ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу объединения в пучок множества щетинок, подлежащих использованию в кистях для покраски, головке кисти для покраски, содержащей такой пучок щетинок, и кисти для покраски, содержащей такой пучок щетинок и/или головку кисти для покраски.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Кисти для покраски обычно изготавливаются из щетинок, при этом щетинки образуют щетиночный блок, который может удерживать внутри себя краску посредством адгезии, а также капиллярных сил.
Щетинки могут представлять собой натуральные или синтетические волокна, при этом синтетические волокна, то есть моноволокна, могут изготавливаться из широкого разнообразия термопластических полимеров, в широком разнообразии конфигураций, включающих в себя сплошную и полую, и в широком разнообразии поперечных сечений, включающих в себя круглое, овальное, треугольное, трехкамерное, четырехкамерное, дольчатое, или могут содержать многочисленные пустоты.
Общеизвестно использование металлического обжимного кольца и адгезива для соединения щетинок с образованием щетиночного блока, и щетиночного блока с металлическим обжимным кольцом и ручкой кисти для покраски. Это обычно делается посредством вставки одного конца щетиночного блока в металлическое обжимное кольцо и дальнейшего нанесения адгезива на конец щетиночного блока внутри металлического обжимного кольца. Обычно используется эпоксидный адгезив, при этом общеизвестно, что эпоксидные смолы в своем жидком и неотвержденном состоянии в большинстве своем являются раздражающими для глаз и кожи, а также токсичными для водных организмов. Со временем воздействие эпоксидных смол может вызывать аллергическую реакцию. Сенсибилизация в целом происходит из–за многократного воздействия (например, из–за плохой гигиены труда и/или недостатка защитных средств) в течение длительного периода времени.
Кроме того, эпоксидные адгезивы, используемые для изготовления кисти для покраски, как известно, имеют длительное время отверждения, обычно несколько часов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Соответственно, цель настоящего изобретения состоит в преодолении недостатков предшествующего уровня техники, таких как указаны выше.
Другая цель состоит в обеспечении альтернативного способа объединения в пучок щетинок, подлежащих использованию в кистях для покраски, без подвергания рабочего персонала воздействию токсических адгезивов.
Еще одной целью является обеспечение альтернативного способа объединения в пучок щетинок, подлежащих использованию в кистях для покраски, при котором уменьшено общее время изготовления.
Еще одной целью является обеспечение альтернативного способа объединения в пучок щетинок, подлежащих использованию в кистях для покраски, при котором уменьшается трудоемкая и грязная/неприятная операция, связанная с обращением, использованием и нанесением липкого текучего адгезива.
Еще одной целью является обеспечение альтернативного способа объединения в пучок щетинок, подлежащих использованию в кистях для покраски, при котором объединение в пучок выполняется перед установкой щетинок или моноволокон в головку кисти для покраски, то есть вставки в носитель щетинок.
Дополнительная цель настоящего изобретения состоит в обеспечении заменяемой головки кисти для покраски и ручки кисти для покраски, выполненной с возможностью использования с такой головкой кисти для покраски.
Согласно изобретению обеспечивается способ объединения в пучок множества щетинок или моноволокон, выполненных с возможностью использования в кистях для покраски посредством: сбора заданного числа моноволокон или щетинок в группу или пучок щетинок/моноволокон, так чтобы указанные щетинки или моноволокна соприкасались друг с другом по длине, выравнивания щетинок или моноволокон на одном конце щетинок/моноволокон с получением ровной торцевой поверхности и сплавления указанного одного конца щетинок/моноволокон вместе посредством лазера в объединенный пучок щетинок или моноволокон.
Таким образом, обеспечивается альтернативный способ объединения в пучок группы щетинок/моноволокон, при этом объединение в пучок выполняется перед вставкой группы щетинок/моноволокон в носитель щетинок. Кроме того, обеспечивается нетоксичный способ объединения в пучок, при котором общее время изготовления кисти для покраски уменьшается, поскольку этот способ не требует выжидания окончания химического процесса отверждения.
В контексте настоящего изобретения под термином "моноволокно" понимается удлиненный гибкий элемент, имеющий первый конец и второй конец, то есть щетинка. Первый конец, то есть указанный один конец, является частью корневой секции, в которой щетинка или моноволокно содержится, удерживается и/или закреплено в носителе щетинок. Второй конец щетинки или моноволокна образует свободный кончик, который обычно контактирует с поверхностью, подлежащей окраске с помощью кисти для покраски. Второй конец является частью верхушечной секции щетинки/моноволокна.
Множество щетинок/моноволокон могут включать в себя сплошные и/или полые щетинки или моноволокна и иметь широкое разнообразие поперечных сечений, включающих в себя круглое, овальное, треугольное, трехкамерное, четырехкамерное, дольчатое и т.д., или могут быть гофрированными, или содержать многочисленные пустоты, или иметь любой другой тип неровной поверхности.
Множество щетинок/моноволокон может изготавливаться из любого подходящего термопластического полимера, включающего в себя полиамиды, полиэфиры и/или полиолефины.
Множество щетинок/моноволокон может представлять собой смесь различных типов моноволокон, например, имеющих различные длины и/или различные диаметры, и/или может быть изготовлено из различных материалов. Под “диаметром” в настоящей заявке понимается средний диаметр щетинки или моноволокна или в целом максимальный поперечный размер щетинки или моноволокна.
