Известны устройства для отскока резцов от обработанной поверхности.
Предложенное устройство позволяет осуществлять двусторонний отскок резцов от обработанной поверхности деталей типа шестерен при подрезке торцев.
С этой целью сменная резцедержавка, настраиваемая вне станка на необходимый размер, выполнена поворотной и устанавлена на валу с укреиленным на нем кулачком, взаимодействующим с клиновыми поверхностями штока силового цилиндра.
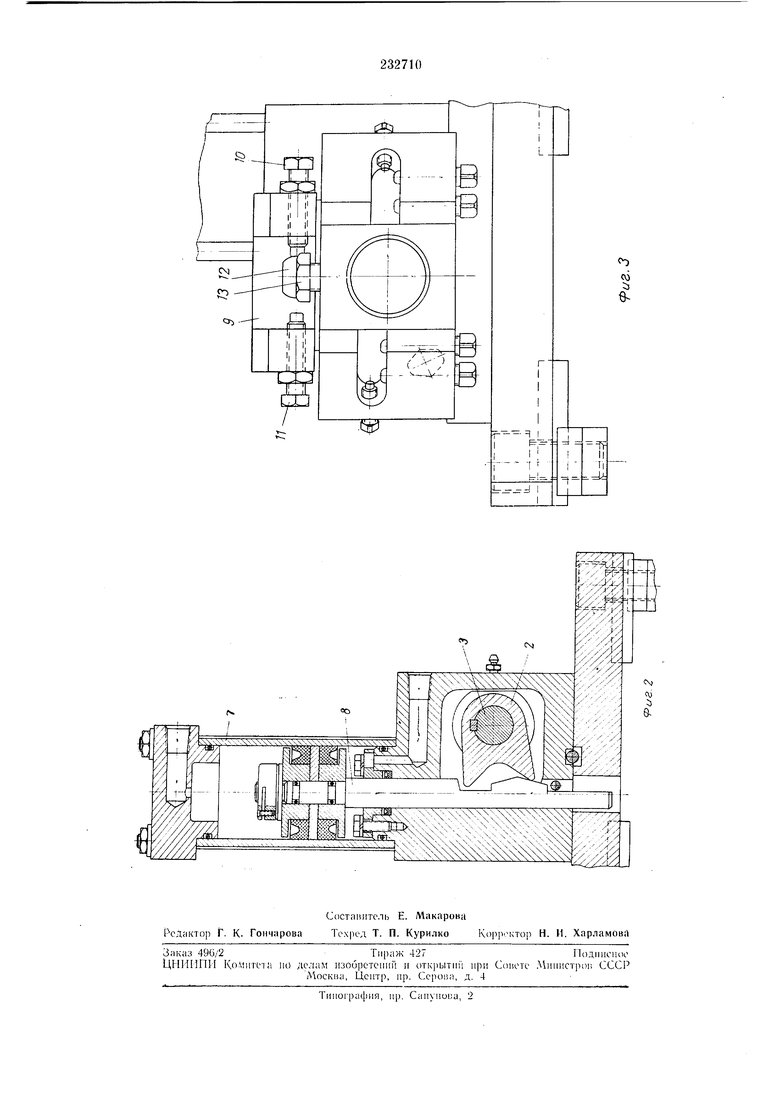
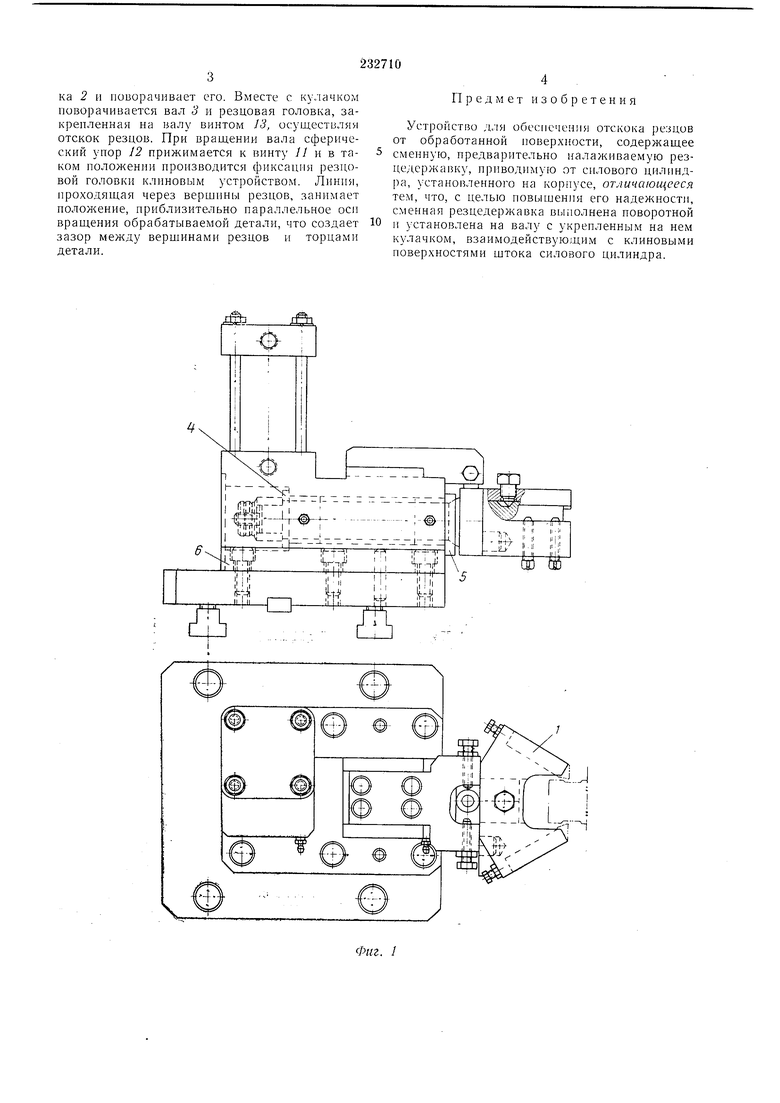
На фиг. 1 представлен общий вид и вид в плане ог1ИС1)1ваемого устройства; на фиг. 2 - его поперечный разрез; на фиг. 3 - вид на устройство со стороны резцовой державкп.
Резцовая головка / устройства и кулачок 2 закреплены на одном валу 3, )становленном в бронзовых втулках 4 и 5, заирессованнглх в кориусе 6 державки. На кориусе 6 установлен силовой цилиндр 7, шток 8 которого с кулачком 2 выполняет роль клинового зажима.
Для предотвращения произвольного вращения резцовой головки / во время движения штока 8 в конструкции устройства предусмотрена пружина, связывающая подвижной кулачок 2 с неподвижным корпусом 6. Для установки резцовой головки в рабочее иоложение устройство снабжено упорной планкой 9 с винтом 10, винтом и, регулирующим угол поворота резцовой головки в конце рабочего хода при отводе резцов от торцев детали, а также сферическим упором 12 и BHHTONr 13 крепления резцовой головки на валу 3.
Устройство работает следующим образом.
