Использование для волочения продольносварных труб самоустанавливающейся оправки с рабочей поверхностью, состоящей из цилиндрической и конической частей, известно.
При производстве таких труб на наружной и внутренней поверхностях трубы при сварке, предшествующей волочению, образуется грат. Наружный грат снимается с трубы на сварочном станке. Существующие способы удаления грата с внутренней поверхности трубы сложны и поэтому не применяются. При волочении таких труб на оправке внутренний грат снимается и остается на поверхности трубы в виде закатов. Все это снижает качество получаемых труб.
Если грат снять на трубосварочном стане с помощью гратоснимателей, то для того, чтобы предотвратить закатывание грата, остающегося в трубе при волочении на оправке, бухтовую трубу необходимо порезать на мерные длины и вытряхнуть из нее грат. Однако резка трубы приведет к снижению производительности процесса волочения.
Цель изобретения - создание оправки, внутреннего грата, исключением закатов сиятого грата и калибровкой труб по стенке и внутреннему диаметру.
цом сквозного отверстия, проходящего от торца цилиндрической части оправки к ее рабочей поверхности.
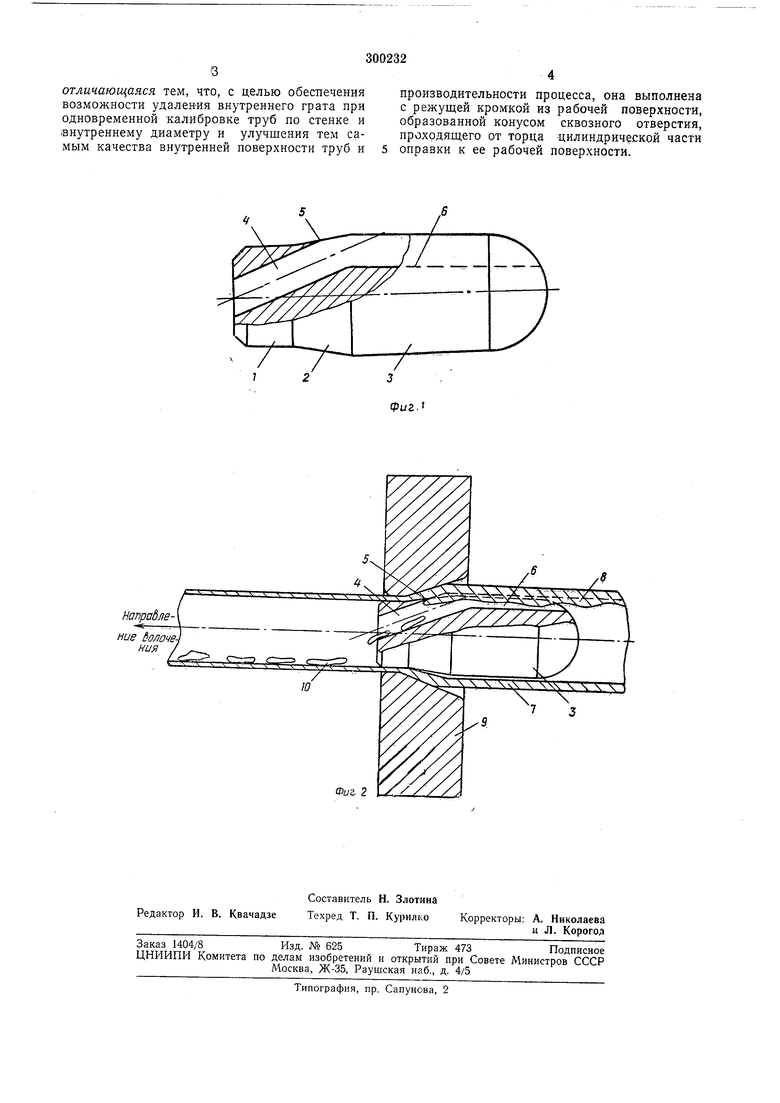
На фиг. 1 изобран ен вариант выполнения предлол ;енной оправки, общий вид; на фиг. 2- оправка при волочении.
Оправка имеет рабочую поверхность, состоящую из цилиндрической /, конической 2 часстей, и цилиндрическую часть 3.
Сквозное отверстие 4 образует в середине конической части 2 режущую кромку 5. На цилиндрической части 3 имеется продольный паз 6, переходящий на конусной части в сквозное отверстие.
