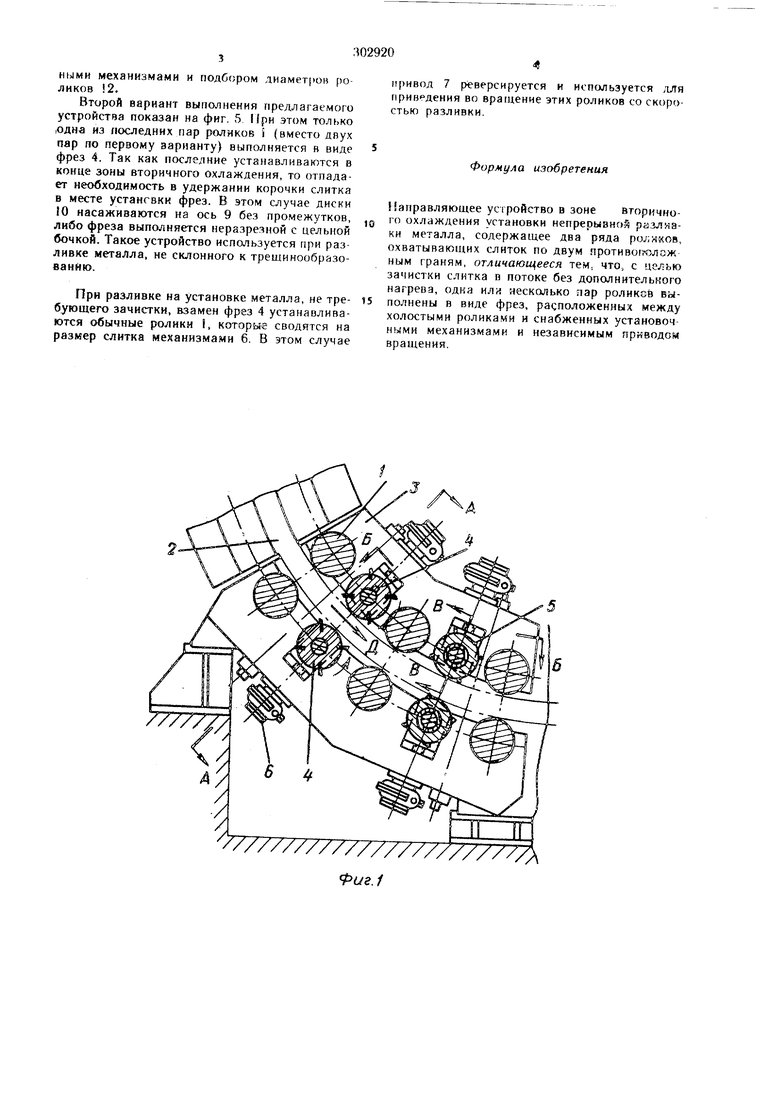
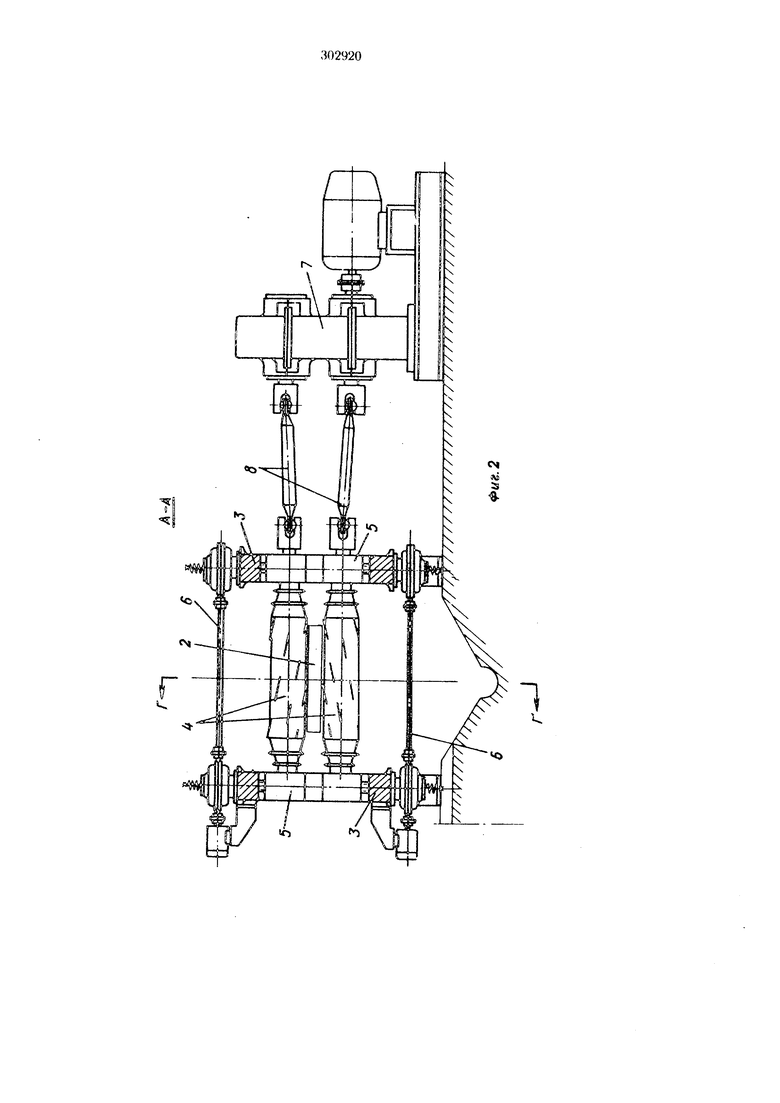
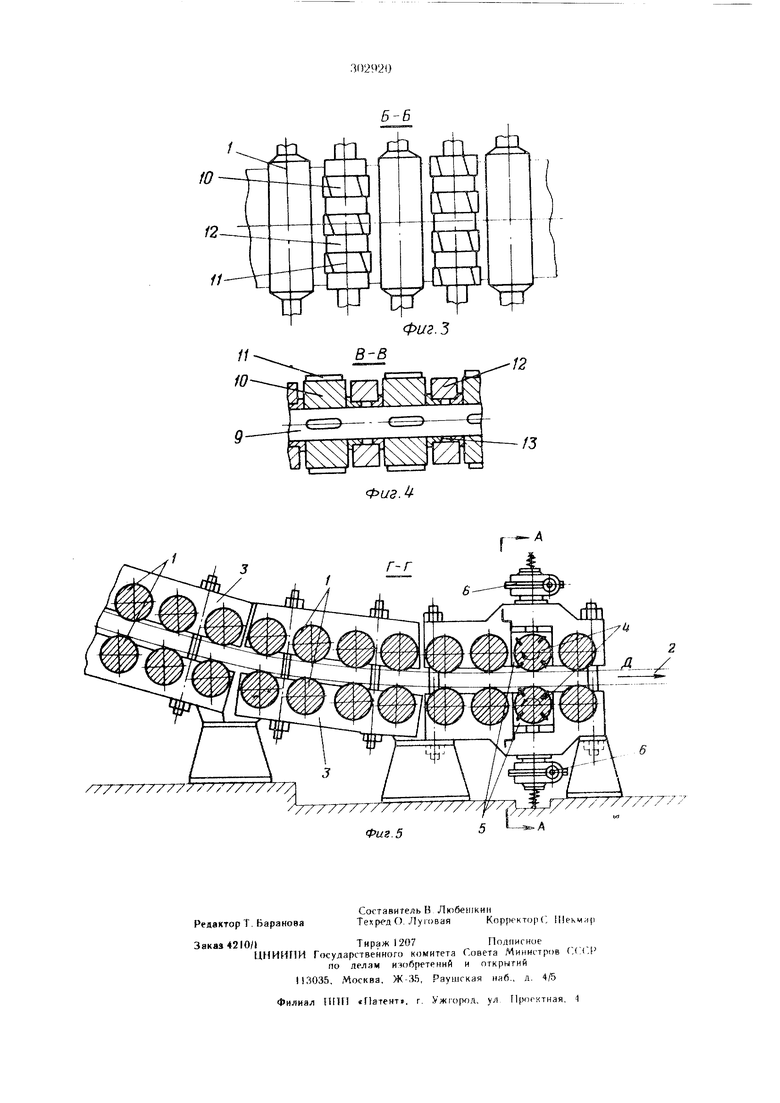
Изобретение относится к устройствам для (ичцнрывной р;)злнвки металлов. liiHecTHo направляющее устройство в зоне вторичного охлаждения установки непрерывной разливки металла, выполненное в виде двух рядов роликов, охватывающих слиток по двум противоположным граням. Причем ролики выполнены взаимозаменяемыми с реверсивным приводом вращения. Предлагаемое устройство отличается тем. что одна или несколько пар роликов выполнены в виде фрез, расположенных между холостыми роликами и снабженных установочными механизмами и независимым приводом вращения. Па фи. 1 показано предлагаемое устройство, продольный разрез; нт фиг. 2 - разрез по А -А на фиг. 1; на фиг. 3 - разрез по Б- Б на фиг. 1; на фиг. 4 - разрез по В- В на фиг. 1; на фиг. 5 - разрез по Г - Г на фиг. 2 Предлагаемое устройство состоит из двух рядов роликов 1, охватывающих слиток 2 по двум противополож1 ым граням. Ролики 1 установлены в рамах 3 и приводятся во вращение приводом, обеспечивая движение слитка 2 в нанравляющем устройстве (привод врапгения роликов на чертеже не показан). Паправление движения сли1ка показано стрелкой Д. Полиеиы в виде цилиндрических фрез 4, установленных в рамах 3 с помощью подушек 5. Фрезы снабжены установочными винтовыми механизмами 6, которыми регулируется их положение относительно граней слитка 2. Фреза 4 приводится во вращение