(54) КАССЕТА ДЛЯ ВЕРТИКАЛЬНОГО ВАЛКА УНИВЕРСАЛЬНОЙ КЛЕТИ
1
Изобретение относится к отрасли чар- ной и цветной металлургии, а более конкретно к прокатному производству и может быть использовано при производстве сложных фасонных профилей прокаткой в четы- рехвалковых калибрах.
В последние годы в СССР и за рубежом наблюдается повьпиенный интерес к прокатке сложных фасонных профилей в четырехвалковых (универсальных) калибрах. При этом явно ощущается отсутствие достаточно надежных конструкций универсальных клетей для прокатки средне- и м©пксх:ортных фасонных профилей.
Известна универсальная клеть прокат- ,j кого стана, содержащая станины.комппект горизонтальных валков и съемную касЪету в виде пустотелой коробчатой рамы с установленными в ней вертикальными валками, для регулировки зазора между которы-20 ми применено эксцентриковое нажимное устройство. Кассету с валками устанав- ливают и закрепляют на проводковых брусьях клети. В корпусе кассеты выполнены сквозные отверстия прямоугольной формы, в которые входят верхний и нижний горизонтальные валки, образуя совместно с неприводными вертикальными валками замкнутый четырехвалковый калибр f .
Недостатками известной кассеты прю- катной клети зявляются: отсутствие индивидуальной регулировки вертикальных валков по высоте ив горизонтальной плоскости в процессе прокатки; малая универсальность клети иэ-за постоянного межцентрового расстояния между вертикальными валками и изменения зазора между ними только в пределах эксцентриситета втулок валков; для замены вертикальных валков требуется полная разборка универсальной клети.
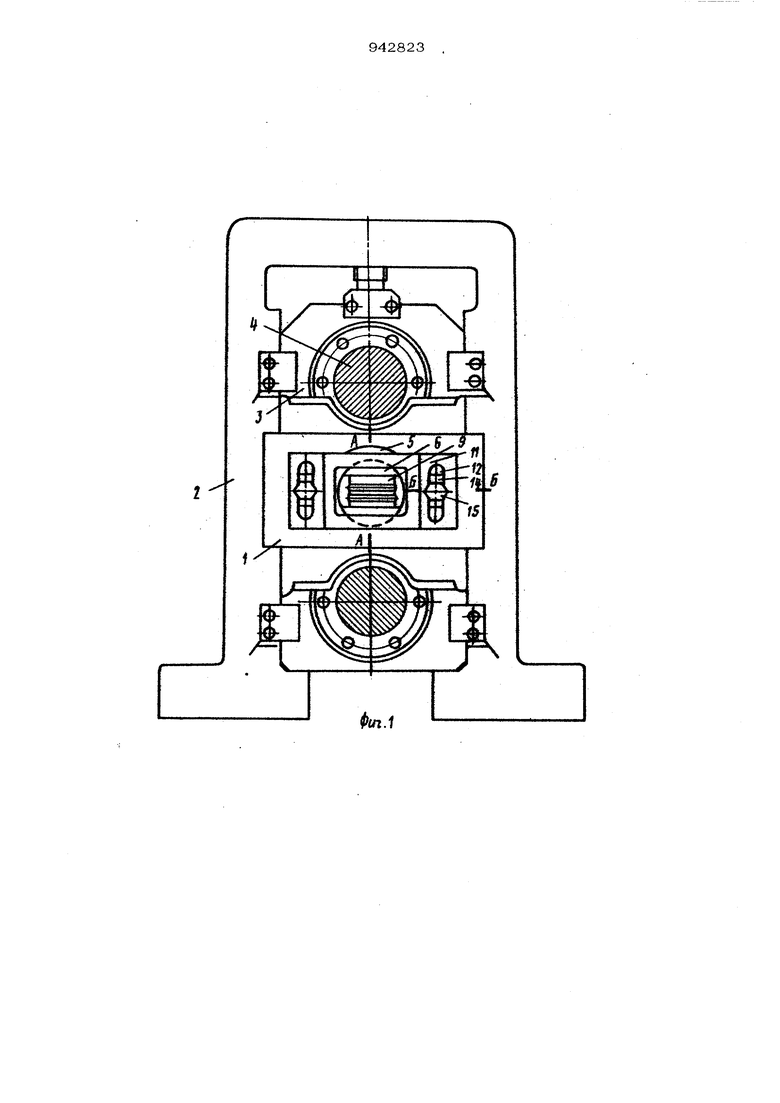
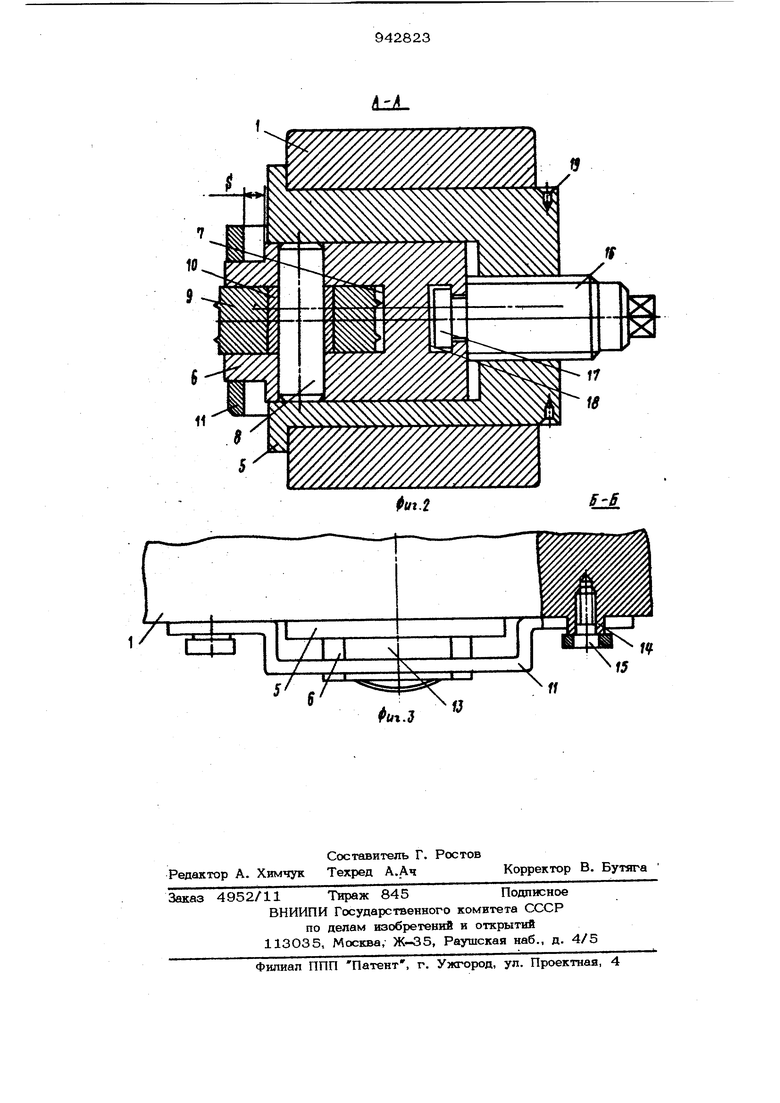
Наиболее близкой к предлагаемому кзобретению по технической сущности является кассета для вертикального валка универсальной клети, содержащая корпус, валок с обоймой, механизмы установки валка и кассеты. Требуемая настройка вертикального вапка по высоте осуществляется набором прокладок между корпусом и крышкой Г 2 3 . Недостатком известной кассеты является ступенчатая регулировка по высоте вертикального валка, а также возможнос регулировки только во время сборки касс ты, что не позволяет вести настройку фасонных четырехвалковых калибров в процессе прокатки. Цель изобретения - получение сложны фасонных профилей высокой точности путем регулировки вертикальных валков по высоте в процессе настройки калибра, а также повышения производительности за счет сокращения времени при настройке калибра. Поставленная цель достигается тем, что кассета для вертикального валка уни версальной клети, содержащая корпус, валок с обоймой, механизмы