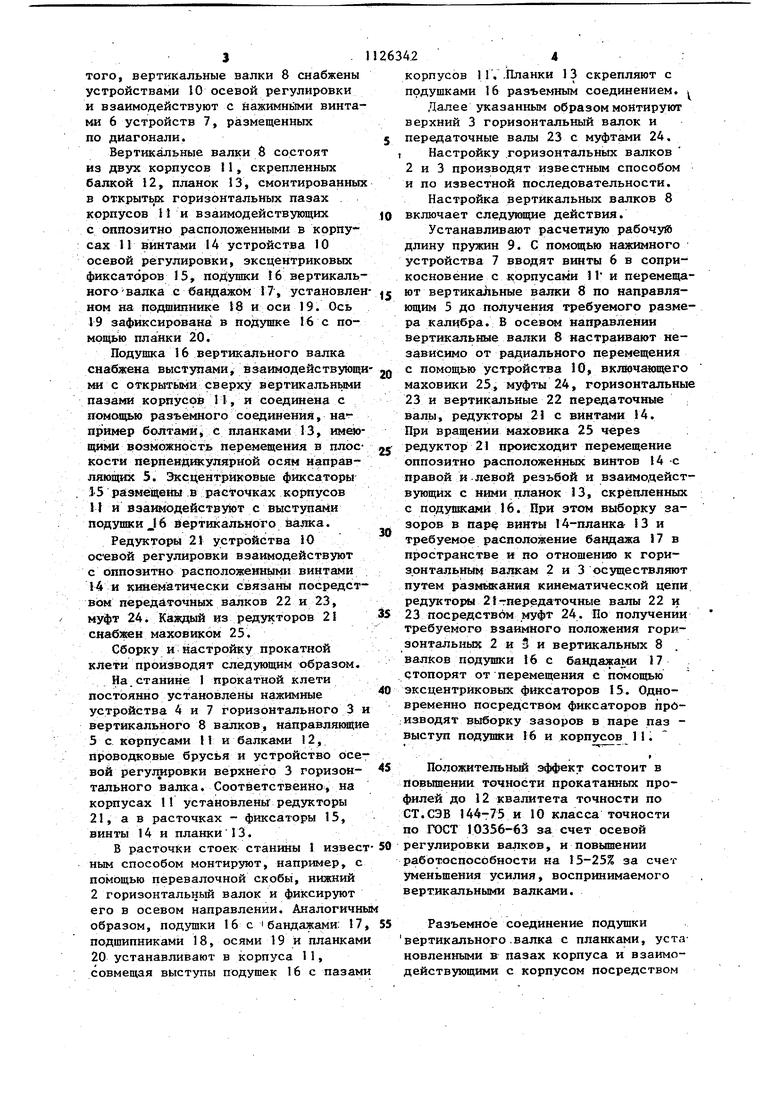
Изобретение относится к прокатно му производству в черной и цветной металлургии, а именно к конструкциям рабочих клетей. Известна универсальная прокатная клеть, включающая станину с установ ленными в ней приводными горизонтал ными и холостыми вертикальными валками, лежащими в одной плоскости и образующш и универсальный балочный калибр, верхнюю и нижннио обойны, установленные на подшипниках на шейках горизонтальных валков между их подушками и торцами бочек с возможностью перемещения соосно горизонтальным валкам и зафиксированные посредством гаек, причем обоймы связаны стержнями и в их расточках размещены оси вертикальных валков. Регулировку вертикальных валков, коьшенсацшо износа и переточек производят посредством резьбово соединения гаек с горизонтальными валками при их взаимодействии с тор цами обойм вертикальных валков l } Наиболее близкой к предлагаемой является универсальная прокатная клеить, содержащая станину с установ ленными в ней горизонтальными валка ми, направляющие, размещенные соосно горизонтальным валкам и жестко скре ленные со стойками станины, вертика ные валки с подушками, смонтирован ные на направляющих с возможностью перемещения вдоль их оси, и нажимные устройства. Налммное устройство вертикальных валков размещено в подуансе, а винты его взаимодействую своиьм торцами со стойкой станины И К недостаткам этой универсальной клети относятся невысокая точность прокатки и большие затраты времени на осевую настройку вертикальных валков. Подушки вертикальных валков смонт рованы на стяжках с возможностью перемещения вдоль их оси и усилие предварительного напряжения противо направлено усилию прокатки, в связи с чем компенсация погрешности изготовления, износа, переточек и установки вертикальных валков резко усложняется в сочетании с низкой точностью осевой настройки и сущест венным по величине усилием, воспринимаемым вертикальным валком. При каждой перевалке валков, в том числе вертикальных, происходит нарушение осевой настройки, связанное с демонтажом подушек на стяжках. Это приводит к большим затратам времени на рсеэую настройку вертикальных валков. Цель изобретения - повьш1ение точности прокатки за счет осевой регулировки валков, а также уменьшение времени на перевалку путем сохранения осевой настройки при перевалке. Поставленная цель достигается тем, что в прокатной клети, содержащей станину с установленными в ней горизонтальными валками, направляющие, размещенные соосно горизонтальным валкам и жестко скрепленные со стойками станины, вертикальные валки с подушками, смонтированные на направляющих с возможностью перемещения вдоль их оси, и нажимные устройства, подушки с вертикальными валками снабжены корпусами и установлены в них с возможностью перемещения в плоскости, перпендикулярной осям направляющих, посредством пары паз-выступ, а корпуса установлены на направляющих. Кроме того, кавдая подушка снабжена планкаьет, скрепленными разъемным соединением с подушкой, при этом планки смонтированы в открытых горизонтальных пазах, которыми снабжен корпус,и