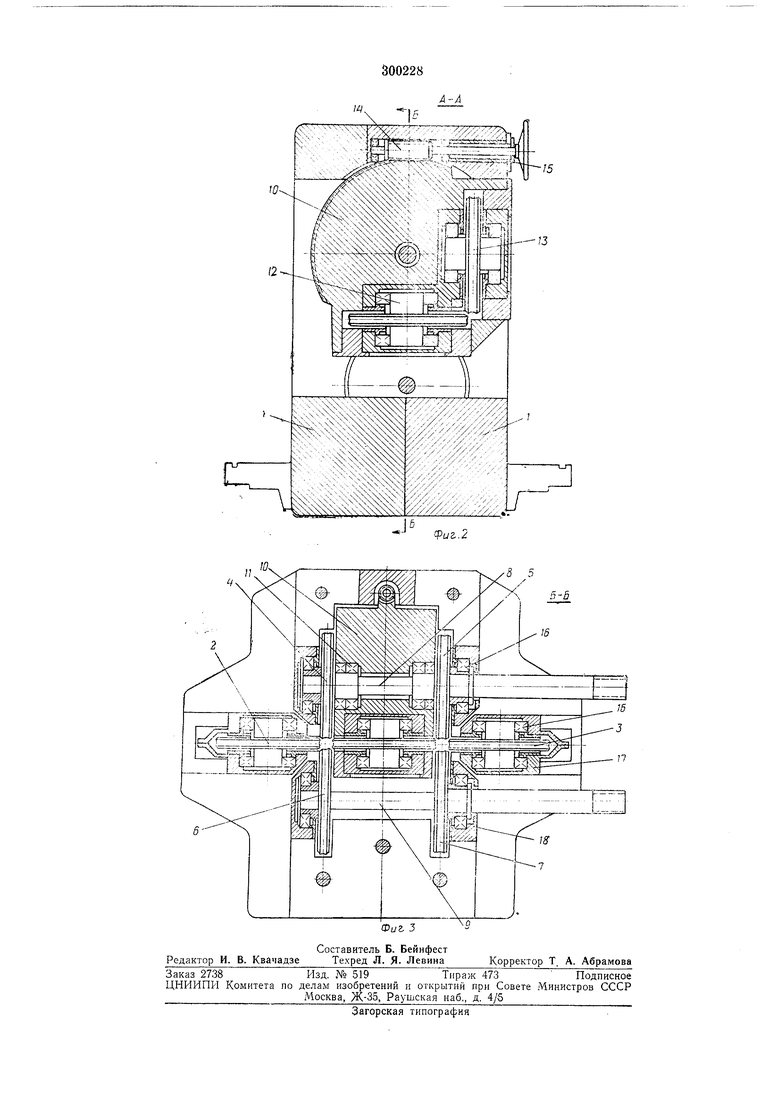
Па фиг. 1 изображена клеть, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; на фнг. 3 - разрез по Б-Б на фиг. 2.
Прокатная клеть с четырехвалковым калибром включает станину 1 разъемного типа. В станине установлены вертикальные валки 2 и 3 и горизонтальные валки 4-7. Горизонтальные валки выполнены приводными и смонтированы на валах 8 и 9. Па верхнем горизопта.тьном валу 8 между валками 4 и 5 установлена обойма 10 на подшипниках 11. Обойма выполнена с двумя взаимно перпендикулярными расточками для валков 12 и 13. Валки 2-7 образуют два пенолных соосных калибра, которые дополняются до полных валками 12 и 13.
Червячный обод обоймы 10 входнт в зацепление с червяком 14, установленным на подшипниках качания в расточке станины /. Па конце червяка смонтирован маховик 15. При вращении маховика осуществляется новорот обоймы 10, а следовательно, н установленных в ней валков 12 и 13 на 90°. Полоя сепие обоймы фиксируется упором ее в верхнюю плоскость станины 1.
Горизонтальный вал 9 и вертикальные валки J и 5 установлены на подшипниках качения 16, которые расположены в эксцентриковых подущках 17 и 18. Эксцентриковые подушки 17 вертикальных валков 2 i 3 соединены между собой. При повороте эксцептриковых подушек 17 и 18 осуществляется радналь 1ая настройка калибра (на чертежах не показано). Валки 12 и 13 настраиваются на калибр по горизонтальным валкам 4 и 5 при сборке клети. Замена валков происходит при разборке станины /.
