Известно устройство для обжатия заготовок, содержащее несколько подвижных в направлении к центру заготовки бойков, установленных в корпусе и образующих своими рабочими плоскостями замкнутый контур. Однако это устройство не обеспечивает всестороннего обжатия заготовки.
Для устранения указанного недостатка предлагаемое устройство снабжено дополнительным бойком, смонтированным в корпусе с возможностью перемещения в направлении, перпендикулярном плоскости перемещения упомянутых бойков, и образующим при взаимодействии с ними замкнутый объем, который служит для размещения в нем деформируемой заготовки и уменьщается при сближении бойков.
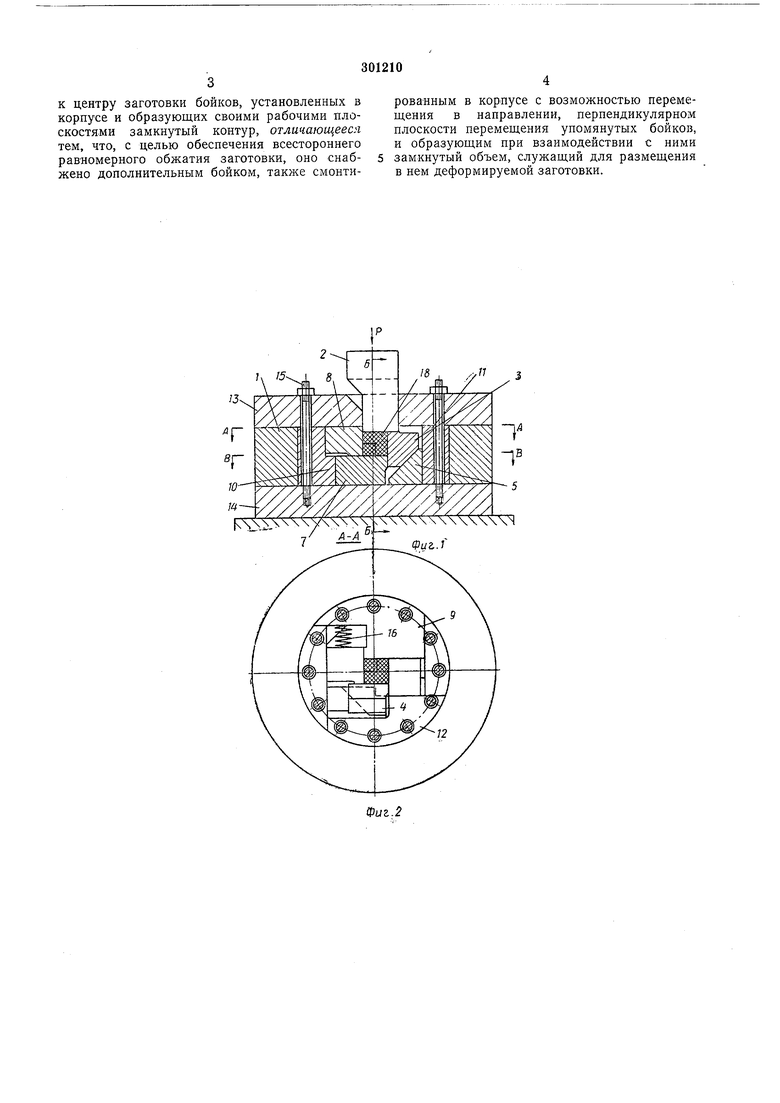
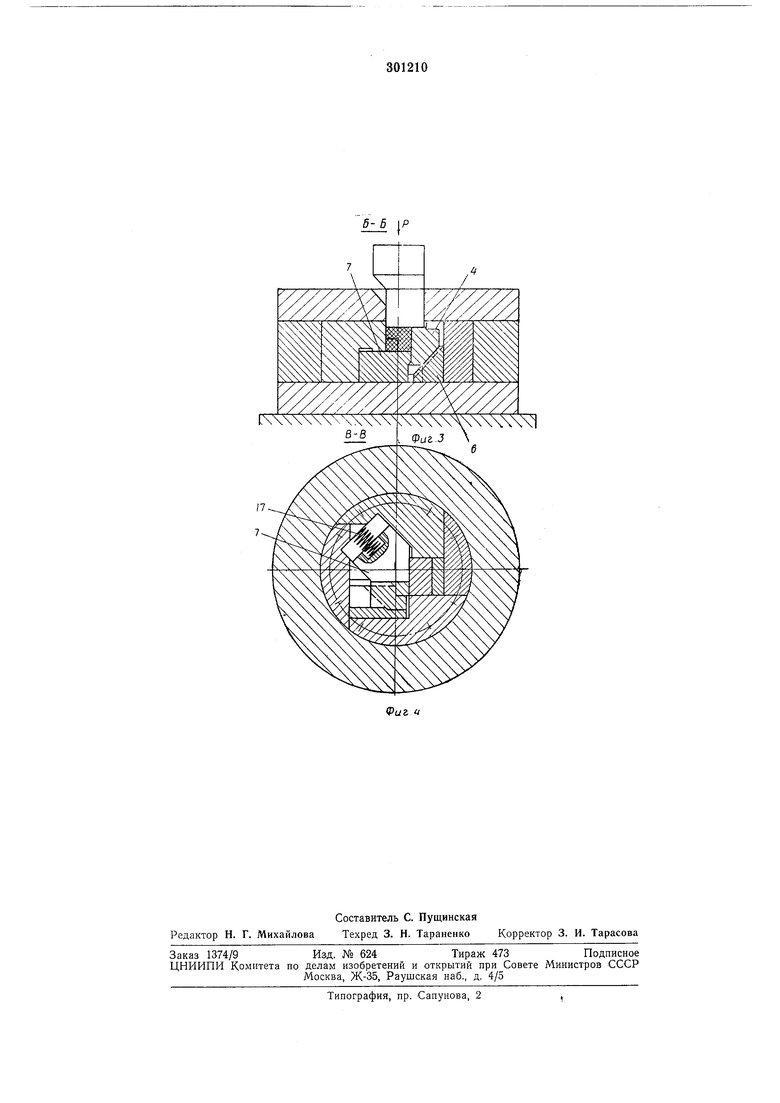
На фиг. 1 показано описываемое устройство в вертикальном разрезе; на фиг. 2-4 - разрезы по А-А, Б-Б и В-В на фиг. 1.
Устройство содержит корпус, выполненный в виде толстостенного кольца 1, верхнего приводного бойка 2 и боковых бойков , скользящих по наклонным плоскостям деталей 5 и 6 и приводящих в движение нижний 7 и боковой 8 бойки. Вставка 9 служит в качестве неподвижного бойка, а вставки 10-12 поддерживают соответствующие бойки, распределяя усилие от них на внутреннюю поверхность кольцевого корпуса. Сверху и снизу корпуса установлены плиты 13 и 14, которые стягиваются щпильками 15. Для возвращения деталей устройства в исходное положение служат пружины 16 и 17. На детали 6 и на бойке 4 выполнен наклонный выступ, служащий для возвращения этого бойка в исходное положение.
При поднятом бойке 2, закрепленном к верхней плите пресса, заготовка 18 помещается в полость между бойками. В случае обжатия порощков материал засыпается без уплотнения. Абразивный материал может быть помещен в тонкостенный корпус из фторопласта. При опускании верхней плиты пресса
