Изобретение относится к сельскохозяйственному машиностроению и может быть применено при изготовлении разнообразных щеток машин хлопководства.
Известно устройство для изготовления сдвоенной щеточной ленты, содержащее стол, подвижные плиты с .приводом и приспособление для подачи полуфабрикатов в зону обработки. Однако это устройство не может быть использовано при изготовлении щеточной ленты из полимерной щетины, и, кроме того, имеет малую производительность.
Предлагаемое устройство позволяет при высокой производительности получать щеточные ленты .из полимерной щетины. Это достигается тем, что подвижные плиты снабжены нагревателями, формообразующими инструментами и установлены на подпружиненные траверсы, кинематически связанные с приводом, кроме того, формообразующий инструмент снабжен подпружиненной колосниковой решеткой, на которой укреплена антиадгезионная прослойка, на рабочую поверхность которой подается охлажденный воздух, а приспособление для подачи полуфабрикатов в зону обработки кинематически связано с пневмоцилиндром и выполнено в виде направляющих, на которых установлены с определенным зазором зал имные планки, фиксируемые гайками.
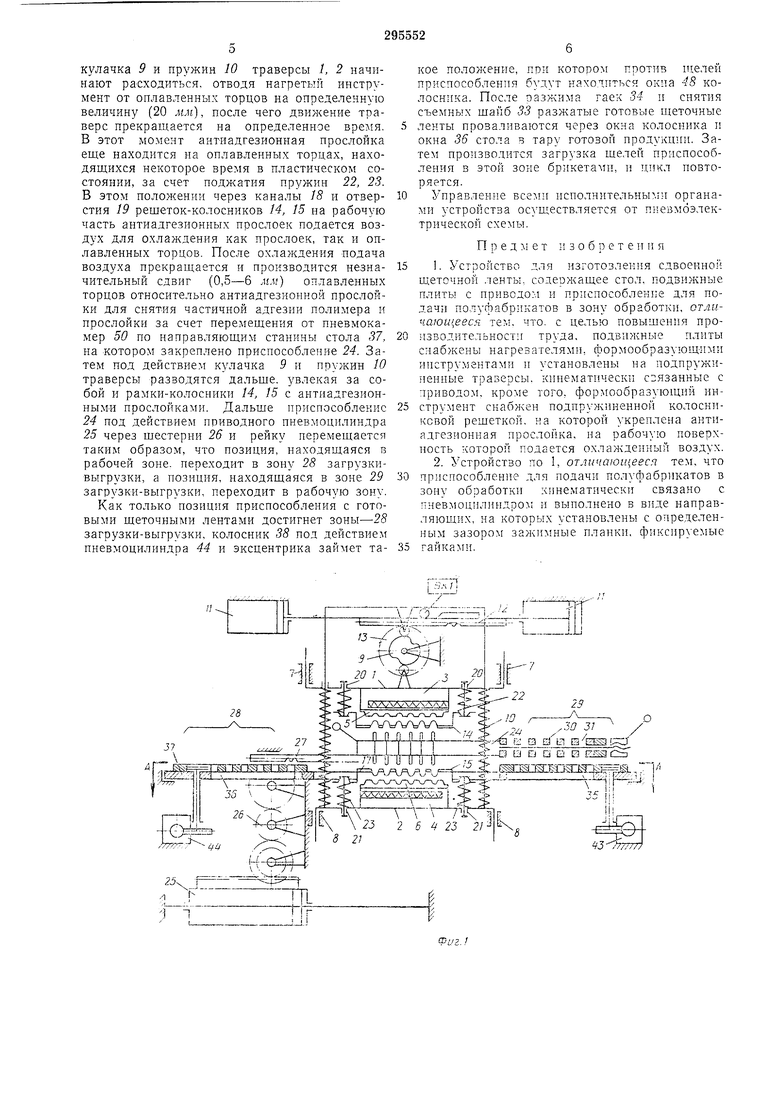
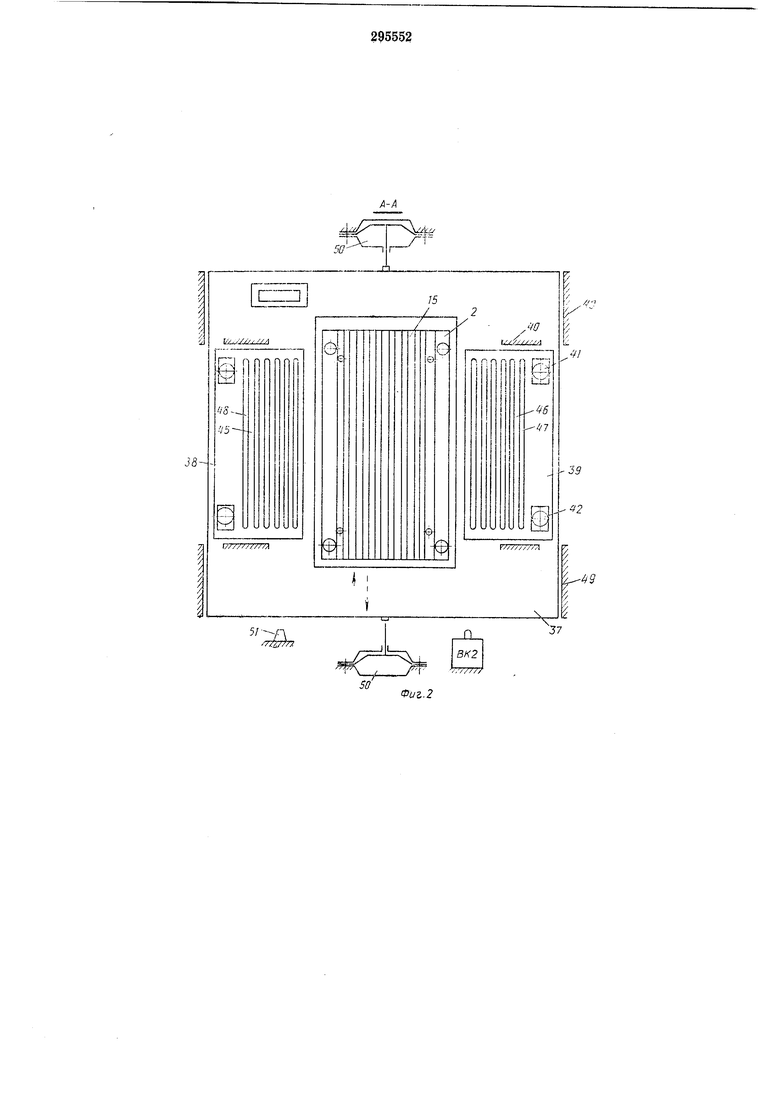
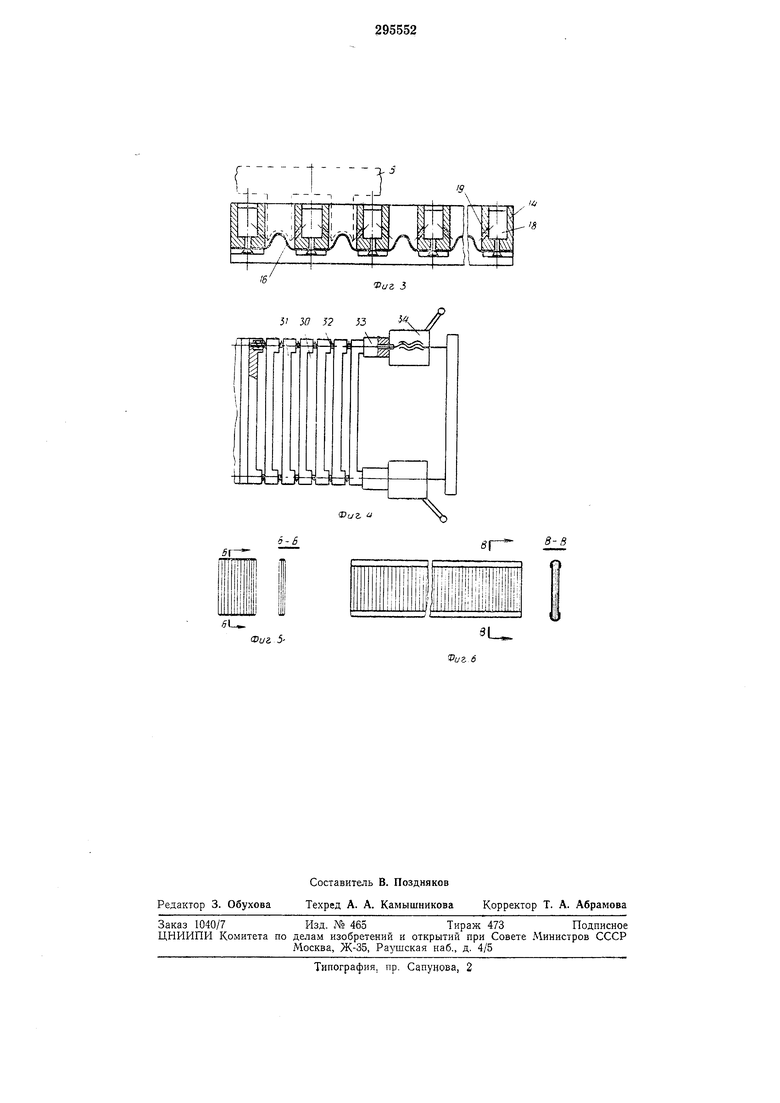