Собирание щетинок/моноволокон в группу может обеспечиваться посредством использования держателя, охватывающего или иным образом удерживающего группу щетинок/моноволокон и формирующего группу щетинок/моноволокон заданной формы посредством известных способов.
Ровная торцевая поверхность может представлять собой плоскую поверхность, искривленную или ступенчатую поверхность или иметь любую другую подходящую форму.
Может осуществляться управление лазерным источником для сплавления указанного одного конца множества щетинок/моноволокон вместе посредством нагрева лазерным лучом. Это делается посредством расположения группы щетинок/моноволокон так, чтобы они подвергались действию/энергии лазерного луча. Энергия лазерного источника прикладывается по меньшей мере к части площади указанного одного конца множества щетинок/моноволокон или прикладывается ко всей площади указанного одного конца множества щетинок/моноволокон. Энергия лазерного источника распределяется по меньшей мере по части площади указанного одного конца множества щетинок/моноволокон и затем распространяется на оставшуюся площадь. Лазерный источник применяется для равномерного нагревания площади для одинакового расплавления указанного одного конца множества щетинок/моноволокон.
Температура, получаемая посредством использования лазера, может предпочтительно быть достаточной для сплавления вместе указанного одного конца множества щетинок/моноволокон и для обеспечения прочного и одновременнно гибкого или податливого или мягкого сплава/оплавки при сплавлении вместе указанного одного конца множества щетинок/моноволокон, поскольку температура поддерживается на оптимальном уровне, так как слишком высокая температура во время сплавления может привести к пористому и хрупкому сплаву или оплавке.
В одном аспекте изобретения сплавление посредством использования лазера выполняется по заданному маршруту, который выполнен с возможностью равномерного распределения нагревания указанного одного конца щетинок/моноволокон.
Указанный маршрут может предусматривать перекрещивания так, что нагревание прикладывается к части торцевой поверхности щетинок/моноволокон более одного раза.
Таким образом обеспечивается относительное перемещение между концами щетинок/моноволокон и лазерным лучом, так что луч проходит через всю торцевую поверхность, снабженную щетинками/моноволокнами, предпочтительно более одного раза, при этом тепло распределяется так, что указанный один конец щетинок/моноволокон не сжигается, а только сплавляется в объединенный конец.
В другом аспекте изобретения сплавление посредством лазера выполняется расфокусированным лазером.
Для обеспечения расфокусированного лазерного луча может использоваться одна или более линз.
Таким образом обеспечивается альтернативный и/или дополнительный способ распределения нагревания от лазера, так что указанный один конец щетинок/моноволокон не сжигается, а только сплавляется и объединяется вместе.
Таким образом обеспечивается альтернативный и/или дополнительный способ распределения нагревания от лазера так, что один конец щетинок/моноволокон не сжигается, а только сплавляется вместе с другими концами щетинок/моноволокон, по меньшей мере с наиболее близко расположенными, объединяя щетинки/моноволокна в непрерывный блок всей торцевой поверхности, снабженной щетинками/моноволокнами.
В еще одном аспекте изобретения указанный способ дополнительно содержит приплавление указанного одного конца пучка щетинок/моноволокон к полимерному носителю щетинок.
Полимерный носитель щетинок может быть изготовлен из любого подходящего термопластического полимера, включающего в себя полиамиды, полиэфиры и/или полиолефины.
Полимерный носитель щетинок может быть удобным для вмещения пучка щетинок/моноволокон посредством первого проема. Пучок щетинок/моноволокон может быть приплавлен к внутренней поверхности полимерного носителя щетинок посредством приложения тепла через второй проем, противоположный первому проему. Полимерный носитель щетинок может представлять собой полимерное обжимное кольцо.
В одном аспекте изобретения способ дополнительно содержит приплавление наружной периферии указанного одного конца пучка щетинок/моноволокон к полимерному носителю щетинок.
Таким образом обеспечивается граница спая между пучком щетинок/моноволокон и полимерным носителем щетинок, объединяющая две части в одну, то есть головку кисти для покраски.
В другом аспекте изобретения способ дополнительно содержит этап, на котором расплавляют дополнительный материал, содержащийся в полимерном носителе щетинок, например, на его внутренней стороне и/или в виде кольцеобразного нароста из дополнительного материала, так что дополнительный материал образует дополнительный расплавленный слой и/или объем и/или площадь для дополнительного/более плотного покрытия и сплавления по меньшей мере частично торцевой поверхности множества щетинок/моноволокон. Этот “дополнительный” материал расплавляется и “добавляет” больше материала к сплаву/оплавке при сплавлении вместе указанного одного конца множества щетинок/моноволокон.
Вышеупомянутый расплавленный слой может представлять собой смесь дополнительного материала из полимерного носителя щетинок и множества моноволокон. Расплавленный слой может покрывать всю торцевую поверхность множества щетинок/моноволокон. дополнительный материал может расплавляться посредством лазера. “Дополнительный” материал может, в некоторых аспектах, добавляться так, что вставка выступает на некоторое расстояние над множеством моноволокон, при этом добавленный материал в качестве части выступающего “верха” вставки затем расплавляется и соединяется (сплавляется) с расположенными ниже моноволокнами.
Множество моноволокон и полимерный носитель щетинок могут, таким образом, быть сплавлены вместе на одном и том же этапе. Таким образом множество щетинок/моноволокон, и/или вставка, и/или носитель щетинок объединяются посредством одновременного сплавления вместе.
