Известно устройство для припрессовывания подошвы из эластичного пористого материала к верху обуви, содержащее подошвенный нуансон, установленный на штоке, привод пуансона, пресс-форму, состояш,ую из колодки и разъемной боковой рамки.
В предлагаемом устройстве, с целью упрощения конструкции, привод пуансона выполнеи в виде двух соосно расположенных гидроцилиндров, разделенных между собой перегородкой. На щтоке пуансона имеется ограничитель, а порщни посредством двух коаксиально расположенных гильз, установлены с возможностью перемещения относительно штока. Внутренняя гильза верхней торцовой частью взаимодействует с ограничителем, а на нижнем конце внешней гильзы установлены приспособление для выключения подачи материала подошвы и гайка регулирования хода поршня.
Приспособление для выключения подач материала подошвы может быть выполнено в виде кронштейна, на котором установлены электроконтакт и взаимодействующий с ним подпружиненный рычаг, несущий установочный винт.
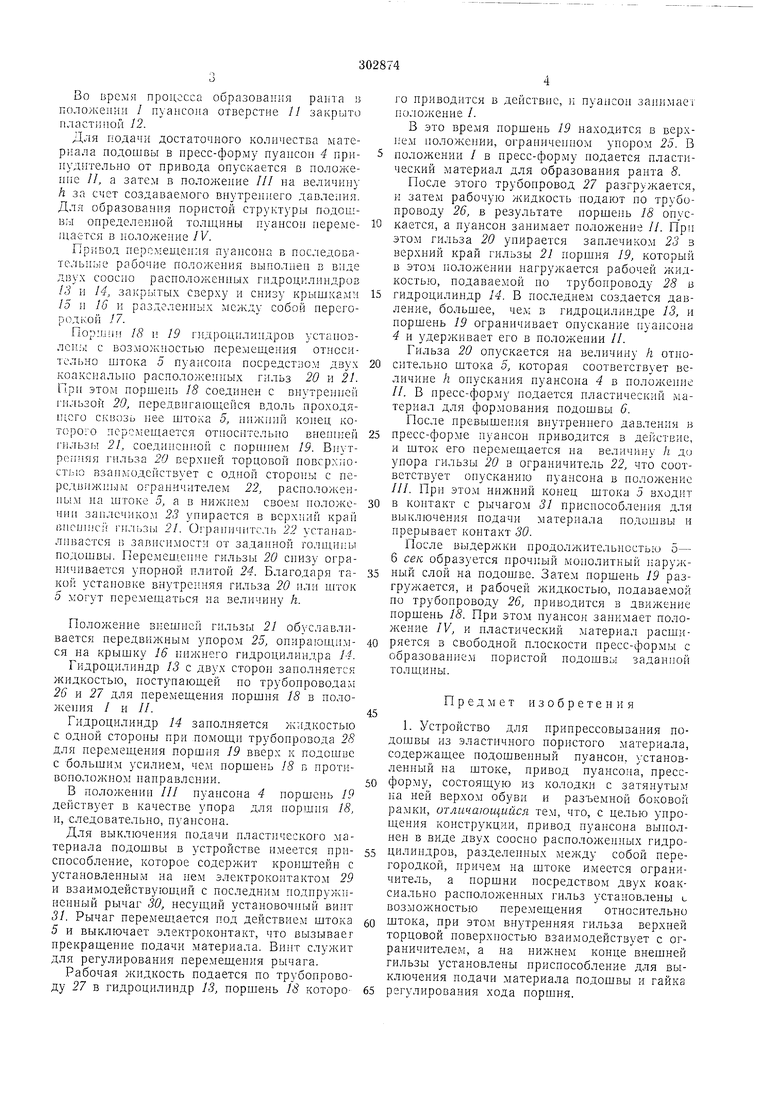
ный разрез в вертикальной плоскости; на фиг. 3 - то же, в рабочем положении.
Устройство содержит пресс-форму, имеющую колодку 1 для затяжки на ней верха обуви 2 и разъемную боковую рамку 3, и подошвенный пуансон 4, установленный на штоке 5 и перемещаемый в вертикальном направлении от привода.
Подошва 6 формуется в пресс-форме из эластичного пористого материала под давлением путем подачи материала в пресс-форму в смеси с порообразователем и припрессовывается к стельке 7. В варианте предлагаемого исполнения устройства пористая подошва окружена плотным монолитным слоем и, кроме того, вокруг торца подошвы формуется рант 8 также из монолптного пластического материала. Образование пористой подошвы производится благодаря ступенчатому перемещению
пуансона в соответствии с рабочим процессом, занимающего последовательно позиции / - /V.