На фиг. 1 представлена схема устройства; на фиг. 2 - разрез по Л-Л на фиг. 1; на фиг. 3 - антиадгезионная прослойка и колосниковая решетка в поперечном разрезе; на
фиг. 4 - устройство для подачи полуфабрикатов, вид сверху; на фиг. 5 - полуфабрикат, вид сбоку и разрез по Б-Б; на фиг. 6 - щеточная лента, вид сбоку и разрез по В-В. Устройство содержит подвижные подпружиненные верхнюю / и нижнюю 2 траверсы, на которых установлены верхняя 3 и нижняя 4 нагревательные плиты с формообразующими инструментами 5 и 6. Траверсы / и 2, а следовательно, нагревательные плиты 3, 4 п формообразующий инструмент 5, 6 могут сводиться и разводиться в вертикальном направлении на определенную величину, перемещаясь по соответствующим направляющим 7, 8 под действием кулачка 9 и пружин сжатия 10. Кулачок
9 связан с приводными пневмоцилиндрами // через рейку 12 .и шестерню 13. На траверсах 1 п 2 перед формующими инструм ентами (в направлении рабочего хода формующего инструмента) установлены на быстросъемных
колосниковых решетках М и 15 антиадгезионные прослойки 16 и 17, повторяющие фор.му формообразующей части инструмента 5, 6. Решетки 14, 15 имеют продольные каналы 18 и поперечные наклонные отверстия 19 для подачи охлажденного воздуха из иневмосети на рабочую поверхность антиадгезионных прослоек 16, J7 с целью охлаждения иосле сварки как прослоек 16, 17, так и оплавленных торцов щеточных лент.
Решетки 14, 15 могут перемещаться относительно формообразующих инструментов 6, 5 ъ вертикальном направлении по своим направЛ5ПОЩИМ 20, 21. Для обеспечения необходимого зазора между нагреваемым формообразующим инструментом 5, 6 и антиадгезионными прослойками 16, 17 в момент охлаждения прослойки н сварочного шва при отведенных инструментах 5, 6 установлены нружины 22, 23.
Между двумя нагреваемыми формообразующими инструментами 5, 6, образующими рабочую зону, в горизонтальной плоскости установлено многоместное двухпозиционное приспособление 24 для зажнма в ориентированном положеннн наборов щеточных брикетов, и подачи их из зоны загрузки в рабочую зону. Приспособление 24 связано с приводным пневмоцилиндром 25 через щестерни 26, рейку 27 и может перемещаться возвратно-поступательно в направляющих стола, при этом та часть приспособления, которая находилась в зоне 28. загрузки-выгрузки, перемещается с загруженными брикетами в рабочую зону для оплавления торцов брикетов, а часть, находящаяся в рабочей зоне, перемещается в зону 29 загрузки-выгрузки, после чего последовательность меняется.
Приспособление 24 состоит из планок 30, образующих вертикальные щели 31 для укладки щеточных брикетов в ленту, которые перемещаются по направляющим скалкам 32, имеющим на концах быстросъемные шайбы 33 и гайки 34, за счет которых производится поджим планок 30, а следовательно, и наборов щеточных брикетов.