боек 2 соприкасается с заготовкой и с верхними поверхностями бойков 3 и 4, перемещая их к центру заготовки по наклонным поверхностям деталей 5 и 6. Кроме того, дополнительный боек 4 смещается в сторону под
действием бойка 3. Боек 4 сдвигает боек 8, сжимая пружину 16. Одновременно бойки 5 и 4 сдвигают по направлению от центра боек 7, сжимая пружину 17. Таким образом, в результате взаимных перемещений бойков полость с помещенным в нее образцом уменьщается в объеме.
к центру заготовки бойков, установленных в корпусе и образующих своими рабочими плоскостями замкнутый контур, отличающееся тем, что, с целью обеспечения всестороннего равномерного обжатия заготовки, оно снабжено дополнительным бойком, также смонтированным в корпусе с возможностью перемещения в направлении, перпендикулярном плоскости перемещения упомянутых бойков, и образующим при взаимодействии с ними замкнутый объем, служащий для размещения в нем деформируемой заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для всестороннего обжатия | 1986 |
|
SU1428521A1 |
| Штамп для радиальной штамповки | 1977 |
|
SU659270A1 |
| Устройство для исследования процесса кузнечной протяжки | 1978 |
|
SU715923A1 |
| Устройство для обжатия материалов сверхвысоким давлением | 1972 |
|
SU481360A1 |
| Устройство для объемной гидростатическойшТАМпОВКи | 1973 |
|
SU806202A1 |
| Блок бойков для протяжки | 1978 |
|
SU829295A1 |
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО | 1991 |
|
RU2018404C1 |
| Устройство для формовки четырехугольных профилей | 1979 |
|
SU854541A1 |
| СПОСОБ КОВКИ КРУПНЫХ поковок | 1969 |
|
SU252826A1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью и штамп для его осуществления | 1985 |
|
SU1416257A1 |
/3
Y V / А-А