Для подачи материала, создающего рант 8, в пресс-форме предусмотрен канал 9, расположенный по периферии боковой рамки 3.
Материал для образования подошвы подается по каналу в боковой рамке (на чертеже не показано), а также по дополнительному каналу 10, отверстие 11 ответвления котоВо 1фемя процесса образования ранта 1з положспни / пуансона отверстие // закрыто пластиной 12.
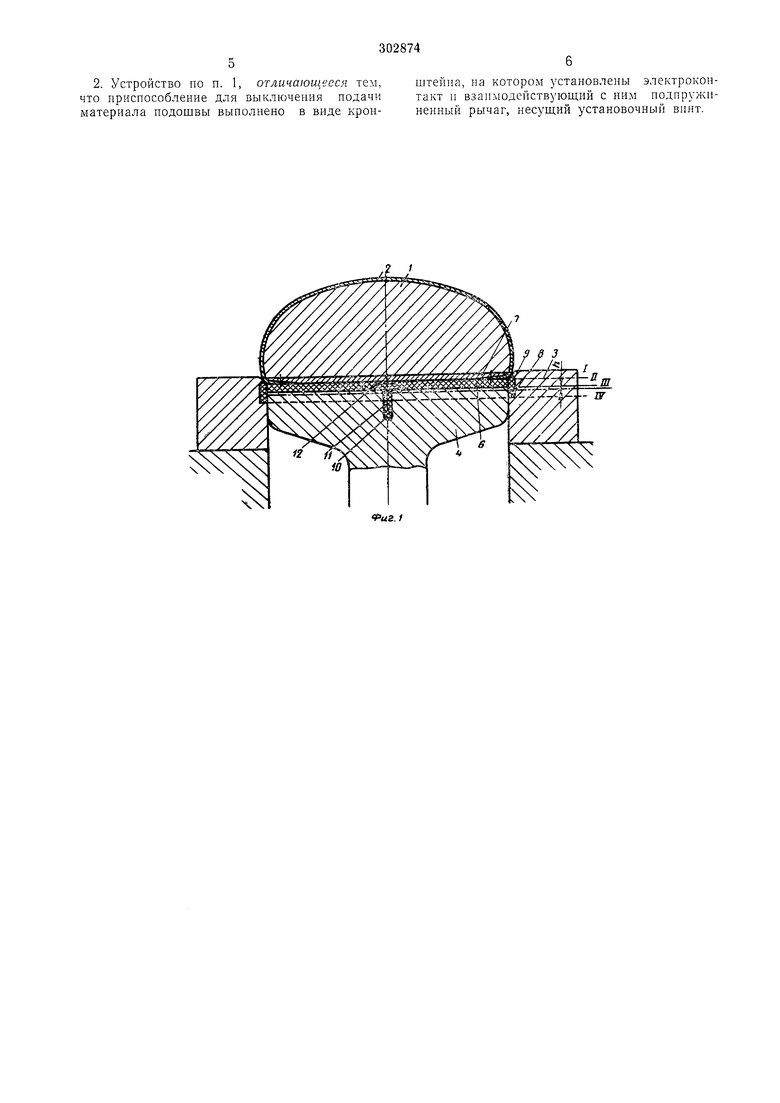
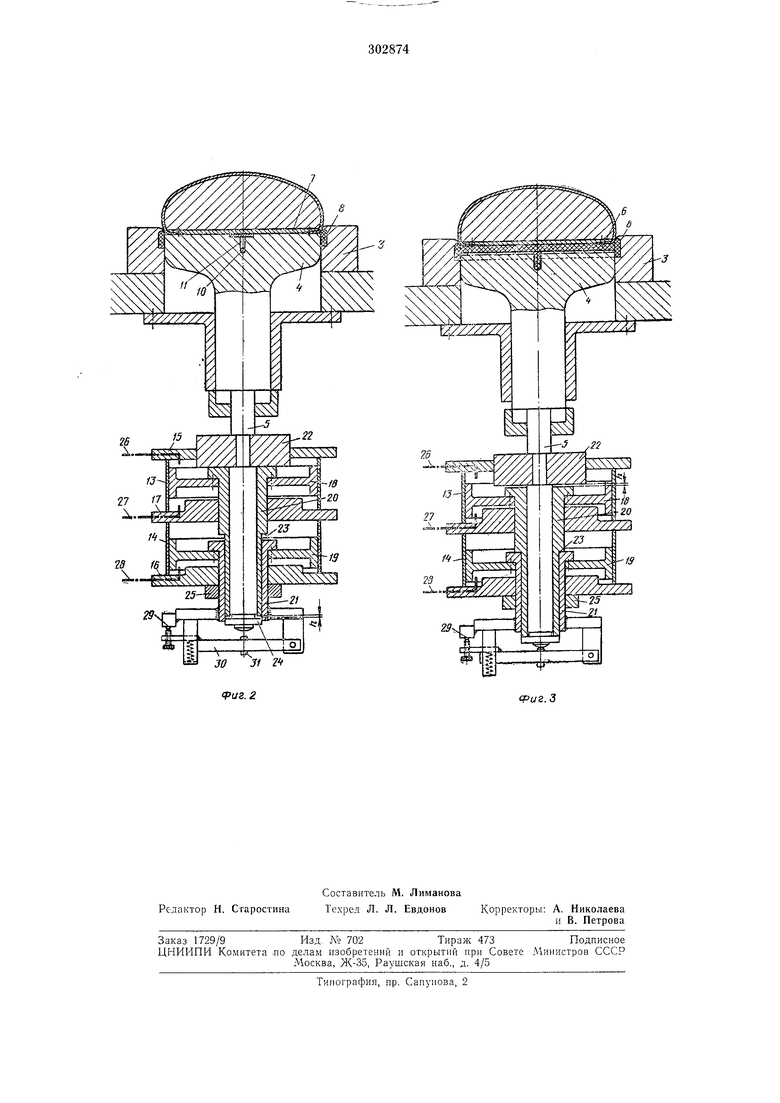
Для подачи достаточного количества материала подошвы в пресс-форму пуансон 4 принудительно от привода опускается в положение //, а затем в полол еине /// на величину Л за счет создаваемого внутреннего давления. Для образования пористой структуры подошвы определенной толндины пуансон неремениается в положение IV.
Привод пероментения пуансона в последовательные рабочие положения выполнен в виде двух соосно расположенных гндроцилнндров 13 и 14, закрытых сверху и снизу крышкад1И 15 н 16 и разделенных между собой перегородкой /7.
Поршни IS н 19 гндроцнлиидров установлен;) с возлюжностью перемещения относительно штока 5 пуансона посредством двух коаксиально расположенных гильз 20 и 21. При этом поршень 18 соединен с внутренней гильзой 20, нередвигающейся вдоль проходящего сквозь нее штока 5, нижний конец которого перемещается относительно вненгней гильзы 2}, соединенной с норнпюм 19. Внутрепияя гильза 20 верхней