Оправка подается в трубу 7 таким образом, что выступающий внутренний грат 8 входит в паз 6. Диаметр цилиндрической части 5 при этом на 0,2-0,5 мм меньше внутреннего диаметра протягиваемой трубы. При протяжке трубы через волоку 9 грат, направляемый пазом, поступает к режущей кромке 5. Срезанный грат 10 падает в наклонное отверстие и перемещается по нему в уже откалиброванную по внутреннему диаметру и стенке часть трубы.
Предмет изобретения, отличающаяся тем, что, с целью обеспечения возможности удаления внутреннего грата при одновременной калибровке труб по стенке и внутреннему диаметру и улучшения тем самым качества внутренней поверхности труб и5 производительности процесса, она выполнена с режущей кромкой из рабочей поверхности, образованной конусом сквозного отверстия, проходящего от торца Цилиндрической части оправки к ее рабочей поверхности.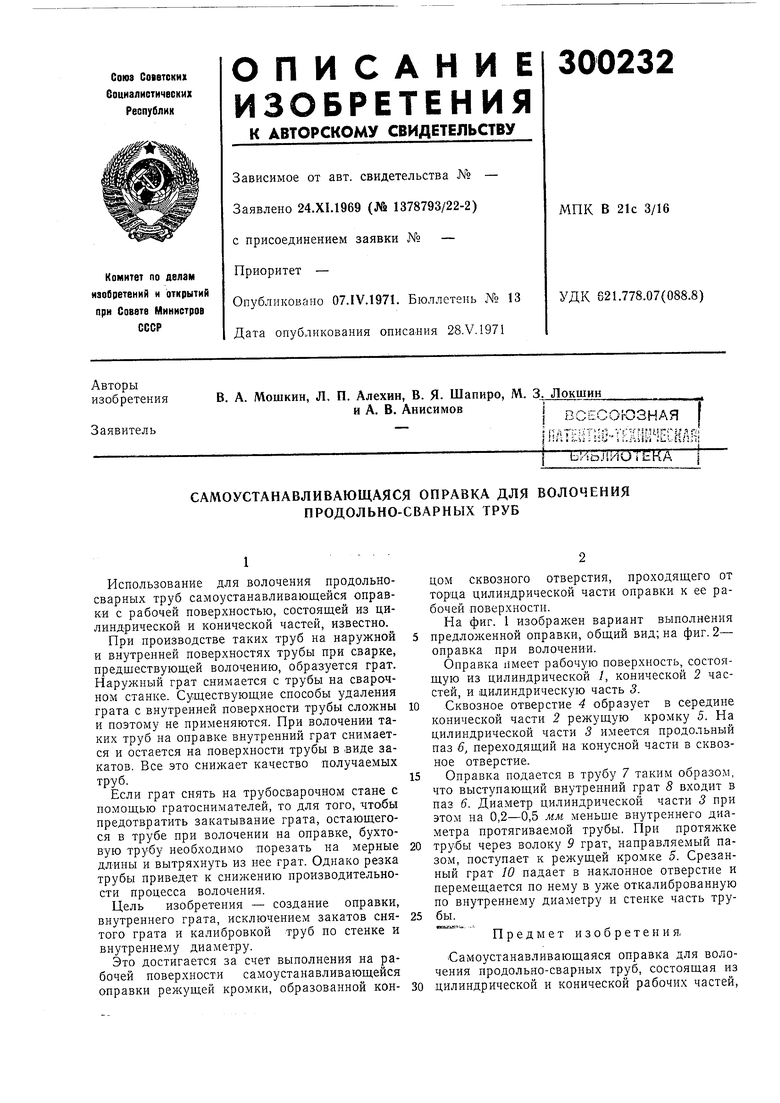
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ВОЛОЧЕНИЯ ТРУБ | 2000 |
|
RU2168381C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| Способ и устройство для волочения труб, преимущественно сварных, на плавающей оправке | 2022 |
|
RU2801171C1 |
| Устройство для удаления дефектного слоя с внутренних цилиндрических поверхностей | 1983 |
|
SU1114488A1 |
| АЛМАЗНОЕ ДОЛОТО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЗЦОВ | 2013 |
|
RU2536901C2 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ГРАТА СО СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 1973 |
|
SU373050A1 |
| Устройство для удаления внутреннего грата в трубах | 1979 |
|
SU980966A2 |
| Способ производства электросварных труб на непрерывных станах | 1983 |
|
SU1136864A1 |
| Устройство для резки труб | 1988 |
|
SU1590221A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
/ /
2
Напрадление долочения
