Известны прокатные клети с рабочими и опорными валками, с приводом рабочих валков через опорные валки, в которых плоскости осей рабочих и опорных валков не совпадают.
Особенностью описываемой клети является то, что рабочие валки вместе с вводной арматурой смонтированы в сменном корпусе, закрепленном на станине клети. Это упрощает перевалку и настройку рабочих валков.
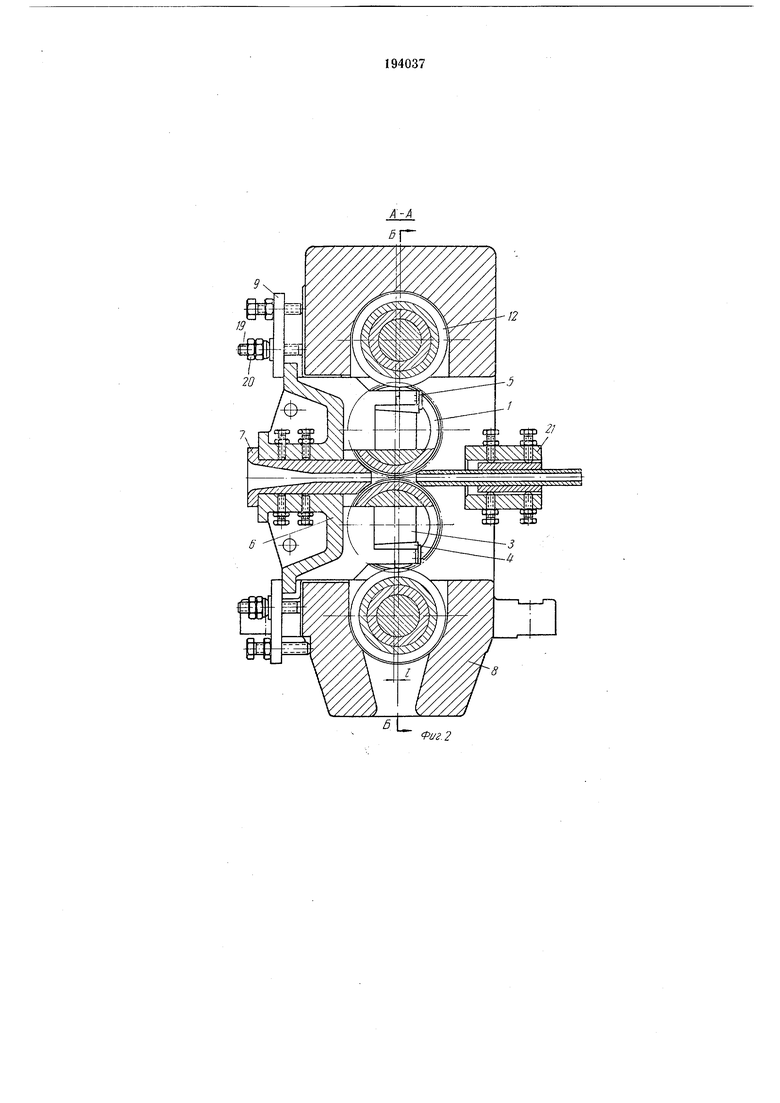
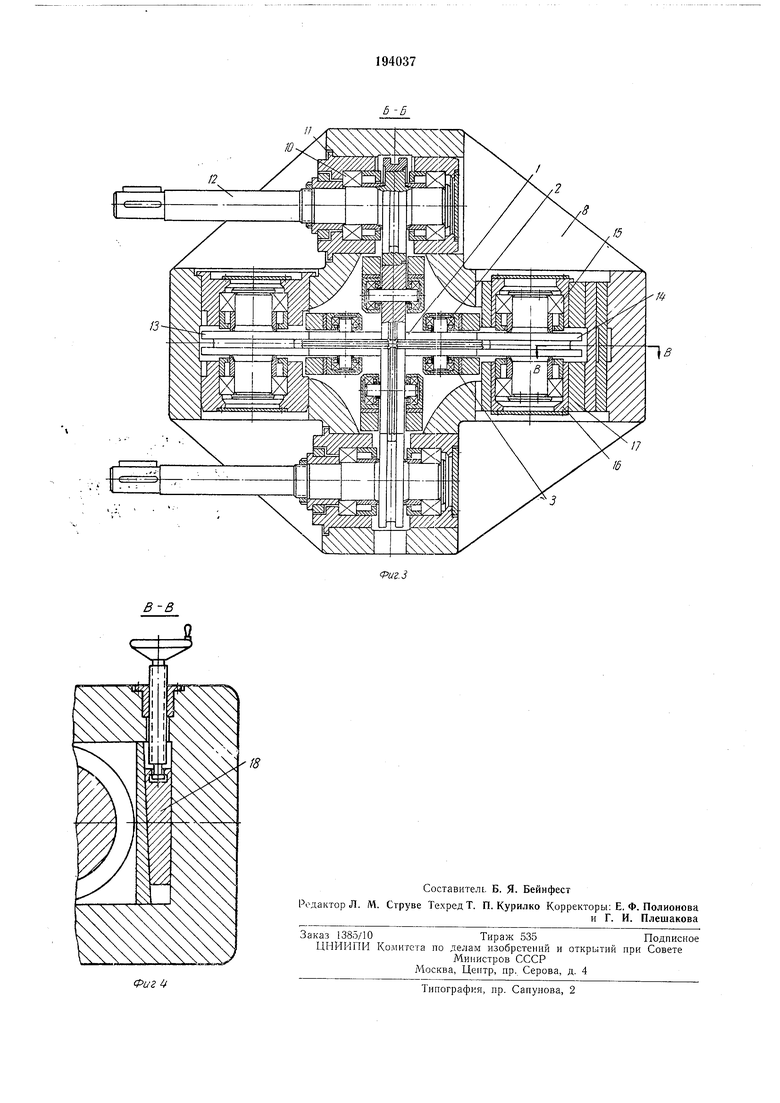
На фиг. 1 изображена клеть с многовалковым калибром в общем виде; на фиг. 2 - разрез по Л-А на фиг. 1; на фиг. 3 -- разрез по Б-Б на фиг. 2; на фиг. 4 - разрез по В-В на фиг. 3.
Калибр клети образован четырьмя рабочими валками J, оси которых расположены в одной плоскости. Рабочие валки, установленные на подшипниках 2, помещенных в подушках 3, крепятся клиньями 4 с планками 5 в сменном корпусе 6. В этом корпусе помещается также вводная арматура 7. с валками и вводной арматурой размещается в сквозном проеме станины 8 и крепится планками 9. В горизонтальных расточках станины на подщипниках 10, помещенных во втулках 1, установлены приводные опорные валки 12. Один из вертикальных опорных валков 13 (например,, левый), также расположен в расточке станины. Правый вертикальный опорный валок М на подшипниках 15, помещенных во втулках
16, смонтирован в подушках 17, расположенных в прямоугольных окнах станины. Валок 14 имеет установочное устройство 18 клинового типа, причем обе подушки 17 перемещаются одним клином.