торцовой поверхностью взанмодейстБует с одной стороны с нередвижным ограничителем 22, расположенHbLM на игтоке 5, а в нижнем своем положении занлечнком 23 упирается в край liHOHiHCi 21. Ограничитель 22 устанавлнвается к зависимости от задаиной толщины подошвы. Перемещепне гильзы 20 спизу ограничивается упорной плитой 24. Благодаря такой установке внутренняя гильза 20 илн нггок 5 могут перемещаться на величину /г.
Положение внешней гильзы 21 обуславливается передвижным упором 25, опирающимся на крышку 16 нижнего гидроцилиндра 14.
Гидроцилиндр 13 с двух сторон заполняется жидкостью, поступающей по трубопровода 26 и 27 для перемещения поршня 18 в положения / и //.
Гидроцилиндр 14 заполняется жидкостью с одпой стороны при помощи трубопровода 28 для перемещения поршня 19 вверх к подошве с большим усилием, чем поршень 18 в противоположном нанравлении.
В положении /// пуансона 4 поршень 19 действует в качестве упора для иорщпя 18, и, следовательно, нуансона.
Для выключения подачи пластического материала подошвы в устройстве имеется приспособление, которое содержит кронштейн с установленным на нем злектроконтакто.м 29 и взаимодействующий с последним иоднружииенный рычаг 30, несущий установочный винт 31. Рычаг перемещается под действием щтока 5 и выключает электроконтакт, что вызывает прекращение подачи материала. Винт служит для регулирования перемещения рычага.