При установке резцовой головки в рабочее иоложение иодается воздух в верхнюю полость иневмоцилиндра, в результате чего иоршень двигается вниз. При движенил поршня шток 8, касаясь нижнпм скосом нижней лайки кулачка 2, вращает через вал 3 резцовую головку /, в которой крепятся резцы для подрезки торцев детали.
При врап1,ении резцовой головки сферический упор J2, запрессованный в вал 3, прпжпмается к впнту 10 и в таком положенип производптся фиксация резцовой головки клиновым, устройством, состояии1м из кулачка 2 и И1тока 8. Клпно1юе устройство резко увеличивает усилие. ирпл имаюи1,ее сферический упор 12 к винту 10. При этом линия, проходяии1Я через вершины резцов, займет положение, непа)аллельное оси обрабатываемой детали (резцы смещены по высоте относительно оси детали, причем один из них располагается ниже оси детали, а другой - выше).
В конце рабочего хода для отвода резцов от торцев обрабатываемо дотал воздух иодается в полость Ииевмоцилиндра. Пр дв Жении 0ршня вверх шток верхним скосом надавливает на верхнюю кулачка 2 и поворачивает его. Вместе с кулачком поворачивается вал 3 и резцовая головка, закрепленная на валу винтом 13, осуществляя отскок резцов. При вращении вала сферический упор 12 прижимается к винту // и в таком положении производится фиксация резцовой головки клиновым устройством. Линия, проходящая через верщины резцов, занимает иоложение, приблизительно параллельное осп вращения обрабатываемой детали, что создает зазор между вершинами резцов и торцами детали.