приводом 7 через щпинделыкх соединение 8. Каждая фреза представляет собой ось 9, на которой жестко искажены диски 10 с резцами 11. Между дисками 10 расположены холостые ролики 12, которые свободно вращаются на оси 9 либо на втулках 13, либо на подижнниках качения. У двух следующих друг за другом фрез диски К) и ролики 12 располагаются в щахматном порядке. Ролики предназначен для удержания корочки слитка и для восприятия ферростатического давле1 ия жидкого металла. Для обеспечения оптимальных условий резания направление вращения фрез 4 должно быть против движения металла. В процессе разливки металла перед проходом через направляющее устройство -затравку фрезы 4 с помощью механизмов 6 разводятся для ее пропуска. После прохода затравки выключается привод 7, и фрезы сводятся на слиток 2, производя зачистку его граней. Глубина снимаемого слоя регулируется установочными механизмами и подбором диаметров роликов 2. Второй вариант выполнения предлагаемого устройства показан на фиг. 5 При этом только , из последних пар роликов i (вместо двух пар по первому аарианту) выполняется в виде фрез 4. Так как послелтние устанавливаются в конце зоны вторичного охлаждения, то отпадает необходимость в удержании корочки слитка в месте устангвки фрез. В этом случае диски 10 насаживаются на ось 9 без промежутков, либо фреза выполняется неразрезной с цельной бочкой. Такое устройство используется при раз ливке металла, не склонного к трешинообразованию. При