Известны устройства, обеспечивающие отвод резца от обработанной поверхности (отскок) в конце рабочего хода, которые снабжены поворотной резцедержавкой, предварительно налаживаемой на размер.
Предлагаемое описываемое устройство позволяет осупдествлять наладку резца на размер на станке, для чего снабжено кулачком регулирования с храповым механизмом, контактирующим с промежуточным рычагом, опирающимся на кулачок отскока, расположенный в корпусе и поворачиваемый тягой.
Выполнение устройства таким образом повышает точность обработки.
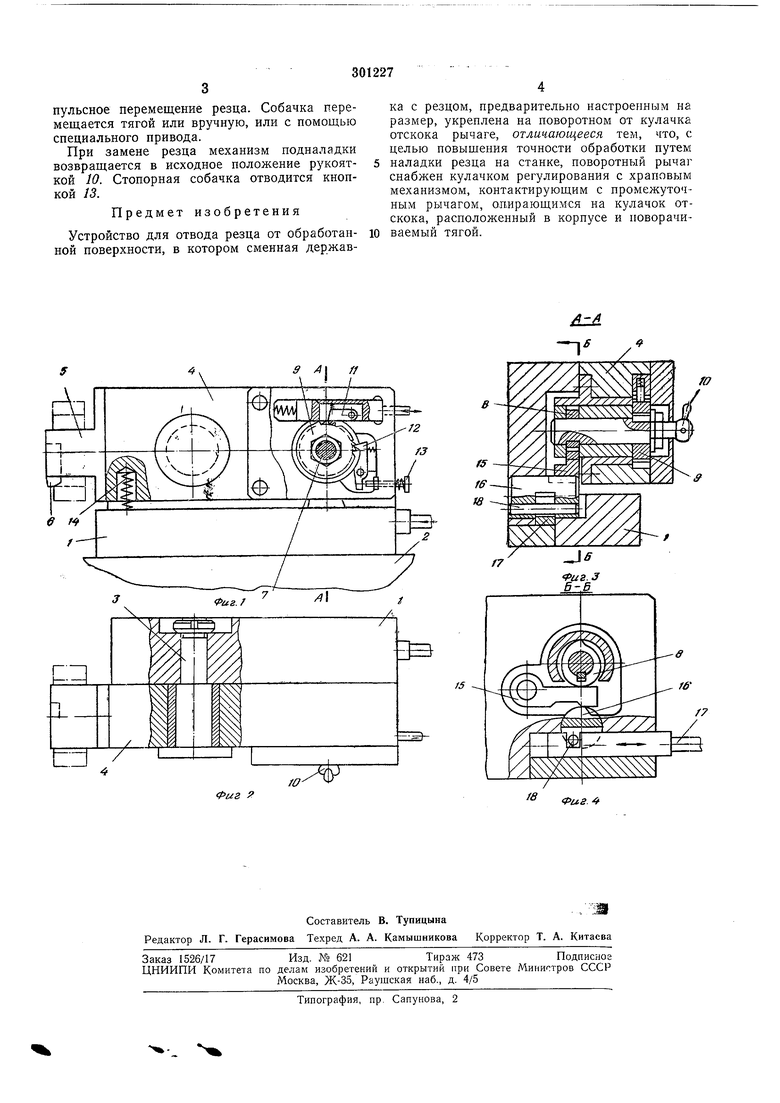
На фиг. 1 представлен общий вид устройства; на фиг. 2 - вид устройства в плане; на фиг. 3-разрез А-А на фиг. 1; на фиг. 4- разрез Б - Б фиг. 3.
Корпус / устройства располагается на суппорте 2 станка. В корпусе на оси 3 закреплен поворотный рычаг 4, к переднему концу которого крепится сменная державка 5 с резцом 6. На противоположном конце рычага 4 на оси 7 располагаются кулачок регулирования 8, хра,по1В:Ик 9 с рукояткой JO. На рычаге крепятся также рабочая 11 .и стопорная 12 собачки, а также подпружиненная кнопка 13. В лередней части рычага в отверстии размещается пружина 14.
промежуточный рычаг 15, а в отверстии корпуса- кулачок отскока 16, имеющий прорезь, в которую входит своим концом тяга 17. На конце тяги имеется паз под щтифт 18, запрессованный в кулачок отскока.
Устройство работает следующим образом. При рабочем ходе суппорта поворотный рычаг 4 под действием усилий резания и пружины 14 через кулачок регулирования S и
промежуточный рычаг 15 поджимается к кулачку отскока 16. Выступ рычага при этом лежит на цилиндрической поверхности кулачка отскока. Для отвода резца от обработанной поверхности в конце рабочего хода суппорта тяга 17 затор.маживается упором и выступ промежуточного рычага 15 при повороте кулачка отскока 16 попадает во впадину кулачка. Промежуточный рычаг 15 при этом опускается
вниз, а передний конец поворотного рычага 4 поднимается вверх и резец отводится от обработанной поверхности. При возврате суппорта в крайнее заднее положение тяга перемещается вперед и поворачивает кулачок отскока, возвращая рычаги /5 и 4 в исходное положение. Для наладки резца на станке храповик и связанный с ним кулачок регулирования 8 поворачиваются с помощью рабочей собачки //. При этом рычаг 4 поворачиваетпульсное перемещение резца. Собачка перемещается тягой или вручную, или с помощью специального привода.
При замене резца механизм подналадки возвращается в исходное положение рукояткой 10. Стопорная собачка отводится кнопкой 13.
Предмет изобретения
Устройство для отвода резца от обработанной поверхности, в котором сменная державка с резцом, предварительно настроенным на размер, укреплена на поворотном от кулачка отскока рычаге, отличающееся тем, что, с целью повышения точности обработки путем наладки резца на станке, поворотный рычаг снабжен кулачком регулирования с храповым механизмом, контактирующим с промежуточным рычагом, оллрающимся на кулачок отскока, расположенный в корпусе и поворачиваемый тягой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Г. М. РЫБКИН и В. Т. ЧиликовВсесоюзный научно-исследовательский инструментальный институт | 1970 |
|
SU282010A1 |
| Револьверная головка | 1974 |
|
SU531661A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Суппорт резьботокарного полуавтомата | 1974 |
|
SU584976A1 |
| Суппорт токарно-револьверного станка | 1973 |
|
SU503641A1 |
| УСТРОЙСТВО для ОБЕСПЕЧЕНИЯ ОТСКОКА РЕЗЦОВ ОТ ОБРАБОТАННОЙ ПОВЕРХНОСТН | 1969 |
|
SU232710A1 |
| ЯАТГ.-Т-.Т ТЕХ№ ;:i-,^БИБЛИОТГКЛ | 1966 |
|
SU188912A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| ДОЛБЕЖНОЕ УСТРОЙСТВО | 1973 |
|
SU373097A1 |
| Устройство для маркировки бирок для электрожгутов | 1969 |
|
SU515164A1 |
9 А //