В еще одном аспекте изобретения способ дополнительно содержит сплавление указанного одного конца пучка щетинок/моноволокон по меньшей мере с частью полимерной вставки.
По меньшей мере часть наружной периферии полимерной вставки может сплавляться вместе с соседними щетинками/моноволокнами. Между полимерной вставкой и соседними щетинками/моноволокнами может создаваться линия спая.
Полимерная вставка может изготавливаться из вспененного или резинового материала, например, полиэфира. Полимерная вставка может изготавливаться из любого подходящего термопластического полимера, в том числе из полиамидов, полиэфиров и/или полиолефинов.
Полимерная вставка может располагаться центрально в пучке щетинок/моноволокон. Полимерная вставка может использоваться для создания полости в пучке щетинок/моноволокон, выполненной с возможностью хранения некоторого количества краски.
Таким образом обеспечивается линия спая между пучком щетинок/моноволокон и по меньшей мере одной полимерной вставкой, объединяющая две части в одну, то есть в пучок щетинок/моноволокон, содержащий полимерную вставку.
В одном аспекте изобретения способ дополнительно содержит этап, на котором располагают полимерную вставку так, что участок полимерной вставки выступает из торцевой поверхности множества щетинок/моноволокон, и расплавляют выступающий участок полимерной вставки так, что выступающий участок полимерной вставки образует наплавленный слой, покрывающий по меньшей мере частично торцевую поверхность множества щетинок/моноволокон.
Наплавленный слой может представлять собой смесь полимерной вставки и множества моноволокон. Наплавленный слой может покрывать всю торцевую поверхность множества щетинок/моноволокон.
Множество моноволокон и полимерная вставка могут, таким образом, сплавляться вместе на одном этапе способа. Выступающий участок полимерной вставки может расплавляться посредством лазера.
Наплавленный слой может содержать смесь дополнительного материала из полимерного носителя щетинок, выступающий участок полимерной вставки и множество моноволокон. Таким образом полимерный носитель щетинок, полимерная вставка и множество моноволокон могут сплавляться вместе на одном этапе способа.
В другом аспекте изобретения множество щетинок/моноволокон и/или полимерный носитель щетинок и/или полимерная вставка изготовлен/изготовлены из полиэфира.
Щетинки/моноволокна, полимерный носитель щетинок и полимерная вставка могут быть изготовлены из одного и того же материала, например, полиэфира. В этом случае щетинки/моноволокна, полимерный носитель щетинок и полимерная вставка имеют одинаковые термические характеристики, то есть расплавляются и твердеют при одних и тех же температурах.
Изобретение также относится к головке кисти для покраски, содержащей пучок щетинок или моноволокон и полимерный носитель щетинок, полученных описанным выше способом.
Пучок щетинок/моноволокон может съемно прикрепляться к полимерному носителю щетинок.
В одном аспекте изобретения пучок щетинок/моноволокон и полимерный носитель щетинок сплавлены вместе.
В другом аспекте изобретения полимерный носитель щетинок съемно прикреплен к ручке кисти для покраски.
Прикрепление полимерного носителя щетинок к ручке кисти для покраски может обеспечиваться посредством замкового соединения, поворотного соединения, скользящего соединения или посредством любого другого подходящего средства соединения.
Таким образом обеспечивается заменяемая головка кисти для покраски, выполненная с возможностью использования с соответствующей ручкой кисти для покраски. Кроме того, обеспечивается головка кисти для покраски без использования токсических адгезивов, и при этом уменьшается общее время ее изготовления.
Изобретение также относится к кисти для покраски, содержащей пучок щетинок/моноволокон, полученный описанным выше способом, и/или к головке кисти для покраски, как описано выше.
Таким образом обеспечивается заменяемая головка кисти для покраски и ручка кисти для покраски, выполненная с возможностью использования с такой головкой кисти для покраски. Кроме того, обеспечивается кисть для покраски без использования токсических адгезивов, и при этом уменьшается общее время ее изготовления.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение более подробно объяснено далее со ссылкой на чертежи, представляющие его варианты осуществления.