го приводится в действие, и пуансон занимает положение /.
В это время порщень 19 находится в верхнем положении, ограииченном упором 25. В
положении / в нресс-форму подается пластический материал для образования ранта 8.
После этого трубопровод 27 разгружается, и затем рабочую жидкость цодают но трубопроводу 26, в результате поршень 18 оиускается, а нуансон занимает ноложение //. Пр этом гильза 20 упирается заплечиком 23 в верхний край гильзы 21 поршня 19, который в этом положении нагружается рабочей жидкостью, подаваемой но трубопроводу 28 в
гидроцилиндр 14. В последнем создается давление, большее, чем в гидроцилиндре 13, и норшень 19 ограничивает опускание нуансона 4 и удерживает его в положении //.
Гильза 20 опускается на величину /г относительно щтока 5, которая соответствует величине Л онускания пуансона 4 в ноложепие //. В пресс-форму подается пластический материал для формования подошвы 6.
После превышения внутреннего давления в
пресс-форме пуансон приводится в действие, н шток его перемещается на величину h д(J упора гильзы 20 в ограничитель 22, что соответствует онусканию нуансона в положение ///. При этом нижний конец щтока 5 входит
в контакт с рычагом 31 приспособления для выключения подачи матернала нодощвы и нрерывает контакт 30.
После выдержки иродолжительпостью о- 6 сек образуется прочный монолитный наружный слой на подошве. Затем поршень 19 разгружается, и рабочей жидкостью, подаваемой по трубопроводу 26, приводится в движение поршень 18. При этом пуансон занимает положение IV, и пластический материал расширяется в свободной плоскости пресс-формы с образование.м нористой подошвы заданной толщины.
Предмет изобретения
1. Устройство для припрессовывания подошвы из эластичного пористого материала, содержащее подошвенный пуансон, установленный на штоке, привод пуансона, преесформу, состоящую из колодки с затянутылг на ней верхом обуви н разъемной боковой рамки, отличающийся тем, что, с целью унронления конструкции, привод пуансона выполнен в виде двух соосно расположенных гидроцилипдров, разделенных между собой перегородкой, причел на штоке имеется ограничитель, а поршни посредством двух коаксиально расположенных гильз установлены L возможностью перемещения относительно
штока, при этом внутренняя гильза верхней торцовой новерхностью взаимодействует с ограничителем, а на нижнем конце внешней гильзы установлены приспособление для выключения подачи материала подощвы и гайка
2. Устройство по п. 1, отличающееся тем, что приспособление для выключения подачи материала подошвы выполнено в виде кронштейна, па котором установлены электроконтакт и взаимодействующий с ним подпружиненный рычаг, несуш;ий установочный впнт.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для круговой затяжки заготовки обуви и накладки или крепления подошвы | 1957 |
|
SU113396A1 |
| о^ьСОЮЗНАЯ (Федеративная Республика Германии) ffiuTf ||1|Ш-1Е.лШ*'^^'-'Ь^Й | 1973 |
|
SU373928A1 |
| ПОЛУАВТОМАТ ДЛЯ КРУГОВОЙ ЗАТЯЖКИ И ФОРМОВАНJ^f/^-'l-ftv" ЗАГОТОВКИ РАНТОВОЙ ОБУВИ И НАКЛАДКИ ^-*v-J:cfx/ | 1965 |
|
SU170848A1 |
| ТОРМОЗНОЕ УСТРОЙСТВО для ЖЕЛЕЗНОДОРОЖНЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 1971 |
|
SU305631A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ НАСОСОМ ГИДРОПРИВОДА | 1967 |
|
SU202013A1 |
| УСТРОЙСТВО для ВУЛКАНИЗАЦИИ РЕЗИНОВОГО НИЗАНА ОБУВИ | 1965 |
|
SU170333A1 |
| Полуавтомат для формования и сборки обуви с ранто-клеевым креплением низа обуви | 1960 |
|
SU151225A1 |
| УСТРОЙСТВО ДЛЯ ЗАТАЛКИВАНИЯ ЗАГОТОВКИВ МАТРИЦУ | 1970 |
|
SU436468A3 |
| МОЛОТ | 1973 |
|
SU374794A1 |
| ВСс:СОЮЗНАЯ I П' Trss''r>&rf •; .'V'-'^"" ftii-li iHi-i" ' vnsj;. ., | 1973 |
|
SU375865A1 |
30 31 2f