установки валка и кассеты, она снабжена эксцентри ковой втулкой, а корпус выполнен с направляющими выступами и центральным отверстием, в котором установлена экс1Кнтриковая втулка, при этом обойма вьшолнена в виде циливдра с л юками и установлена в эксцентриковой втулке, а, кроме того, кассета дополнительно обору дована фиксатором в виде рамки с центральным продольным вырезом, взаимодействующим с лысками обоймы и двумя боковыми параллельными пазами, перпендикулярными централь1ному вырезу. Изобретение поясняется чертежами, гд на фиг. 1 показана установка кассеты в клети; на фиг. 2 - кассета, разрез А-А на фиг. 1; на фиг. 3 - крепление рамки к корпусу кассеты, разрез Б-Б на фиг. 1. Кассета для вертикального валка универсальной клети состоит из корпуса 1, который закрепляется на станине 2 между подущками 3 горизонтальных валков 4 (фиг. 1). В отверстии корпуса 1 устанав ливается эксцентриковая втулка 5, в которой размещается цилтздрическая обойма 6 (фиг. 2). В прямоугольном пазу 7 обоймы 6 с помощью оси 8 монтируется вертикальный валок 9 с подщипником 10 (фиг. 2). От проворачивания обойма 6 вертикального валка 9 удерживается фиксатором 11, выполненным в виде рамки с двумя пара шельными пазами 12 и устанавливаемым на лыски 13 обоймы 6 (фиг. 1 и З). Фиксатор 11 может пере-55 мещаться в вертикальной плоскости по направл$пощим выступам 14 корпуса 1, в которые вкручены болты 15, удержи934 ваюшие фиксатор 11 на направляющих выступах 14 (фиг. 1 и 3). Перемещение в горизонтальной плоскости обоймы 6 с вертикальным валком 9 осуществляется с помощью нажимного винта 16, головка 17 которого устанавливается в пазу 18 Т-образной формы (фиг. 2). Перемещение вертикального валка по высоте производится путем вращения эксцентриковой втулки специальным ключом,вставпенным в отверстие 19 (фиг. 2). Кассету универсальной клети собирают следующим образом. Вертикальный валок 9 с подшипником 1О устанавливается в пазе 7 прямоугольной формы обоймы 6 и фиксируется осью 8. Головка 17 нажимного винта 16 вставляется в паз 18 Т-образной формы. Обой- ма 6 совместно с вертикальным валком 9 и нажимным винтом 16 вставляется в отверстие эксцентриковой втулки 5 и нажимной винт 16 вкручивается в резьбовое отверстие донной части эксцентриковой втулки 5. После установки обоймы 6 в эксцентриковую втулку 5, последняя монтируется в отверстие корпуса 1, который закрепляется на станине 2 рабочей клети между подущками 3 горизонтальных валков 4. Затем на специальные лыски 13 обоймы 6 и направляющие выступы 14 корпуса 1 навешивается фиксатор 11, который может свободно перемещаться вверх или вниз при вращении