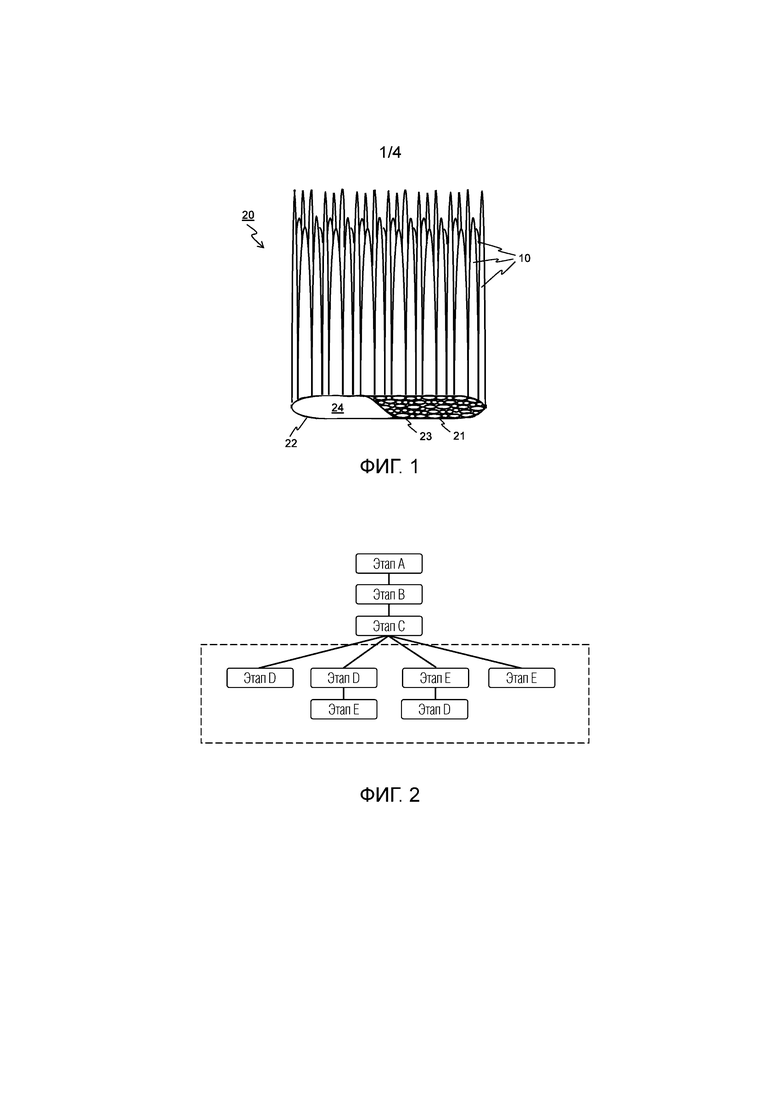
Фиг. 1 представляет пучок щетинок/моноволокон в соответствии с изобретением,
Фиг. 2 представляет этапы способа объединения в пучок множества щетинок/моноволокон в соответствии с изобретением,
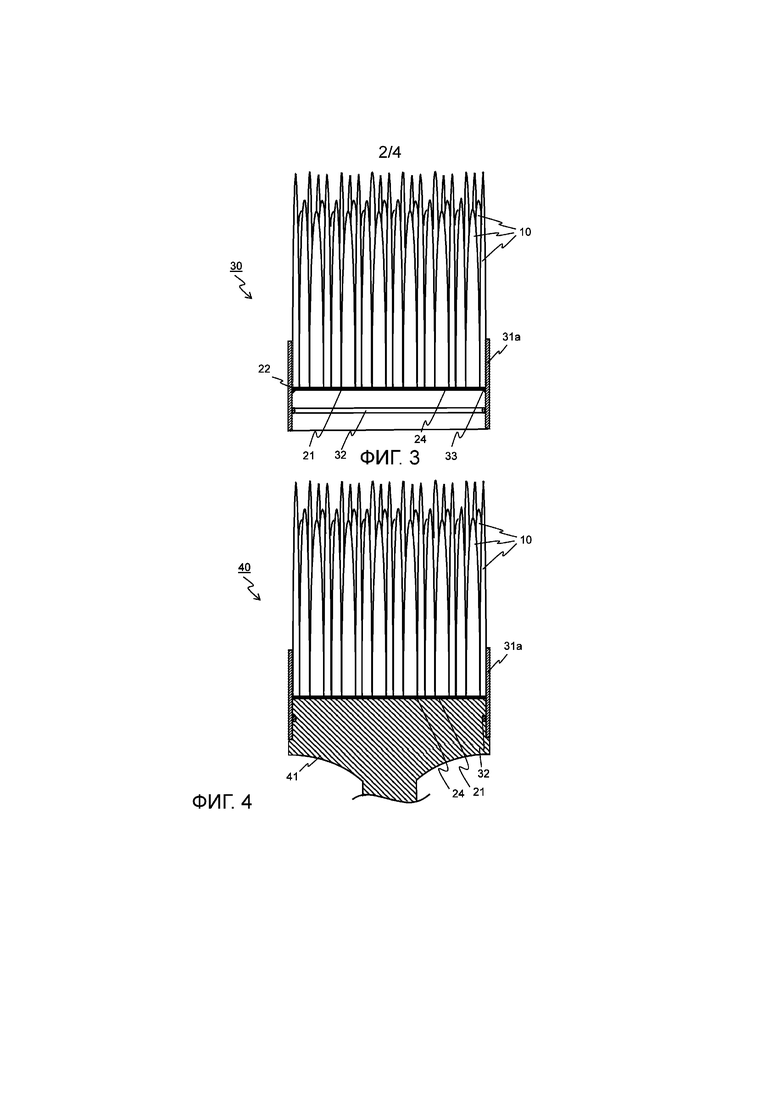
Фиг. 3 представляет головку кисти для покраски в соответствии с изобретением, содержащую полимерный носитель щетинок и являющеюся необязательно заменяемой,
Фиг. 4 представляет кисть для покраски, содержащую заменяемую головку кисти для покраски в соответствии с изобретением,
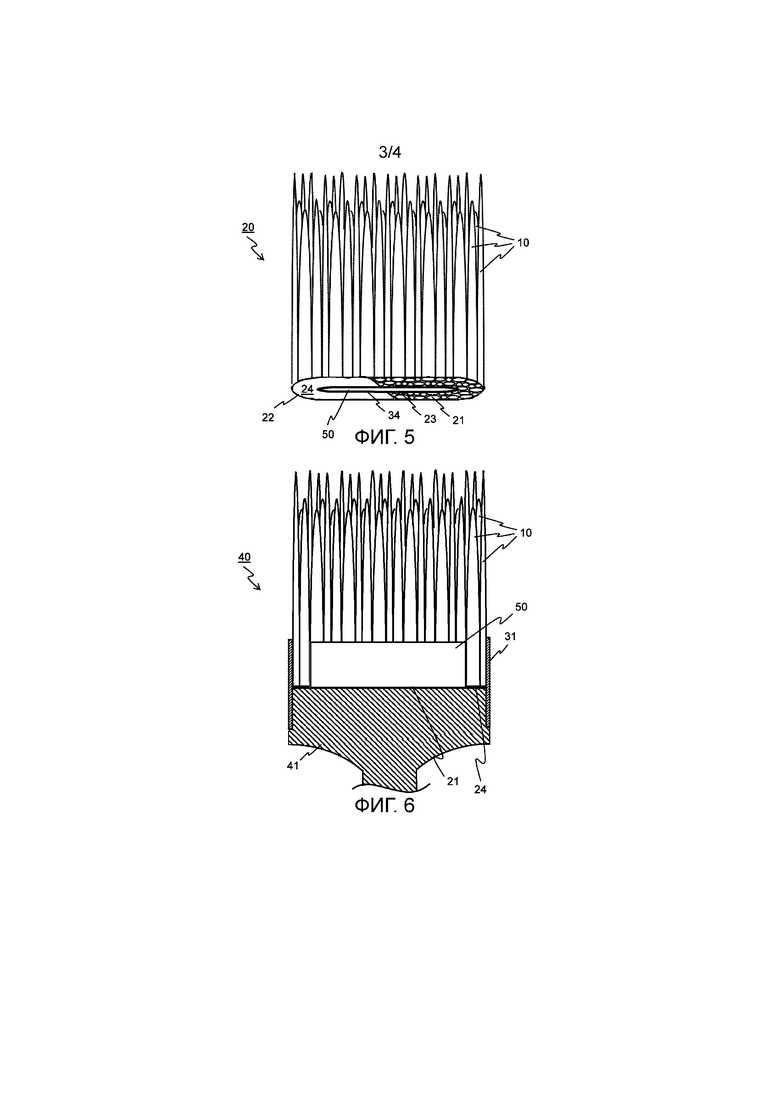
