(Л
с
19.
Э5
о со
2S
ЗЕ
гз
нения моноволокон, содержащий элемент 11 для их плавления, закрепленный на траверсе 12, установленной с возможностью возвратно-поступательного Движения в направлении, перпендикулярном направлению подачи ленты моноволокон, средство для зажима ленты, имеющее подпружиненные зажимные губки 16, 17 и привод. Механизм соединения моноволокон снабжен планками 14,15, подпружиненными соответственно к зажимным губкам 16, 17 в направлении подачи ленты, и двуплечим поворотным рычагом 29, одно плечо которого несет ложемент 30. Ложемент 30 размещен под элементом 11 для плавления соосно с ним и имеет формообразующий паз 33. Другое плечо рычага 29 кинематически связано с приводом. 1 ил.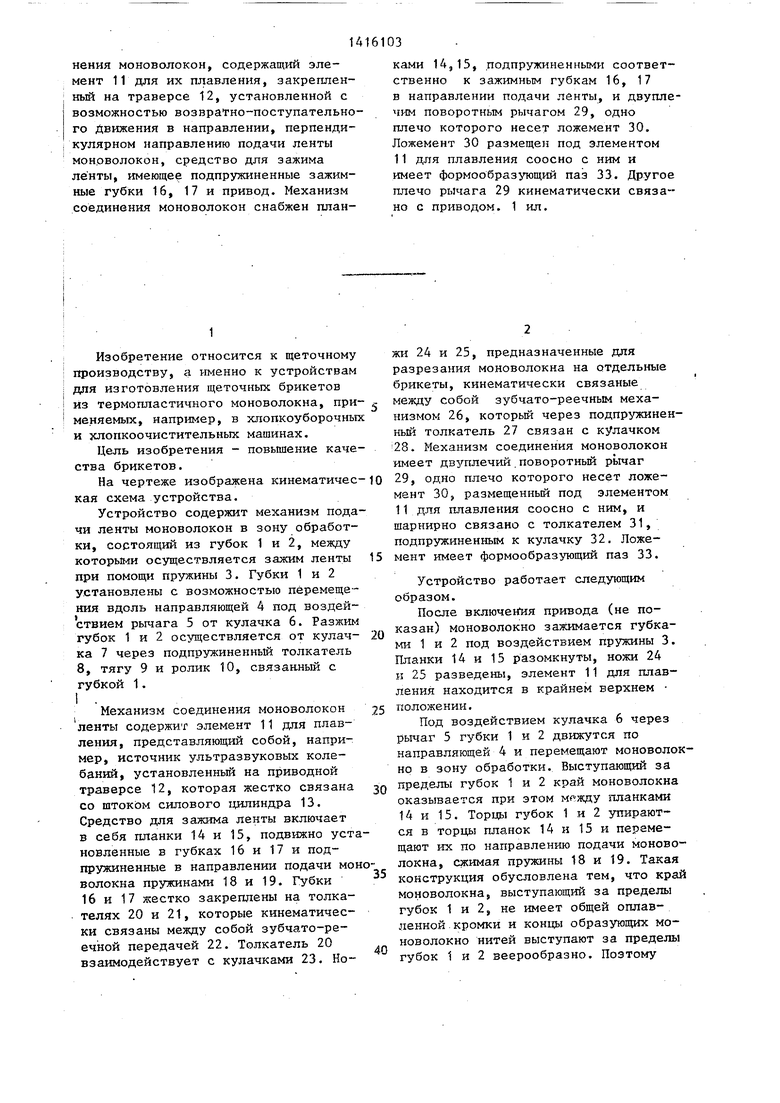
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯп^тритип-тг^;''!'::"!.; | 1973 |
|
SU361786A1 |
| Устройство для изготовления щеточных брикетов из термопластического моноволокна | 1989 |
|
SU1644890A1 |
| СПОСОБ РЕЗКИ ЛЕНТ ИЗ ТЕРМОПЛАСТИЧЕСКИХ МАТЕРИАЛОВ | 1971 |
|
SU303052A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯЛЕНТЫ | 1971 |
|
SU295552A1 |
| Устройство к прессу для манипулирования обработанной деталью | 1980 |
|
SU990381A1 |
| Устройство для формирования и закрутки петли на проводах или проволоке | 1980 |
|
SU961827A1 |
| Автомат для крепления деталей на проводник | 1982 |
|
SU1027293A1 |
| Устройство для прерывистой подачи материала | 1971 |
|
SU515555A1 |
Изобретение относится к щеточному производству, а именно к устройствам для изготовлений щеточных брикетов из термопластичного моноволокна, применяемых, например, в хлопкоуборочных и хлопкоочистительных машинах. Цель изобретения - повышение качества брикетов. Устройство содержит механизм подачи ленты моноволокон в зону обработки,механизм соеди
1
Изобретение относится к щеточному производству, а именно к устройствам для изготовления щеточных брикетов из термопластичного моноволокна, при- меняемых, например, в хлопкоуборочных и хлопкоочистительных машинах.
Цель изобретения - повышение качества брикетов.
На чертеже изображена кинематическая схема устройства.
Устройство содержит механизм подачи ленты моноволокон в зону обработки, состоящий из губок 1 и 2, между которыми осуществляется зажим ленты при помощи пружины 3. Губки 1 и 2 установлены с возможностью перемещения вдоль направляющей 4 под возде - ствием рычага 5 от кулачка 6. Разжим губок 1 и 2 осуществляется от кулач- ка 7 через подпружиненный толкатель 8, тягу 9 и ролик 10, связанный с губкой 1. .