Предмет изобретения
Устройство д.ля обеспечения отскока резцов от обработанной поверхности, содержащее сменную, предварительно налаживаемую резцедержавку, прпводпмую от сплового цилиндра, установленного на корпусе, отличающееся тем, что, с целью повышения его надежности, сменная резцедержавка выполнена поворотной ц установлена на валу с укрепленным на нем кулачком, взаимодействующим с клиновыми поверхностями штока силового цилиндра.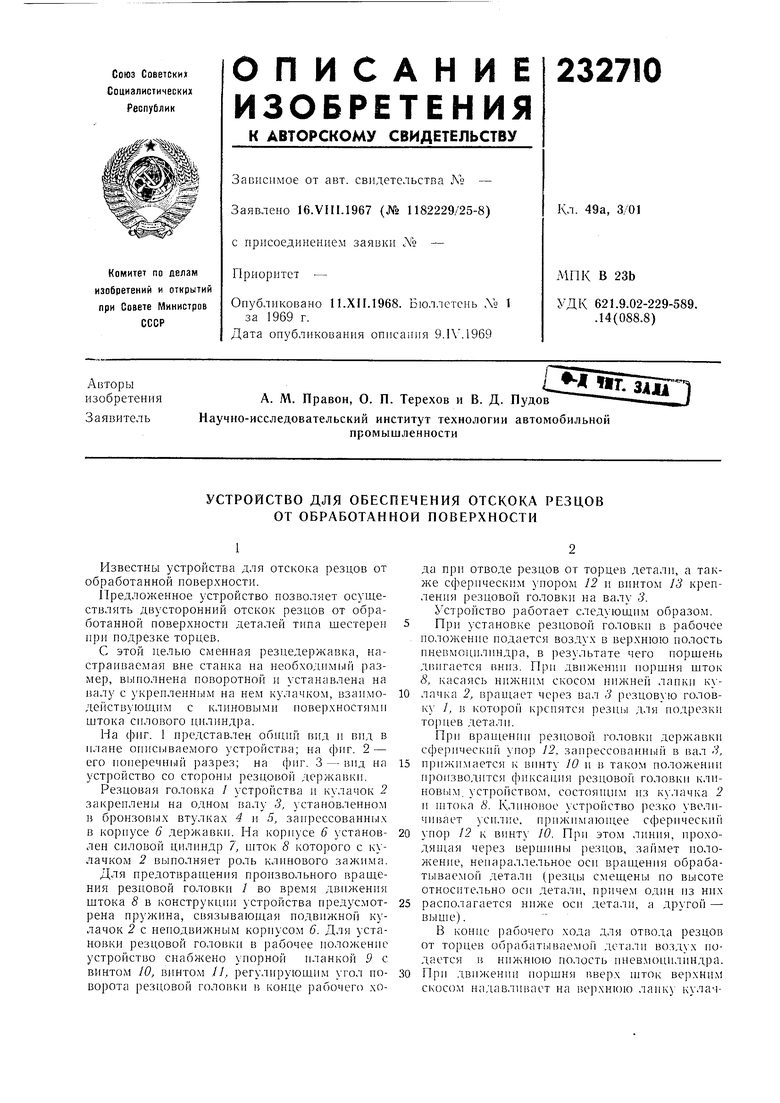
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ПОДРЕЗКИ БАЗОВЫХ ТОРЦОВ ЗАГОТОВОК ЗУБЧАТЫХ КОЛЕС | 1966 |
|
SU224987A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ПОДНАЛАДКИ И ОТСКОКА РЕЗЦОВ | 1972 |
|
SU424667A1 |
| Устройство для автоматической подналадки резца | 1980 |
|
SU929344A1 |
| Загрузочное устройство | 1984 |
|
SU1202794A1 |
| Устройство для отвода резца от обрабо-ТАННОй пОВЕРХНОСТи | 1979 |
|
SU850313A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Устройство к токарному станку для снятия фасок | 1982 |
|
SU1069958A1 |
| РАСТОЧНАЯ ГОЛОВКА | 2003 |
|
RU2236328C1 |
| Резцовая головка для расточкии пОдРЕзКи | 1979 |
|
SU795736A1 |
| Устройство для расточки и подрезки торца | 1983 |
|
SU1110550A2 |