Фиг. 5 представляет пучок щетинок/моноволокон, содержащий полимерную вставку в соответствии с изобретением,
Фиг. 6 представляет кисть для покраски, содержащую пучок щетинок/моноволокон, содержащий полимерную вставку в соответствии с изобретением,
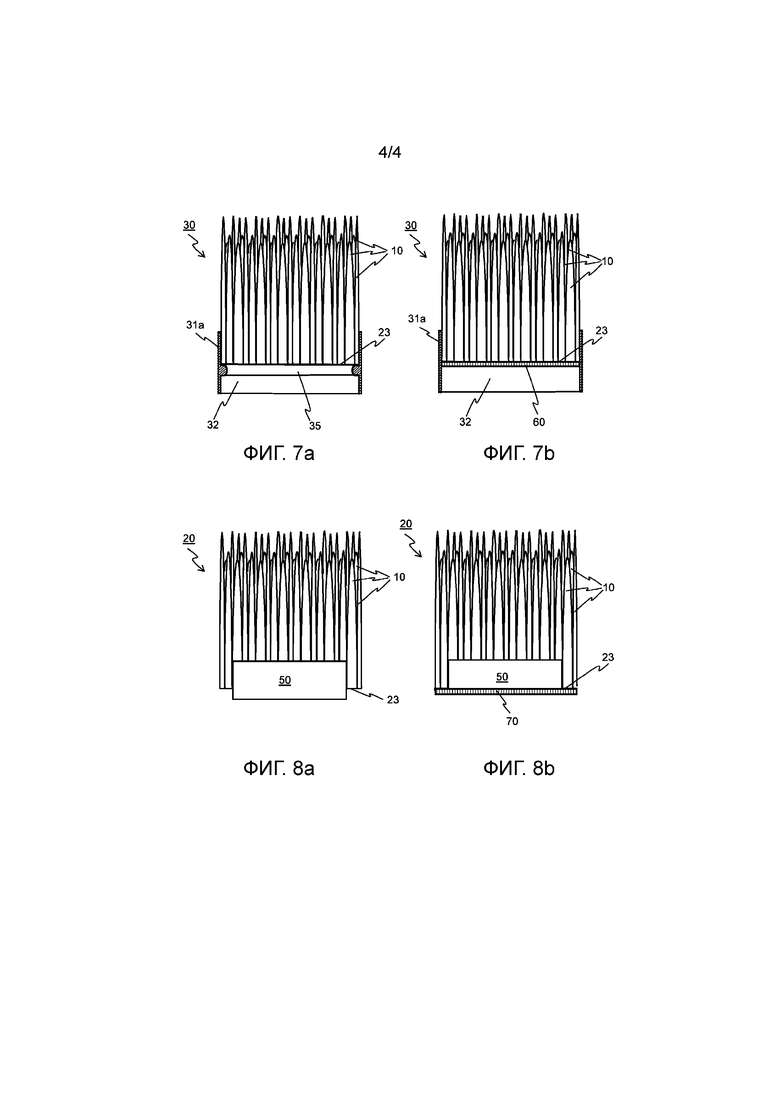
Фиг. 7a–b представляет головку кисти для покраски, в которой полимерный носитель щетинок содержит дополнительный материал, подлежащий расплавлению в наплавленный слой, и
Фиг. 8a–b представляет пучок щетинок/моноволокон, в котором выступающий участок полимерной вставки расплавлен в наплавленный слой.