разливке на установке металла, не требующего зачистки, взамен фрез 4 устанавливаются обычные ролики I, которые сводятся на размер слитка механизмами 6. В этом случае привод 7 реверсируется и используется гля приведения во вращение этих роликов со скоростью разливки. Формула изобретения Яаправляющее устройство в зоне вторичного охлаждения установки непрерывной разлиаки металла, содержащее два ряда ролмков, охватывающих слиток по двум противо лож ным граням, отличающееся тем, что., с це.ью зачистки слитка п потоке без дополнительного нагрева, одна или несколько пар роликов выполнены в виде фрез, расположенных между холостыми роликами и снабженных установоч ными механизмами и независимым приводом вращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| ЗАТРАВКА ДЛЯ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ КОЛЕСНО-ЛЕНТОЧНОГО ТИПА | 1990 |
|
RU2022698C1 |
| Машина полунепрерывного литья слитков | 1980 |
|
SU933216A1 |
| Устройство для вытягивания слитков из многоручьевой машины полунепрерывного литья | 1988 |
|
SU1694329A1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2001 |
|
RU2212978C2 |
| Способ непрерывной разливки металлов | 1975 |
|
SU533129A1 |
| Машина для полунепрерывного литья металлов | 1983 |
|
SU1103940A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2006 |
|
RU2340425C2 |
| Полукольцо-проводка для кольцевой непрерывной разливки металлов | 1971 |
|
SU466709A1 |
////
t/г. /
//
Фиг.З
Вв
12
Фиг Л
