Изобретение относится к области сельско.чозяйствеиного машиностроения, а именно к способу изготовления разнообразных щеток, например, .хлонкоуборочны.х машнн.
Известен способ резки лент, заключающийся в том, что ленту разрезают с одновременной оплавкой ее торцов. Этот способ малопроизводителен, так как оплавление осуществляют путем зажима ленты между двумя губками, которые не обеспечивают равномерности теплового поля по всему сечению ленты.
Целью данного изобретения является созданпе способа, позволяющего получать качественные брикеты из термопластического монор.олокна.
Эта цель достигается тем, что ленту перед резанием и плавлением зажимают по обеим сторонам от линии разреза и отводят концы ленты друг от друга с последующим формированием и.х в губках соответствующей формы.
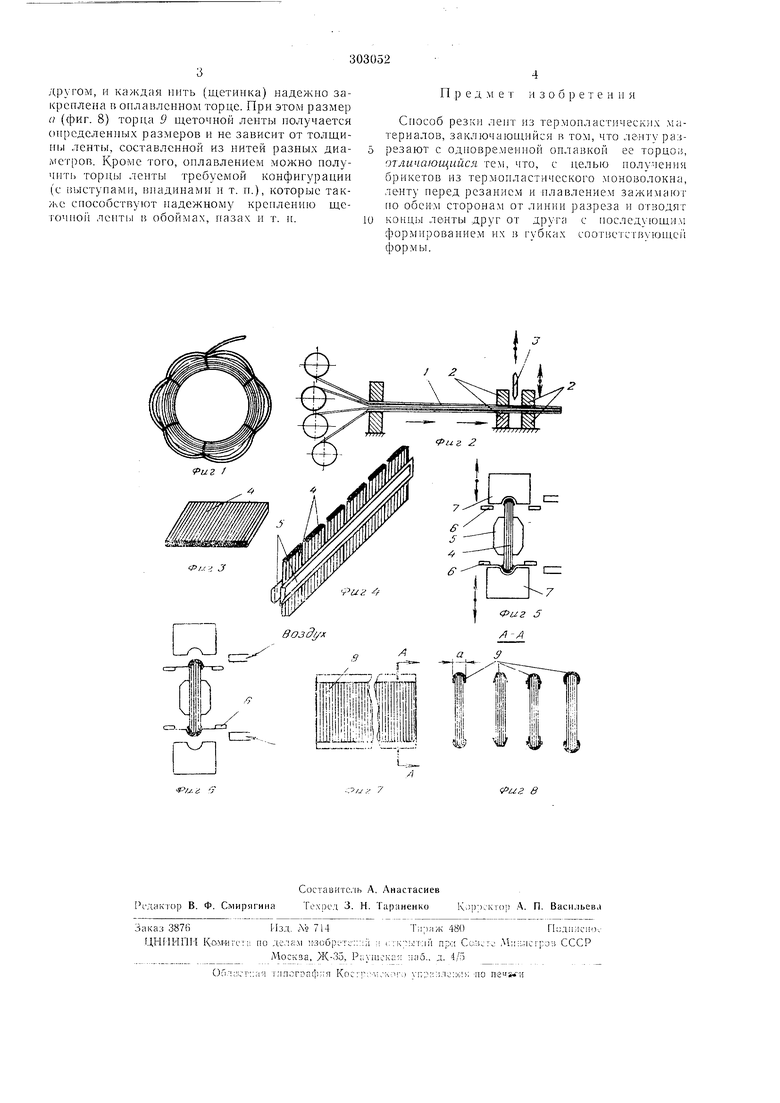
На фиг. 1 показан моток термопластических нитей (моноволокон); на фиг. 2 - резка непрерывной ленты горячим ножом на брикеты; на фиг. 3 - брикет; на фиг. 4 - отдельные щеточные брикеты, разложенные в ленту; на фиг. 5 - оплавление торцов брикетов, уложенг.ы в ленту; на фиг. б - формование; на
фиг. 7-щелочная лента, вид сверху; па оЧиг. 8 - сечение по А-Л на фпг. 7.