смене калибровки прокатку ведут в другом соосном калибре. Для этого, вращая червяк 14, поворачивают обойму 10 с установленными в ней валками 12 и 13. Валок 13 перемещается на 90° и образует с валками 3, 5, 7 полный калибр. Прокатная клеть может быть выполнена с несколькими калибрами, которые обеспечат минимум перевалок при непрерывно протекаюидем технологическом процессе.
Предмет изобретения 1. Прокатная клеть с четырехвалковым калибром, содержащая станину, горизонтальные и вертикальные валки, привод горизонтальных валков и механизмы настройки калибра, отличающаяся тем, что, с целью уменьщения простоев клети при смене калибра, по мельщей мере один из вертнкальных валкон снабжен дополнительным комплектом из двух горизонтальных и одного вертикального валка, образующих с ним второй четырехвалковый калибр, и установлен в поворотной на горизонтальной оси обойме, в которой смонтирован дополнительный вертикальный валок. 2. Клеть по п. 1, отличающаяся тем, что, с целью упрощения привода, верхние и нижние горизонта;1Ы-1ые валки установлены соответственно на общих приводных валах.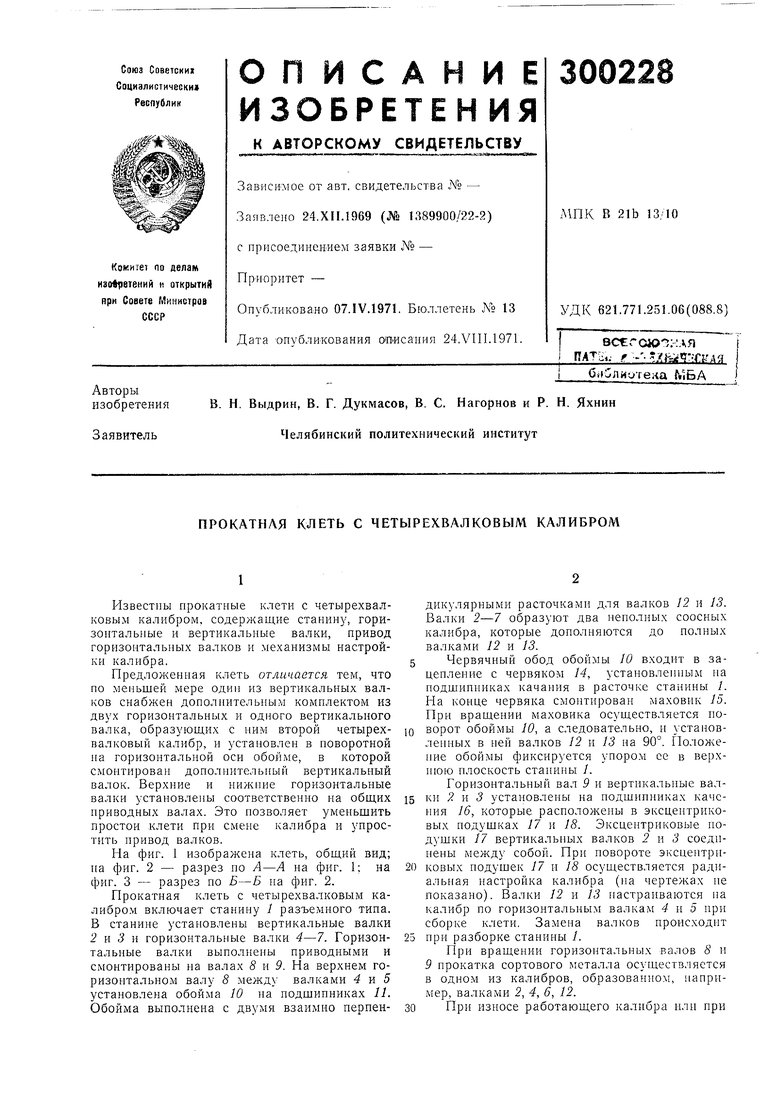
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1982 |
|
SU1126342A1 |
| Прокатная клеть | 1988 |
|
SU1554999A1 |
| ПРОКАТНАЯ КЛЕТЬ С МНОГОВАЛКОВЫМ КАЛИБРОМ | 1973 |
|
SU371991A1 |
| Кассета вертикальных валков универсальной клети | 1981 |
|
SU946701A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| Кассета для вертикального валка универсальной клети | 1980 |
|
SU942823A1 |
| Рабочая клеть прокатного /роликового/ стана | 1984 |
|
SU1225625A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1967 |
|
SU194037A1 |
| Способ настройки прокаткой клети с четырехвалковым калибром и устройство для его осуществления | 1983 |
|
SU1139527A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
(PuZJ