эксцентриковой втулки по направляющим выступам 14 и удерживаемый на корпусе 1 болтами 15. Кассета позволяет осуществлять плавную регулировку валка в горизонтальной и вертикальной плоскостях. Перемещение валка 9 в вертикальной плоскости производится путем вращения эксцентриковой втулки 5 в соответствующем направлении. От прсжорачивания вокруг оси обойму 6 удерживает фиксатор 11, который при вращении эксцентриковойВтулки 5 свободно перемещается по- направляющим выступам 14 в вертикальной плоскости. Перемещение обоймы 6 совместно с валками 9 вдоль горизонтальных валков производится нажимным винтом 16, на величину предела регулировки (фиг. 2). Кроме того, могут быть предусм.отрены другие виды использования и другие варианты выполнения. Преимущества кассеты для вертикального валка по сравнению с известной заключаются в следующем : возможна регулировка вертикальных валков по высоте в процессе прокатки; осуществляется плавная подача вертикальных вапков в радиальном направлении. Экономическую целесообразность пред лагаемого устройства, предназначенного для прокатки сложных средне- и мелкосортных фасонных профилей, можно сравнить с Четырехвалковой клетью Чел5 инского политехнического института, приме няемой на Ижевском металлургическом заводе, .обеспечивающей высокую точнос геометрических размеров профиля из-за апкчкя системы опорных вапков и установки рабочих валков с валковой арматурой в сменном корпусе. Четыре рабочих валка монтируются в кассете в замок. Размер калибра не регулируется и определяется точностью из отовления рабочих валков и погрешностями взаимного положения посадочных поверхностей замка. При получении сложных фасонных cnei профилей известная клеть имеет ряд недостатков: громоздкость конструкции клети за счет применения четырех опорных валков, требуется высокая точность изготовления посадочных поверхностей замка на рабочих валках, от которой зависит собственно настройка калибра; сложность регулировки рабочих валков в радиальном-направлении и отсутствие осе вой регулировки валков, что существенно усложняет настройку калибра во вргем прокатки. Простота предлагаемой конструкшш кассет для вертикальных валков с плавной регулировкой валков по высоте ив радиальном направлении позволяет создавать из обычных клетей дуо компактные четырехвалковые (универсальные) клети, пригодные для проката весьма сложных фасонных спецпрофилей с достаточной точ ностъю настройки четырехвалкового калибра. Применение таких кассет на средне- и мелкосортных станах для прокатки сложных фасонных спецпрофилей экономически более целесообразно по сравнению со сложной дорогостоящей