ПОДРОБНОЕ ОПИСАНИЕ
Изобретение относится к пучку 20 щетинок или моноволокон, сплавленных вместе на одном конце 21 щетинок, то есть корневом конце щетинок, подлежащему использованию вместе с носителем 31 щетинок, в частности, полимерным носителем 31a щетинок, и к ручке 41 кисти для покраски для получения кисти 40 для покраски. Настоящее изобретение также относится к способу объединения в пучок множества щетинок 10 в объединенный пучок 20 щетинок. Способы смешивания, формирования и собирания отдельных щетинок или моноволокон во множество таких щетинок в блок или пучок щетинок перед соединением /фиксацией/прикреплением/объединением щетинок друг с другом на одном конце известны из уровня техники и не объясняются в настоящем документе.
На фиг. 1 проиллюстрирован пучок 20 щетинок согласно изобретению, содержащий множество щетинок 10, собранных в группу щетинок так, что щетинки 10 касаются друг друга по всей своей длине, и выровнены так, что на одном конце 21 щетинок образована ровная торцевая поверхность 23. Группе щетинок 10 придана форма заданной наружной периферии 22. Пучок 20 щетинок дополнительно получен посредством этапа C сплавления одного конца 21 щетинок 10 вместе посредством лазера (не показан) так, что на торцевой поверхности 23 образуется непрерывный слой сплавленных и объединенных щетинок 24.
Пучок 20 щетинок 10 может быть выполнен с возможностью прикрепления к ручке 41 кисти для покраски посредством носителя 31 щетинок, то есть металлического обжимного кольца, и/или полимерного носителя 31а щетинок, то есть полимерного обжимного кольца, как представлено на фиг. 3, 4 и 6.
Как проиллюстрировано на фиг. 1, множество щетинок 10 может содержать различные типы щетинок, имеющих различную длину и/или диаметр и/или изготовленных из различных материалов. Альтернативно множество щетинок 10 может содержать только один тип щетинок, имеющих одну и ту же длину, диаметр и/или материал.
На фиг. 2 проиллюстрированы этапы A–D способа объединения в пучок множества щетинок 10 согласно изобретению, при этом на первом этапе A собирают заданное число щетинок 10 в группу или пучок 20 щетинок так, что щетинки 10 касаются друг друга по всей своей длине.
На следующем этапе B выравнивают щетинки 10 на одном конце 21 с получением ровной торцевой поверхности 23.
На следующем этапе C сплавляют один конец 21 щетинок 10 посредством лазера в объединенный пучок 20 щетинок.
Этапы D и E являются необязательными этапами, при этом один из них или оба могут выполняться одновременно с этапом C или после этапа C в любом порядке. На этапе D сплавляют один конец 21 пучка 20 щетинок с полимерным носителем 31 щетинок. На этапе E cплавляют один конец 21 пучка 20 щетинок с по меньшей мере частью полимерной вставки 50.
На фиг. 3 проиллюстрирована головка 30 кисти для покраски согласно изобретению, при этом головка 30 кисти для покраски содержит пучок 20 щетинок, полученный посредством этапов A–C способа, представленных на фиг. 2, и прикреплена к полимерному носителю 31а щетинок посредством этапа D способа, представленного на фиг. 2. При приплавлении пучка 20 щетинок к внутренней поверхности полимерного носителя 31а щетинок между двумя частями может создаваться линия 33 спая.
Полимерный носитель 31 щетинок может содержать канавки, ребра или другие подходящие соединительные средства 32, выполненные с возможностью фиксации или съемного прикрепления головки 30 кисти для покраски к ручке 41 кисти для покраски, как представлено на фиг. 4. Таким образом обеспечивается кисть 40 для покраски.
На фиг. 5 и 6 проиллюстрирован пучок 20 щетинок 10, содержащий полимерную вставку 50, и кисть 40 для покраски, содержащая такой пучок 20 щетинок согласно изобретению, при этом полимерная вставка 50 расположена на одном конце щетинок 10 и проходит вдоль части длины щетинок 10. Полимерная вставка 50 располагается так, что щетинки 10 окружают полимерную вставку 50. Торцевая поверхность полимерной вставки 50 и один конец 21 щетинок могут вместе образовывать ровную торцевую поверхность пучка 20 щетинок 10. При приплавлении щетинок 10, например, к наружной периферии полимерной вставки 50, между полимерной вставкой 50 и соседними щетинками 10 может создаваться линия 34 спая. В данном случае пучок 20 щетинок образует кольцевой по форме объем вокруг вставки 50 и между полимерной вставкой и (полимерным) носителем щетинок или обжимным кольцом 31, 31a.
Как представлено на фиг. 6, полимерная вставка 50 может выступать на расстояние вдоль длины щетинок 10, соответствующее длине, на которую (полимерный) носитель 31, 31a щетинок проходит вдоль длины щетинок 10.
Согласно аспекту изобретения для равномерного нагревания площади применяется лазерный источник, для равномерного расплавления одного конца множества щетинок/моноволокон 21.
Температура, получаемая при использовании лазера, может предпочтительно быть достаточной для сплавления одного конца множества щетинок/моноволокон 21 вместе и для обеспечения прочности и одновременно гибкости или податливости или мягкого расплавления/плавления при сплавлении вместе одного конца множества щетинок/моноволокон 21, при этом температура поддерживается на оптимальном уровне, поскольку слишком высокая температура при сплавлении может приводить к пористому и хрупкому расплаву или сплаву.
Согласно аспекту изобретения лазерный источник применяется на одном или более этапах. На первом этапе моноволокна предварительно нагреваются, на втором этапе моноволокна начинают плавиться, и на третьем этапе моноволокна полностью расплавляются. Согласно одному аспекту указанные три этапа выполняются как один этап. На одном или более из первого, второго и третьего этапа лазерный источник применяется в течение заданного времени. Согласно аспекту лазерный источник использует маршрут, при котором он проходит "вперед–назад" над моноволокнами. Согласно аспекту лазерный источник проходит над моноволокнами по кольцевому маршруту.
На фиг. 7a–b проиллюстрирована головка 30 кисти для покраски по изобретению, в которой полимерный носитель 31 щетинок содержит дополнительный материал 35, расположенный по меньшей мере частично на внутренней поверхности или в виде кольцевого края, частично или полностью окружающего внутреннюю поверхность полимерного носителя 31а щетинок. Как показано на фиг. 7a, дополнительный материал 35 может представлять собой выступающее ребро, проходящее вдоль всего периметра внутренней поверхности. Дополнительный материал 35 может представлять собой множество непрерывных или прерывающихся, то есть отдельных выступающих ребер (не представлено). Как представлено на фиг. 7b, дополнительный материал 35 может расплавляться посредством лазера с образованием наплавленного слоя 60, покрывающего торцевую поверхность 23 множества щетинок 10.
Множество щетинок 10 и полимерный носитель щетинок могут, таким образом, быть сплавлены вместе одновременно, то есть на одном этапе способа.
На фиг. 8a–b проиллюстрирован пучок 20 щетинок согласно изобретению. Как показано на фиг. 8a, полимерная вставка 50 может располагаться так, что участок полимерной вставки 50 выступает из торцевой поверхности 23 множества щетинок 10. Как представлено на фиг. 8b, выступающий участок полимерной вставки 50 может быть расплавлен посредством лазера с получением наплавленного слоя 70, покрывающего торцевую поверхность 23 множества щетинок 10.
Множество щетинок и полимерная вставка могут, таким образом, быть сплавлены вместе на одном этапе способа. Выступающий участок полимерной вставки 50 может быть расплавлен посредством лазера.
Полимерная вставка 50 может иметь равностороннюю форму, так чтобы она была правильно ориентирована перед и во время процесса плавления и не перекашивалась относительно окружающих ее частей, из которых состоит кисть для покраски и головка кисти для покраски согласно изобретению.
На чертежах и в описании раскрыты примерные варианты осуществления. Однако может быть изготовлено множество разновидностей и модификаций к этим вариантам осуществления. Соответственно, хотя используются специфические термины, они используются только в общем и описательном смысле, а не с целью ограничения, и объем вариантов осуществления ограничивается нижеприведенной формулой.
| название | год | авторы | номер документа |
|---|---|---|---|
| КИСТЬ, СОДЕРЖАЩАЯ СМЕСЬ МОНОВОЛОКОН | 2018 |
|
RU2762716C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ЩЕТКИ | 2018 |
|
RU2769363C2 |
| ШТАМПОВАННЫЕ ГОЛОВКИ ЩЕТКИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ЩЕТКИ ШТАМПОВАНИЕМ | 2018 |
|
RU2783791C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЩЕТИНЫ | 1997 |
|
RU2197160C2 |
| ГОЛОВКА ЩЕТКИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2787861C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ЩЕТКИ | 2018 |
|
RU2786984C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ЩЕТКИ С ИСПОЛЬЗОВАНИЕМ ФОРМОВАННОГО ДЕРЖАТЕЛЯ ПУЧКОВ И ОПОРНОЙ ПЛАСТИНЫ, А ТАКЖЕ ГОЛОВКА ЩЕТКИ | 2018 |
|
RU2770726C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТИННОГО МАТЕРИАЛА ДЛЯ ИЗДЕЛИЙ ИЗ ЩЕТИНЫ | 1997 |
|
RU2171611C2 |
| УЗЕЛ ГОЛОВКИ ЩЕТКИ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2781101C2 |