Механизм соединения моноволокон ленты содержит элемент 11 для плавления, представляющий собой, например, источник ультразвуковых колебаний, установленный на приводной траверсе 12, которая жестко связана со штоком силового цилиндра 13. Средство для зажима ленты включает в себя планки 14 и 15, подвижно установленные в губках 16 и 17 и подпружиненные в направлении подачи моноволокна пружинами 18 и 19. Губки 16 и 17 жестко закреплены на толкателях 20 и 21, которые кинематически связаны между собой зубчато-реечной передачей 22. Толкатель 20 взаимодействует с кулачками 23. Но
5 0
5 о
5
жи 24 и 25, предназначенные для разрезания моноволокна на отдельные брикеты, кинематически связаные между собой зубчато-реечным механизмом 26, которьй через подпружиненный толкатель 27 связан с кулачком
29,одно плечо которого несет ложемент 30, размещенный под элементом 11 для плавления соосно с ним, и шарнирно связано с толкателем 31, подпружиненным к кулачку 32. Ложемент имеет формообразующий паз 33.
Устройство работает следующим образом.
После включения привода (не показан) моноволокно зазшмается губками 1 и 2 под воздействием пружины 3. Планки 14 и 15 разомкнуты, ножи 24 и 25 разведены, элемент 11 для плавления находится в крайнем верхнем положении.
Под воздействием кулачка 6 через рычаг 5 губки 1 и 2 движутся по направляющей 4 и перемещают моноволокно в зону обработки. Выступающий за пределы губок 1 и 2 край моноволокна оказывается при этом между планками 14 и 15, Торцы губок 1 и 2 упираются в торцы планок 14 и 15 и перемещают их по направлению подачи моноволокна, сжимая пружины 18 и 19. Такая конструкция обусловлена тем, что край моноволокна, выступающий за пределы губок 1 и 2, не имеет общей оплавленной кромки и концы образующих моноволокно нитей выступают за пределы губок 1 и 2 веерообразно. Поэтому
14
обеспечения гарантированного зажима всех нитей необходимы зазоры /между губкой 1 и планкой 14, а также губкой 2 и планкой 15, в ко- (Торые могли бы попасть нити. При этом величина выступающего за края губок 1 и 2 конца моноволокна меньше, чем половина расстояния, между планками 14 и 15. Это позволяет избежать попадание нитей в зазоры между губкой
Iи планкой 14, губкой 2 и планкой
15 при их сближении. Затем под воздействием кулачка 23 и толкателя 20 зубчато- реечный механизм обеспечивает сближение планок 14 и 15, и моноволокно зажимается между ними. В этот момент губки 1 и 2 разжимаются под воздействием кулачка 7 и толкателя 8 и перемещаются в исходное положение под воздействием кулачка 6 и рычага 5.
Под воздействием кулачка 28 толкатель 27, перемещаясь вверх, приводит в движение зубчато-реечный меха- низм 26, что обусловливает сближение кожей 24 и 25, которые перерезают моноволокно.
Под воздействием поршня силового цилиндра 13 -траверса 12 и элемент 11 для плавления перемещаются вниз. При этом ввиду того, что один край моноволокна зажат планками 14 и 15, а другой край, образованный после резки ножами 24 и 25, свободен, элемент 11 для плавления по мере перемещения вниз -увлекает за собой моноволокно в формообразующий паз ложемента 30. При этом элемент 11 для плавления .контактирует с моноволокном по сере- дине отрезанного участка и производит сплавление нитей и образование в результате диффузии расплавленного материала единого шва, препятствующего рассыпанию нитей. Затем элемент
I1для плавления под воздействием поршня силового цилиндра 13 отводится вверх. Планки 14 и 15 разжимаются
Q
g 0
5
о д g
5
03
и отводятся в исходное положение под воздействием кулачка 23 и зубчато- реечной передачи 22. Под воздействием кулачка 32 и толкателя 31 рычаг 29 поворачивается вокруг своей оси, и готовый брикет под действием собственного веса сбрасывается в лрием- ную тару. После этого рычаг 29 возвращается в исходное положение. Цикл повторяется.
Полученный брикет представляет собой набор нитей, скрепленных посредством оплавления в середине длины набора. При этом ширина оплавленного участка определяется величиной нагрузки на брикет в процессе эксплуатации. В результате исключается необходимость в дополнительной операции по усилению шва.
Формула изобретения
Устройство для изготовления щеточных, брикетов из термопластичного моноволокна, содержащее механизм пода-
чи ленты моноволокон в зону обработки, механизм соединения моноволокон, содержащий элемент.для их плавления, закрепленный на траверсе, установ- ленной с возможностью возвратно-поступательного движения в направлении, перпендикулярном направлению подачи ленты моноволокна, средство для зажима ленты, имеющее подпружиненные зажимные губки, и привод, отличающееся тем, что, с целью повышения качества, механизм соединения моноволокон снабжен.планками, подпружиненными соответственно к зажимным губкам в направлении подачи ленты, и двуплечим поворотным рычагом, одно плечо которого несет ложемент, размещенный под элементом для плавления моноволок6н соосно с ним и имеющий формообразующий паз, а рругое кинематически связано с приводом.
| ВСЕСОЮЗНАЯп^тритип-тг^;''!'::"!.; | 0 |
|
SU361786A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