конструкцией «№тырёхвалковой клети Челябинского 9 36 политехнического института. Использование кассет с вертикальными валками для создания четырехвалковых калибров на известных станах позволяет сократить число фасонных калибров на станах в 1,2 - 1,5 раза по сравнению с применением двухвалковых калибров и значительно расширить сортамент станов за счет прокатки сложных фасонных спецпрофилей. Сокращение числа фасонных калибров в 1,2 - 1,5 раза уменьшает себестоимость 1 т сортового проката на 3 - 5 руб. Применение предлагаемого изобретения только на мелкосортных станах для произвсдс-лва сложных фасонных спецпрофилей на металлургических заводах со средней годовой производительностью 50 тыс. тонн дает экономию 75О тыс. руб. Формула изобретения Кассета для вертикального валка универсальной клети, содержащая корпус, валок с обоймой, механизмы установки валка и кассеты, отличающаяс я тем, что, с целью получения сложных фасонных профилей высокой точности путем регулировки вертикальных валков по высоте в процессе настройки калибра, она снабжена эксцентриковой втулкой, а корпус вьшолнен с направляющими выступами и центральным отверстием, в котором установлена эксцентриковая втулка, при этом обойма выполнена в виде цилиндра с лысками и установлена в эксцентриковой втулке, а, кроме того, кассета дополнительно оборудована фиксатором в виде рамки с центральным продольным вырезом, взаимодействующим с лысками н двумя боковыми параллельными пазами, перпендикулярными центральному вырезу. Источники информации, принятые во внимание при экспертизе I 1. Авторское свидетельство СССР N9 437548, кл. В 21 В 39/16, 1972. 2. Авторское свидетельство СССР № 619230, кл. В 21 В 31/02, 1976. I .1 / /
s-s
Фи1.2 Ч («.J

| название | год | авторы | номер документа |
|---|---|---|---|
| Кассета вертикального валка универсальной клети | 1980 |
|
SU942822A1 |
| Кассета вертикального валка предварительно напряженной клети бесстанинного типа | 1981 |
|
SU956077A1 |
| Универсальная клеть прокатного стана | 1988 |
|
SU1674999A1 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
| КАССЕТА УНИВЕРСАЛЬНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ ДЛЯ ПРОКАТКИ ТРАМВАЙНЫХ РЕЛЬСОВ | 2009 |
|
RU2403108C2 |
| Кассета вертикальных валков универсальной клети | 1981 |
|
SU946701A1 |
| Кассета для неприводных валков клети с многовалковым калибром | 1983 |
|
SU1079319A1 |
| Кассета вертикального валка четырехвалковой клети | 1983 |
|
SU1117095A1 |
| Универсальная прокатная клеть для прокатки несимметричных фасонных профилей | 1981 |
|
SU969348A1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |