Изобретение относится к устройствам для изготовления щеточных брикетов из термопластического моноволокна, применяемых, например, в щеточных съемниках хлопкоуборочных и хлопкоочистительных машин.
Цель изобретения - повышение качества получаемых брикетов.
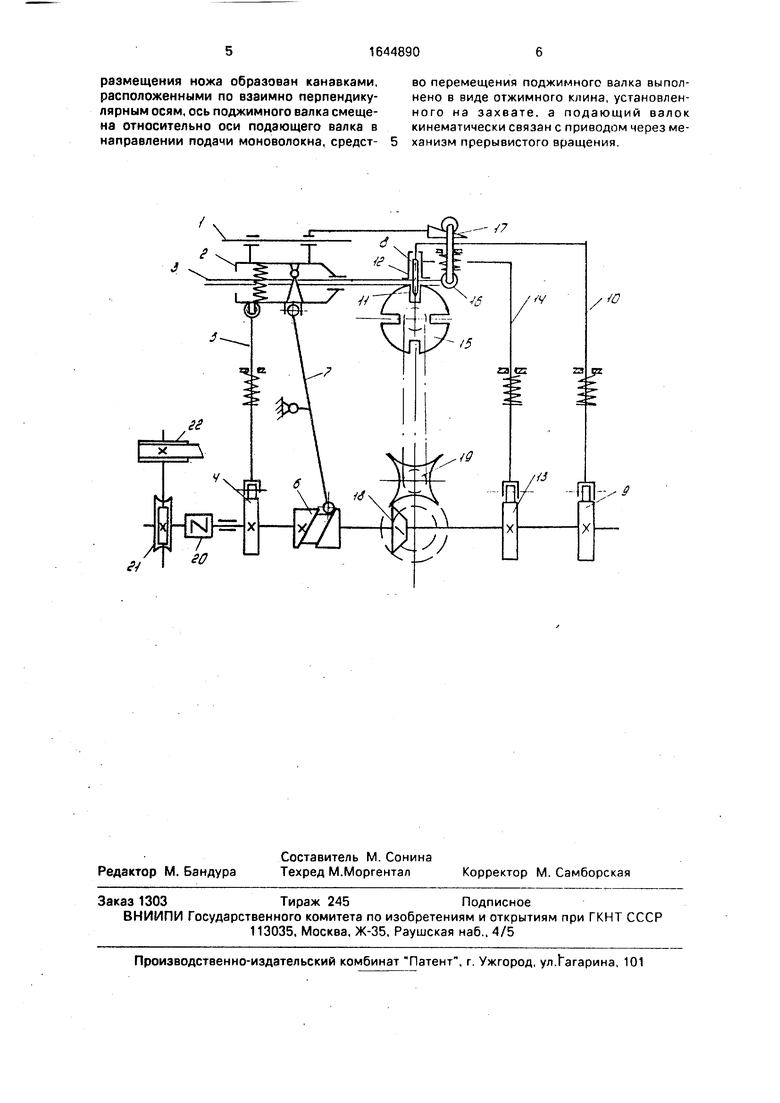
На чертеже представлена кинематическая схема устройства.
Устройство содержит станину 1, на направляющих которой смонтирован механизм 2 подачи ленты 3 моноволокна в зону обработки Механизм подачи моноволокна выполнен в виде захвата, управляемого кулачком 4 через подпружиненную тягу 5. Средство возвратно-поступательного перемещения механизма подачи содержит кулачок 6 и двуплечий рычаг 7. На станине 1 смонтирован также механизм соединения моноволокна, содержащий элемент 8 плавления в виде пластинчатого ножа, подключенного к источнику тока (не показан). Средство для перемещения элемента плавления в направлении, перпендикулярном направлению подачи моноволокна, включает кулачок 9 и подпружиненную тягу 10. Механизм соединения моноволокна содержит зажим с неподвижной 11 и подпружиненной подвижной 12 губками, имеющими пазы для размещения элемента плавления. Подвижная губка 12 управляется от общего привода с помощью кулачка 13 и тяги 14. Неподвижная губка 11 размещена на подающем валке 15 механизма приема брикетов, содержащего также поджимной валок 16. Подающий валок 15с ребордами по торцам (не показан) и перемещаемая между ними с минимальным зазором подвижная губка 12 образуют окно для придания ленте моноволокна необходимых размеров.
Паз неподвижной губки 11, предназначенный для размещения элемента плавления, образован выполненными в подающем валке радиальными канавками, расположенными диаметрально противоположно по взаимно перпендикулярным осям, Ось подпружиненного поджимного валка 16 смещена относительно оси подающего валка 15 в направлении подачи моноволокна, а средство его перемещения выполнено в виде отжимного клина 17, установленного на перемещаемом по направляющим станины управляемом захвате. При этом подающий валок 15 кинематически связан с приводом через коническую передачу 18 и механизм прерывистого вращения, например мальтийский крест 19. Привод устройства осуществляется через муфту 20, червячную 21 и клиноременную 22 передачи.
Устройство работает следующим образом.