В зонах 28, 29 загрузок-выгрузок над окнами 35, 36 стола 37 установлены колосники 38, 39, которые могут перемещаться по направляющим 40 стола на определенную величину в горизонтальном направлении от эксцентриков 41, 42, приводимых пневмоцилиндрами 43,
44.Колосники 38, 39 могут занимать два положения: первое полол;;ение, когда решетки
45,46 колосников находятся под щелями 31 приспособления, перекрывая тем самым окна 35, 36 и не давая возможность брикетам, укладываемым в приспособление, проваливаться в тару; второе положение, когда прорези 47, 48 находятся под щелями 31 приспособления 24, в этот момент окна 35, 36 открыты, и готовая лента может после разлшма приспособления проваливаться через прорези 47, 48 и окна 35, 36 в тару.
Стол 37, на котором закреплено приспособление 24 и колосники 38, 39, установлен в направляющих станины 49 и может перемещаться в горизонтальной плоскости в направлении, перпендикулярном основному движению приспособления 24 на величину 0,5-6 мм для частичного сдвига охлажденных оплавленных
торцев щеточных лент, находящихся в рабочей позиции, относительно антиадгезионной прослойки вдоль ее формообразующей канавки, с целью повышения стойкости антиадгезионной прослойки 16, 17. Перемещение стола осуществляется пневмокамерами 50 до упора 51.
Устройство работает следующим образом. Щеточные брикеты закладываются один к
одному с ориентацией щетины поперек раскладки вручную в вертикальные щели приспособления 24, находящегося в зоне 29 загрузки-выгрузки. В момент загрузки приспособления колосник 39 занимает такое положение, при котором против вертикальных щелей 31 приспособления 24 находятся решетки 45. Таким образом укладываемые в щели 31 приспособления брикеты не проваливаются через окно 35 стола в тару, а базируются торцами по решеткам 45 колосника 39. После заполнения брикетами всех щелей приспособления устанавливаются быстросъемные шайбы 33 и затягиваются гайки 34 для стягивания планок 30, зажимаюЩих щеточные брикеты. Планки 30 зажимают брикеты, находящиеся в щелях за среднюю часть, оставляя выступающими сверху и снизу торцы (по 15 мм). В момент загрузки брикетами одной позиции .многоместного приспособления 24, находящегося в зоне 29, другая позиция приспособления, загруженная ранее брикетами в зоне 28 загрузки-выгрузки, находится в рабочей зоне. При этом выступающие торцы зажатых в приспособлении брикетов расположены против формующих пазов антиадгезионных прослоек 16, 17 и нагреваемых инструментов 5, 6. Так как время операций загрузки-выгрузки и оплавление-формование торцов совмещено, то в момент загрузки-выгрузки, производимой в зоне 29, в рабочей зоне под действием кулачка 9, приводимого в движение пневмоцилиндрами 11 через рейку 12 и шестерню 13, траверсы 1, 2 сводятся, подводя к
двум выступающим из приспособления торцам щеточных брикетов рамки-колосники 14, 15 с антиадгезионными прослойками 16, 17.
Как только прослойки 16, 17 упрутся в торцы брикетов, перемещение рамок 14, 15 относитр.льно брикетов прекращается, несмотря на то, что траверсы еще перемещаются, подводя нагретый формующий инструмент 5, в к. торцам брикетов. Выступающие торцы щеточных брикетов,
разложенных в ленту в многоместном приспособлении, под действием тепла плит 3, 4 оплавляются, при этом расплавленная лшсса термопластичного полимера распределяется по форме формообразующих пазов инструментов 5, 6, а следовательно, и антиадгезионных прослоек 16, 17. Происходит сварка щеточных брикетов в щеточную ленту, и одновременно формуется сварочный шов для получения требуемых размеров и конфигурации сечения торкулачка 9 и пружин 10 траверсы 1, 2 начинают расходиться, отводя нагретый инструмент от оплавленных торцов на определенную величину (20 мм), после чего движение траверс прекращается на определенное время. В этот момент антиадгезионная прослойка еще находится на оплавленных торцах, находящихся некоторое время в пластическом состоянии, за счет поджатия пружин 22, 23. В этом положении через каналы 18 и отверстия 19 рещеток-колосников 14, 15 на рабочую часть антиадгезионных прослоек подается воздух для охлаждения как прослоек, так и оплавленных торцов. После охлаждения подача воздуха прекращается и производится незначительный сдвиг (0,5-6 мм) оплавленных торцов относительно антиадгезионной прослойки для снятия частичной адгезии полимера и прослойки за счет перемещения от пневмокамер 50 по направляющим станины стола 37, на котором закреплено приспособление 24. Затем под действием кулачка 9 и пружин 10 траверсы разводятся дальще. увлекая за собой и рамки-колосники 14, 15 с антиадгезионными прослойками. Дальще приспособление
24под действием приводного пневмоцилиндра
25через щестерни 26 и рейку перемещается таким образом, что позиция, находящаяся в рабочей зоне, переходит в зону 28 загрузкивыгрузки, а позиция, находящаяся в зоне 29 загрузки-выгрузки, переходит в рабочую зону.
