Изобретение относится к обработке металлов давлением, а именно IK области «овки крупных поковок.
Известен способ ковки крупных паковок, при котором поверхность нагретого слитка подстужИ|Вают, затем биллетируют и обжимают 1ПО всей длине плоскими бойками для получения лысок. При этом аижяий боек полностью перекрывает :контур подстужениой оболочки слит1ка, вызывая ее деформацию, что приводит к иедостаточной проработке осевой зоны слитка и неравномерной проработке ее 1ПО всей длине.
По-предложенному способу :подстужива«ие осуществляют одновременно с биллетированием, а производят со стороны расположения лысак .бойками, не пе|рекрывающими их ширины, что увеличивает скорость подстуживания и обеспечивает равномерную проработку осевой зоны слитка.
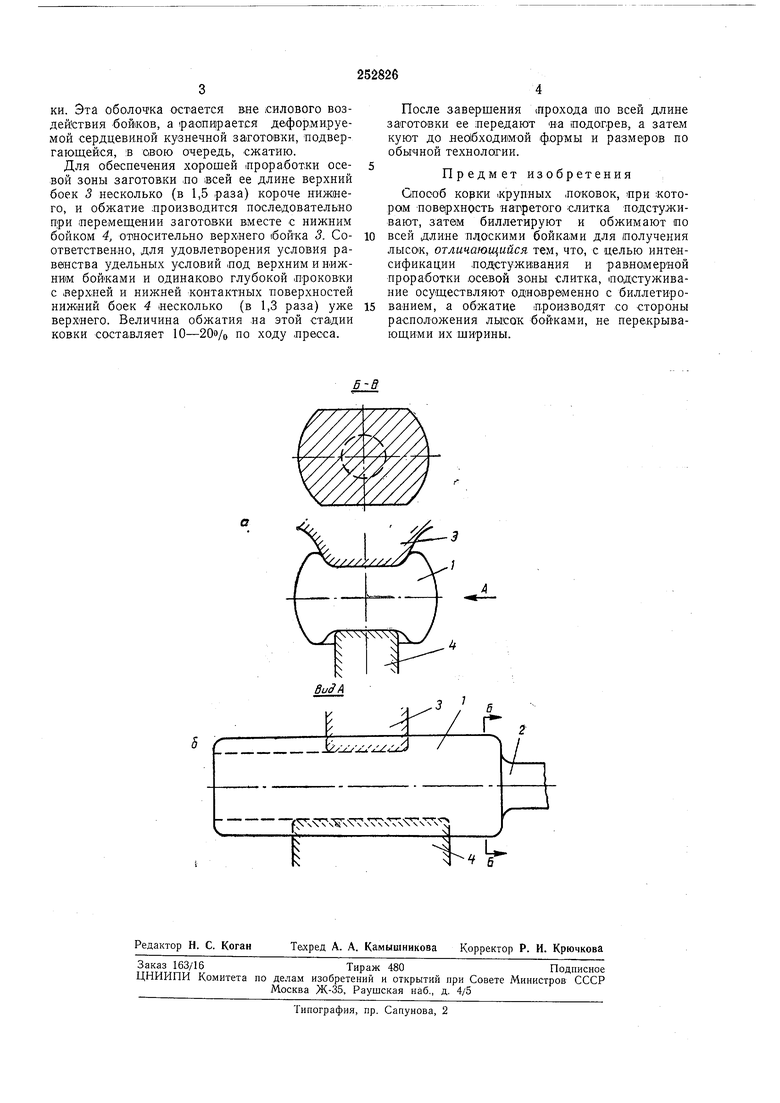
На чертеже дано схематичное изображение инструмента и подстуженной поверхности заготовки в процессе .
После выдачи слитка I из нагревательной печи (Производится закатка цапфы под патрон противовеса 2, биллетирование и предварительная проковка слитка в комбинированных бойках ца круг с уковом 1,3-1,5. В процессе этих заготовительных операций коВКИ происходит освобождение слитка -от толстого слоя
печной окалины, что вызывает более интенсивное охлаждение шоверхности слитка: Кроме того, ускоренному охлаждению слитка способствует контакт е-го с холодными бойками в процессе заготовительных операций ковки. При этам, од;нако, происходит не только ускоренное охлаждение поверхностных слоев слитка, но и создание большего (по сравнению с обычным охлаждением на воздухе) перепада температур по сечению биллета. После упомянутых операций в комбинированных бойках по всей длине биллета выполняются лыоки проходом плоскими бойками со степенью деформации по высоте «а 10-15о/о; температура на поверхности слитка снижается до 800°С.
Подготовленная кузнечная заготовка обжимается :без кантовок ло всей длине вплоть до цапфы под патрон противовеса бойками с плоской рабочей поверхностью - верхним 3 и нижним 4. Ширина бойков, о(риентированных параллельно оси слитка, меньше ширины лыски на заготовке на толшину охлажденного с поверхности слоя металла. При обжатии такими бойками усилие пресса передается в основном на сердцевинную часть кузнечной заготовки, температура которой выше по сравеению с наружным охлажденным с поверхности слоем металла, выполняющим, таким образом, роль менее податливой оболочки. Эта оболочка остается вне силового воздействия бойков, а раопи1рается деформируемой сердцевиной кузиечной заготовки, подвергающейся, :в овою очередь, сжатию.
Для обеспечения хорошей лроработки осевой зоны заготовки .по |Всей ее длине верхний боек 3 несколько (в 1,5 раза) короче нижнего, и обжатие лроизводится последовательно при перемещении заготовки вместе с нижним бойком 4, относительно верхнего (бойка 3. Соответственно, для удовлетворения условия равенства удельных условий лод верхним и нижним бойками и одинаково глубокой лроковки с верхней и нижней контактных поверхностей нижний боек 4 несколько (в 1,3 раза) уже верхнего. Величина обжатия на этой стадии ковки составляет 10-20о/о по ходу пресса.
После завершения лрохода по всей длине заготовки ее передают на иодогрев, а затем куют до нео1бходи1мой ф,ормы и размеров по обычной технологии.
Предмет изобретения
Способ корки 1крупных локовок, при «отором noBeipxHOCTb нагретого -слитка подстуживают, затем биллетируют и обжимают по всей длине плоскими бойками для получения ЛЫС01К, отличающийся тем, что, с целью интенсификации подстужЕвания и равномерной проработки осевой зоны слитка, подстуживание осуществляют одновременно с биллетированием, а обжатие производят со стороны расположения лысок бойками, не перекрывающими их ширины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки крупных поковок | 1979 |
|
SU804151A1 |
| СПОСОБ КОВКИ КРУПНОГО СЛИТКА | 1969 |
|
SU244847A1 |
| Способ ковки крупных поковок | 1971 |
|
SU499020A1 |
| Способ изготовления поковок типа валов | 1982 |
|
SU1165521A1 |
| Способ ковки крупных слитков | 1981 |
|
SU988435A1 |
| Способ ковки слитков и устройство для его осуществления | 1985 |
|
SU1303238A1 |
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
| Способ ковки поковок типа дисков | 1989 |
|
SU1710176A1 |
| СПОСОБ НАГРЕВА СЛИТКОВ ДЛЯ КОВКИ | 1971 |
|
SU295597A1 |
| СПОСОБ КОВКИ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2006327C1 |