Следовательно, из четырех опорных валков три являются неподвижными: приводные валки 12 и опорный валок 13.
Рабочие валки прижаты друг к другу и
каждый к своему опорному. Это достигается
перемещением сменного корпуса вдоль оси
прокатки с помощью планок 5 и болтов 19 с
гайками 20 (эффект клина).,
Для надежного прижатия рабочих валков необходимо, чтобы между осями рабочих и опорных валков сохранялось некоторое расстояние /.
Для обеспечения равномерного прижатия рабочих валков к опорным один из них (опорный валок 14) выполняют с установочным устройством 18.
Вращение все рабочие валки получают от двух приводных опорных валков за счет сил трения, возникающих между валками при их сжатии.
На задней стороне станины устанавливается выводная арматура 21.
валки рабочих валков отпускают гайки 20 на болтах 18 и планки 9 сдвигают в сторону, освобождая лапы сменного корпуса, который вынимают из станины вместе с установленными в нем рабочими валками и вводной арматурой. На его место ставят другой сменный корпус с новыми рабочими валками с настроенным и выверенным калибром и настроенной и закрепленной вводной арматурой. Корпус прижимают планками, и клеть готова к работе.
Замену рабочих валков в сменном корпусе;, настройку калибра, его выверку, настройку вводной арматуры производят на стенде з мастерской.
Перевалку опорных валков производят значительно реже, чем рабочих, непосредственно в линии стана, .после выемки из станины сменного корпуса с рабочими валками.