Как только позиция приспособления с готовыми щеточными лентами достигнет зоны-28 загрузки-выгрузки, колосник 38 под действием пневмоцилиндра 44 и эксцентрика займет та|7,Дщ :ЕажжЕ.
i : : - - :rrrT irtS Ty r-v/-w-w-w-w-x -v, bjb- --- -Н I
f- .. / Г- ,t- г РП. ....-.,..- ; . i
кое положение, при котором против щелей приспособления будут находиться окна 48 колосника. После оазжима гаек 34 и снятия съемных щайб 33 разжатые готовые щеточные ленты проваливаются через окна колосника и окна 36 стола в тару готовой продукции. Затем производится загрузка щелей приспособления в этой зоне брикетами, и цикл повторяется.
Управление всеми нсполнительными органами устройства осуЕ ;ествляется от пкевмоэлектрической схемы.
Предмет изобретения
1.Устройство для изготовления сдвоенной щеточной ленты, содержащее стол, подвижные плиты с ириводом и приспособление для подачи полуфабрикатов в зону обработки, отличающееся тем, что. с целью повышения производительности труда, подвижные илиты снабжены нагревателями, формообразующими инструментами и установлены на подпружиненные траверсы, кинематически с::язанные с приводом, кроме того, формообразующий инструмент снабжен подпружиненной колосниковой рещеткой, на которой укреплена антиадгезионная прослойка, на рабочую поверхность которой подается охлажденный воздух.
2.Устройство по I, отличающееся тем, что приспособление для подачи полуфабрикатов в зону обэаботки кинематически связано с пневмоцилиндром и вынолнено в виде направляющих, на которых установлены с определенным зазором зажимные планки, фиксируемые гайками.
,оп4Д--«: ш.
trii TTiplll ° ° E W1MS
56
.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ КАМЕРА ДЛЯ ОХЛАЖДЕНИЯ | 1969 |
|
SU247339A1 |
| Устройство для изготовления щеточных брикетов из термопластичного моноволокна | 1987 |
|
SU1416103A1 |
| ВУЛКАНИЗАТОР-ФОРМАТОР | 1968 |
|
SU208256A1 |
| ВСЕСОЮЗНАЯ:">&Л''Н'Г-^-! | 1973 |
|
SU373299A1 |
| ПОЛУАВТОМАТ ДЛЯ ПАЙКИ ОСТОВОВ РАДИАТОРОВ | 1973 |
|
SU408725A1 |
| Способ загрузки шихты на агломерационную машину и устройство для его осуществления | 1981 |
|
SU985093A1 |
| АГРЕГАТ ДЛЯ РАСПИЛОВКИ КОЖЕВЕННОГО ПОЛУФАБРИКАТАLj:^^jQn,UA ."""--•"».»«__'!'•-'•'-'-''^-^lAi'-yi^'^iUs:'Iг- •-,'-••'J^b/i' | 1971 |
|
SU314791A1 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ПОЛУПРОВОДНИКОВЫХ | 1973 |
|
SU379940A1 |
| АБРАЗИВНО-ОТРЕЗНОЙ ПОЛУАВТОМАТ | 1971 |
|
SU306689A1 |
| ОТДЕЛЕНИЯ ОБЛОМКОВ СВЕКЛЫ И ХВОСТИКОВ ОТ ЛЕГКИХ ПРИМЕСЕЙ | 1971 |
|
SU303971A1 |
fe / /Т - /////
57
п
Фиг.2
51 30 J 53Н
Фиг, и
6-В
6{б(Фиг. 5ф(/г 3
В-В
3L