Способ резки лент заключается в следующем.
Термопластичное моноволокно (напрпме-р капроновое моноволокно-капроновая П1,етина) из мотков (фиг. 1) сматывается в жгут.
Жгут иропускается через формующее окно прямоугольного сечения, в результате чего нити формуются в ленту /. Периодически подаваемая лента 1 зажимается губками 2 и режется горячим ножом 3 на брикеты 4 (фиг. 3).
Полученные брикеты раскладываются между зажи 1ными губками 5 в ленту требуемой длпны и толщины и зажимаются. Собранные в ленту брикеты зажимаются с двух торцов (фиг. 5) формообразующими губками 6 и пягревателями 7, которые имеют соответствующий профиль. По мере расплавления основного материала брикетов в торцовой части расплавленньп материал заполняет форму, после чего отводятся нагреватели 7, а формообразующие губки 6 (фпг. 6) выдерживаются определенное время и обдуваются воздухом. После затвердения расплавленной массы губки 6 отводятся от торцов. Получается сдвоенная щ,еточная лента 8 (фпг. 7) с оплавленнымп торцадругом, и каждая нить (щетинка) наделано закреплена в оплавленном торце. При этом размер (1 (фиг. 8) торца 9 ндеточной ленты нолучается ои)еделенных размеров н не зависит от толщины ленты, составленной из нитей разных диаметров. Кроме того, оплавлением можно нолучмть торцы ленты требуемой конфигурации (с выступами, впадинами и т. п.), которые также способствуют надежному креплению щеточпон лент1 1 в обоймах, пазах и т. и.
Пред м е т и з о б р е т е н и я
Способ резки лент из термопластических материалов, заключающийся в том, что ленту pa:iрезают с одповреЛШППОЙ оплавкой ее торцо;;, отличающийся тем, что, с целью получения брикетов из термопластического моноволокна, ленту перед резанием и плавлением зажимают по обс1-гм сторонам от линии разреза и отводят концы ленты друг от друга с последующим формированием их в губках соответствующе: формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления щеточных брикетов из термопластичного моноволокна | 1987 |
|
SU1416103A1 |
| Устройство для изготовления щеточных брикетов из термопластического моноволокна | 1989 |
|
SU1644890A1 |
| ВСЕСОЮЗНАЯп^тритип-тг^;''!'::"!.; | 1973 |
|
SU361786A1 |
| СПОСОБ ПРОИЗВОДСТВА ЩЕТОЧНЫХ БРИКЕТОЕ ИЗ ТЕРМОПЛАСТИЧНОГО МОНОВОЛОКНА | 1972 |
|
SU327923A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯЛЕНТЫ | 1971 |
|
SU295552A1 |
| Тканая коммутационная плата и способ ее изготовления | 1981 |
|
SU1048976A1 |
| СПОСОБ ОБЪЕДИНЕНИЯ В ПУЧОК ЩЕТИНОК, ПОДЛЕЖАЩИХ ИСПОЛЬЗОВАНИЮ В КИСТЯХ ДЛЯ ПОКРАСКИ, ГОЛОВКА КИСТИ ДЛЯ ПОКРАСКИ, СОДЕРЖАЩАЯ МНОЖЕСТВО ЩЕТИНОК, И КИСТЬ ДЛЯ ПОКРАСКИ, СОДЕРЖАЩАЯ МНОЖЕСТВО ЩЕТИНОК И/ИЛИ ГОЛОВКУ КИСТИ ДЛЯ ПОКРАСКИ | 2018 |
|
RU2769658C2 |
| Автоматическая линия для изготовления тканых коммутационных плат | 1979 |
|
SU912031A1 |
| СПОСОБ И УСТРОЙСТВО ПЕРЕРАБОТКИ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2004 |
|
RU2264914C1 |
| ДВУХКОМПОНЕНТНОЕ МОНОВОЛОКНО | 2003 |
|
RU2326201C2 |