Приводные опорные валки отсоединяют от привода, освобождают, от осевой фиксации и вынимают в осевом направлении вместе с подшипниковыми узлами.
Вертикальные опорные валки вынимают после удаления приводных горизонтальных валков.
На место удаленных опорных валков в обратном порядке вставляют, предварительно собранные с подшипниковыми узлами, новые опорные валки. После установки новых опорных валков производят регулировку положения подвижного опорного валка 14 для обеспечения нравильного контакта рабочих валков с опорными. Устанавливают рабочие валки, и клеть готова к работе.
Предмет изобретения
Прокатная клеть с рабочими и опорными валками, в которой привод рабочих валков осуш,ествлен через опорные, причем плоскост осей рабочих валков сдвинута относительно плоскости осей соответствуюш,их опорных валков, отличающаяся тем, что, с целью упрощения перевалки и настройки рабочих валков, они вместе с вводной арматурой смонтированы в сменном корпусе, закрепляемом на станине клети.
Фиг. 2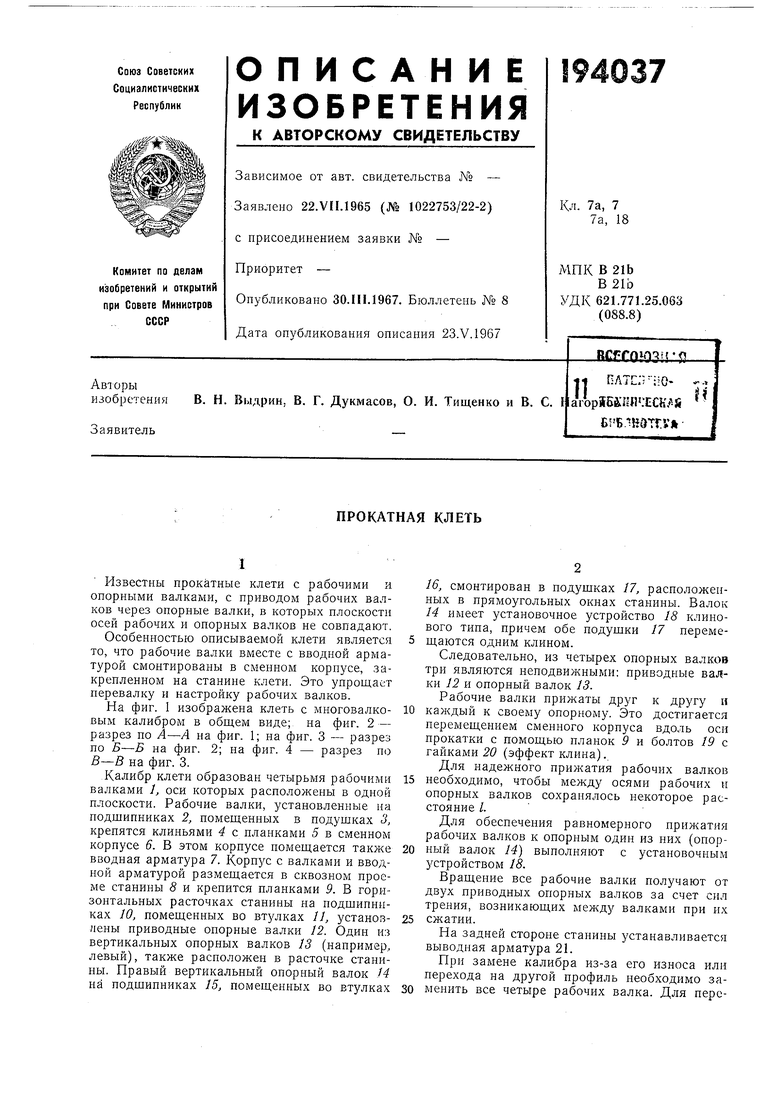

| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ТИПА «КВАРТО» | 1964 |
|
SU166640A1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Способ настройки прокаткой клети с четырехвалковым калибром и устройство для его осуществления | 1983 |
|
SU1139527A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Бесстанинная рабочая клеть прокатного стана | 1987 |
|
SU1500402A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| Прокатная клеть с многовалковымКАлибРОМ | 1979 |
|
SU804018A1 |
| Клеть стана холодной прокатки труб | 1977 |
|
SU716654A1 |
| Прокатная клеть | 1982 |
|
SU1126342A1 |