После включения общего привода вращения ременной 22, червячной 21 передачи, муфты 20 и кулачков управления лента 3 моноволокна зажимается губками захвата механизма 2 подачи моноволокна, управляемого кулачком 4. Подпружиненная подвижная губка 12 отводится вверх кулачком 13 через тягу 14. Элемент 8 плавления находится в верхнем положении под действием кулачка 9. Кулачок 6, вращаясь, поворачивает рычаг 7 и перемещает механизм 2 по направляющим станины 1, подавая ленту 3 моноволокна в зону обработки. При этом отжимной клин 17, установленный на управляемом захвате механизма 2, перемещается вместе с лентой и отводит поджимной валок 15 от подающего валка 15. освобождая проход ленты. При этом подающий валок 15 вращается и увлекает свободный
конец ленты, затягивает его в окно механизма соединения моноволокон, образованное подающим валком 15 с ребордами и подвижной губкой 12. В момент времени, когда механизм 2 подачи моноволокна
0 перемещен в крайнее положение, поджимной валок 16 максимально отжат клином 17. При этом подвижная губка 12 под действием кулачка 13 опускается, зажимая ленту 3. Затем под действием кулачка 9 и тяги 10 опу5 скается элемент 8-плавления, который, будучи нагрет до 400-500°С. разрезает моноволокно и оплавляет его торцы. В этот момент губки захвата механизма 2 подачи под действием кулачка 4 разжимаются, ос0 вобождая ленту 3, и кулачок 6 перемещает механизм 2 в крайнее исходное положение. При этом клин 17 также отводится в крайнее положение, а валок 16 пружиной поджимается к подающему валку 15. Кулачок 9 через
5 тягу 10 поднимает элемент 8 плавления, а кулачок 13 через тягу 14 - подвижную губку 12. Готовый брикет вращающимся от конической передачи 18 и мальтийского механизма 19 подающим валком 15 увлекается в
0 тару.
Через некоторое время, необходимое для отвода, оплавленного торца брикета от оплавленного торца ленты, включается механизм 2 подачи ленты 3 моноволокна и
5 цикл работы продолжается.
Формула изобретения Устройство для изготовления щеточных брикетов из термопластического моноволокна, содержащее механизм подачи моно0 волокна в зону обработки, выполненный в виде установленного с возможностью возвратно-поступательного перемещения по направляющим станины управляемого захвата, механизм соединения моноволокна
5 ленты, состоящий из элемента плавления, выполненного в виде связанного с источником тока пластинчатого ножа, установленного с возможностью перемещения в направлении, перпендикулярном нзправле0 нию подачи моноволокна, и зажима, имеющего неподвижную и установленную с возможностью перемещения подпружиненную губки с пазами для размещения ножа. механизм приема брикетов, состоящий из
5 подающего валка и подпружиненного поджимного валка, имеющего средство для его перемещения, и привод, отличающееся тем, что, с целью повышения качества получаемых изделий, неподвижная губка размещена на подающем валке, а ее4 паз для
размещения ножа образован канавками, расположенными по взаимно перпендикулярным осям, ось поджимного валка смещена относительно оси подающего валка в направлении подачи моноволокна, средст-
во перемещения поджимного валка выполнено в виде отжимного клина, установленного на захвате, а подающий валок кинематически связан с приводом через механизм прерывистого вращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯп^тритип-тг^;''!'::"!.; | 1973 |
|
SU361786A1 |
| Устройство для изготовления щеточных брикетов из термопластичного моноволокна | 1987 |
|
SU1416103A1 |
| Установка для изготовления изделий из ленты | 1981 |
|
SU1178556A1 |
| Установка для обрезки облоя | 1991 |
|
SU1780945A1 |
| МАШИНА ДЛЯ СОЕДИНЕНИЯ КАНАТОВ | 1967 |
|
SU215765A1 |
| Устройство для обработки давлением и сборки сетчатых деталей,преимущественно секций масляных фильтров | 1983 |
|
SU1094717A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1976 |
|
SU596340A1 |
| Автомат для сборки хомута из ленты | 1972 |
|
SU562358A1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Устройство для мерной резки провода | 1981 |
|
SU1134266A1 |
Изобретение относится к устройствам для изготовления щеточных брикетов из термопластичного моноволокна, применяемых, например, в щеточных съемниках хлоп- коуборочных и хлопкоочистительных машин. Цель изобретения - повышение качества получаемых брикетов. Устройство содержит механизм подачи моноволокна в зону обработки, установленный с возможностью возвратно-поступательного перемещения по направляющим станины управляемого захвата, механизм соединения ленты моноволокна, состоящий из элемента плавления в виде перемещаемого перпендикулярно направлению подачи ленты пластинчатого ножа и зажима, включающего неподвижную и подпружиненную подвижную губки, имеющие пазы для размещения элемента плавления, механизм приема брикетов, состоящий из подающего и подпружиненного поджимного валков, последний из которых имеет средство его перемещения. Неподвижная губка размещена на подающем валке механизма приема брикетов, а ее паз для размещения элемента плавления образован выполненными на нем канавками, расположенными диаметрально противоположно по взаимно перпендикулярным осям. Ось подпружиненного поджимного валка смещена относительно оси подающего валка в направлении подачи ленты, а средство его перемещения выполнено в виде отжимного клина, установленного на захвате. Подающий валок кинематически связан с приводом через механизм прерывистого вращения 1 ил. w fe О fc 00 ю О
tiffin
10
KZiгз
w -у&
У
| ВСЕСОЮЗНАЯп^тритип-тг^;''!'::"!.; | 0 |
|
SU361786A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