взаимодейстйздат с ним путем оппозитно расположенных винтов устройства осевой регулировки. На фиг. I изображена клеть, вид спереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2 по вертикальному валку. Прокатная клеть состоит из станины 1, в расточках которой установлены жестко нижний 2 и подвижно в радиальном и осевом направлениях верхний 3 горизонтальные рабочие валки, нажимного устройства 4 верхнего горизонтального валка 3, устройст ва осевой регулировки валка 3(не показано), проводковых брусьев (не показаны, двух направляющих 5, размещенных соосно горизонтальным валкам 2 и 3 и жестко скрепленных со стойками станины 1 и двух винтов 6 нажимного устройства 7 вертикальных валков 8. Вертикальные валки 8 смонтированы на направляющих 5 с возможностью перемещения вдоль их оси и уравновешены с помощью пружин 9, соосных направляющим 5. Кроме
того, вертикальные валки 8 снабжены устройствами 10 осевой регулировки и взаимодействуют с нажимнйми винтами 6 устройств 7, размещенных по диагонали.
Вертикальные валки 8 состоят из двух корпусов I1, скрепленных балкой 12f планок 13, смонтированных в открытьк горизонтальных пазах корпусов 11 и взаимодействующих с оппозитно расположенными в кррпу сах 1I винтами 14 устройства 10 осевой регулировки, эксцентриковых фиксаторов 15, пойушки б вертикальноговалка с бандажом 17, установле ном на пода11тнике 18 и оси 19. Ось 19зафиксирована в пойушке 16 с помощью планки 20. Подушка 16 вертикального валка снабжена выступами, взаимодействующ ми с открытьйи сверху вертнкальньми пазами корпусов 11 и соединена с помощью разъемного соединения, например болтами с планками 13, имоо щими возможность перемещения в плос кости перпендшсулярной осям направляющих 5. Эксцентриковые фиксаторы J5 размещены в расточках корпусов 1} и взаимодействуют с выступаьси подушен J 6 йертшсального валка. Редукторы 21 устройства 10 осевой регулировки взаимодействуют с оппозитно расположенными винтами 14 и кинематически связаны посредст вом передаточных валков 22 и 23, муфт 24. Каждый из редукторов 21 снабжен маховиком 25. Сборку и настройку прокатной кЛети производят следующим образом. Йа.станине 1 прокатной клети постоянно установлены нажимные устройства 4 и 7 горизонтального 3 вертикального 8 валков, направлякнци 5с корпусами И и балками 12, проводковые брусья и устройство бсе вой регулировки верхнего 3 горизонтального валка. Соответственно, на корпусах 1I установлены редукторы 21, а в расточках - фиксаторы 15, винты 14 и планки 13. В расточки стоек станины 1 извес ным способом монтируют, например, с помощью перевалочной скобы, нижний 2 горизонтальный валок и фиксируют его в осевом направлении. Аналогичн образом, подушки 16 с бандажами: 17 подшипниками 18, осями 19 и планкам 20устанавливают в корпуса 11, совмещая выступы подушек 16 с пазам
корпусов 11, -Планки 1 3 скрепляют с подушками 16 paзъe fflым соединением,
Далее указанным образом монтируют верхний 3 горизонтальный валок и передаточные валы 23 с муфтами 24. I Настройку горизонтальных валков 2 и 3 производят известным способом и по известной последовательности.
Настройка вертикальных валков 8 включает следующие действия.
Устанавливают расчетную рабочуй длину пружин 9. С помощью нажимного устройства 7 вводят винты 6 в соприкосновение с корпусами 11 и перемещают вертикальные валки 8 по направляющим 5 до получения требуемого размера калибра. В осевс направлении вертикальшле валки В настраивают независимо от радиального перемещения с помощью устройства 10, включающего маховики 25, муфты 24, горизонтальные 23 и вертикальные 22 передаточные валы, редукторы 21 с винтами 14. При вращении маховика 25 через : редуктор 21 происходит перемещение оппозитно расположенных винтов 14 -с правой и левой резьбой и взаимодействующих с ними планок 13, скрепленных с подушками 16. При этом выборку зазоров в пар винты 14-планка 13 и требуемое расположение бацдажа 17 в пространстве и по отношению к горизрнталь.ным валкам 2 и 3 осуществляют путем размьосания кинематической цепи редукторы 21тпередаточные валы 22 и 23 посредством муфт 24. По получении требуемого взаимного положения горизонтальных 2 и 3 и вертикальных 8 валков прдзшки 16 с бандажами 17 стопорят от перемещения с помощью эксцентриковых фиксаторов 15. Одновременно посредством фиксаторов производят выборку зазоров в паре паз выступ подувши 16 и корпусов 1. . f Положительнь эффект состоит в повышении точности прокатанных профилей до 12 квалитета точности по СТ.СЭВ 144-75 и 10 класса точности по ГОСТ 10356-63 за счет осевой регулировки валков, и повышении работоспособности на 15-25% за счет уменьшения усилия, воспринимаемого вертикальными валками. Разъемное соединение подушки вертикального.валка с планками, установленными в пазах корпуса и взаимодействующими с корпусом посредством
S11263Л26
оппозитно расположенных винтов, обес- счете повышение производительности печивает сохранение осевой настройки на 0,3-0,7% за счет сокращения врепри перевалке клети и в конечном мени настройки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Рабочая клеть прокатного стана | 1987 |
|
SU1433511A1 |
| Способ настройки прокаткой клети с четырехвалковым калибром и устройство для его осуществления | 1983 |
|
SU1139527A1 |
| Роликовая клеть | 1985 |
|
SU1258525A1 |
| Прокатная клеть с многовалковым калибром | 1982 |
|
SU1047555A1 |
| Рабочая клеть прокатного (роликового) стана | 1986 |
|
SU1357089A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |

1. ПРОКАТНАЯ КЛЕТЬ, содержащая станину с установленнь1ми в ней гор1:эонтальными валками, иаправляющие, размещенные соосно с горизонтальными валками и жестко скрепленные со стойками станины, вертикальные валки с подушками, смонтиро1Ваниые на направляощих с возможностью перемещения вдоль их оси, и нажимные устройства, о т л и ч а ю щ а яс я тем, что, с целью повышения точвости прокатки за счет осевой регулировки ваЛков,подушки с вертикальными валками снабжены корпусами и установлены в них с возможностью перемещения в плоскости, перпендикулярной осям направляющих, посредством пары паз - выступ, а корпуса установлены на направляющих. 2. Клеть по н. I, .0 т л и ч а ющ а я с я тем, что с целью уменьшения времени на перевалку путем сохранения осевой настройки при перевалке, каждая подушка снабжена планками, скрепленными разъемным соединением с подушкой, при этом планки смонтироважл в открытых горизонтальных пазах, которыми снабжен корпус, и взаимодействуют с ним путем оппозитно расположенных винтов устройства осевой регулировки.
.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ВСЕСОЮЗНАЯ1п1ТЕ11Т1Ш-1Шй-;с.т.г. | 0 |
|
SU376134A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 1978 |
|
SU810309A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