| Головка электрической зубной щётки | 2021 |
|
RU2840186C1 |
Группа изобретений относится к способу объединения в пучок множества моноволокон, к головке кисти для покраски, и к кисти для покраски. Способ объединения в пучок множества моноволокон, выполненных с возможностью их использования в кистях для покраски, содержит этапы, на которых собирают заданное число моноволокон в группу моноволокон так, что моноволокна касаются друг друга по всей длине, совмещают моноволокна на одном конце моноволокон с получением ровной торцевой поверхности и сплавляют вместе одни концы моноволокон на торцевой поверхности посредством лазера в объединенный пучок моноволокон. Способ дополнительно содержит этап, на котором приплавляют указанные одни концы пучка моноволокон к по меньшей мере части полимерной вставки. Торцевая поверхность полимерной вставки и одни концы моноволокон вместе образовывают ровную торцевую поверхность пучка моноволокон. Технический результат заключается в повышении безопасности и уменьшении общего времени изготовления кистей для покраски. 3 н. и 9 з.п. ф-лы, 8 ил.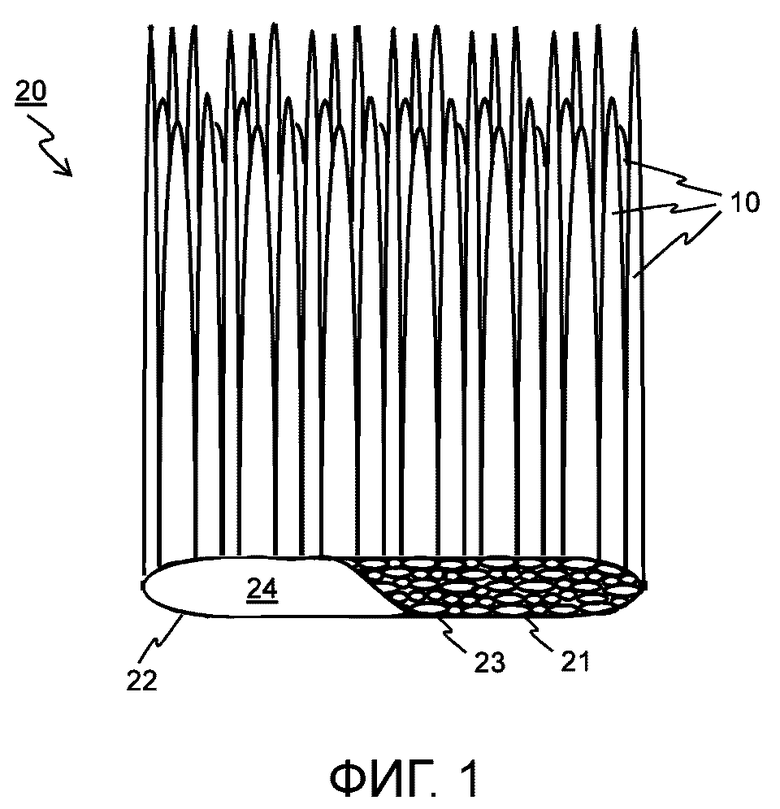
1. Способ объединения в пучок множества моноволокон (10), выполненных с возможностью их использования в кистях (40) для покраски, способ содержит этапы, на которых:
– собирают заданное число моноволокон (10) в группу (20) моноволокон (10) так, что моноволокна касаются друг друга по всей длине,
– совмещают моноволокна (10) на одном конце (21) моноволокон с получением ровной торцевой поверхности (23), и
– сплавляют вместе одни концы (21) моноволокон (10) на торцевой поверхности (23) посредством лазера в объединенный пучок (20) моноволокон, при этом способ дополнительно содержит этап, на котором
– приплавляют указанные одни концы (21) пучка (20) моноволокон (10) к по меньшей мере части полимерной вставки (50), при этом торцевая поверхность полимерной вставки (50) и одни концы (21) моноволокон вместе образовывают ровную торцевую поверхность пучка (20) моноволокон (10).
2. Способ объединения в пучок множества моноволокон (10) по п. 1, в котором сплавление посредством лазера выполняется посредством передвижения лазера по заданному маршруту, выполненному с возможностью равномерного распределения нагревания указанных одних концов (21) моноволокон (10).
3. Способ объединения в пучок множества моноволокон (10) по п. 1 или 2, в котором сплавление посредством лазера выполняется лазером, расположенным вне фокуса в положении указанных одних концов (21) моноволокон (10).
4. Способ объединения в пучок множества моноволокон (10) по любому из предшествующих пунктов, дополнительно содержащий этап, на котором приплавляют указанные одни концы (21) пучка (20) моноволокон (10) к полимерному носителю (31a) щетинок.
5. Способ объединения в пучок множества моноволокон (10) по п. 4, дополнительно содержащий этап, на котором приплавляют наружную периферию (22) торцевой поверхности (23) пучка (20) моноволокон (10) к полимерному носителю (31a) щетинок.
6. Способ объединения в пучок множества моноволокон (10) по п. 4, дополнительно содержащий этап, на котором расплавляют дополнительный материал (35), содержащийся в полимерном носителе (31a) щетинок, так что дополнительный материал (35) образует наплавленную площадь/объем/слой (60), которая/который покрывает по меньшей мере частично торцевую поверхность (23).
7. Способ объединения в пучок множества моноволокон (10) по любому из пп. 4-6, в котором полимерный носитель (31a) щетинок изготовлен из полиэфира.
8. Способ объединения в пучок множества моноволокон (10) по любому из предшествующих пунктов, в котором множество моноволокон (10) и/или полимерная вставка (50) изготовлена/изготовлены из полиэфира.
9. Головка (30) кисти для покраски, содержащая пучок (20) моноволокон (10) и полимерный носитель (31a) щетинок, полученные способом по любому из пп. 4-8.
10. Головка кисти для покраски по п. 9, в которой пучок (20) моноволокон (10) и полимерный носитель (31a) щетинок сплавлены вместе.
11. Головка кисти для покраски по п. 9 или 10, в которой полимерный носитель (31a) щетинок съемно прикреплен к ручке (41) кисти для покраски.
12. Кисть (40) для покраски, содержащая пучок (20) моноволокон (10), полученный способом по любому из пп. 1-8, и/или головку (30) кисти для покраски по любому из пп. 9-11.
| DE 102009007460 A1, 26.08.2010 | |||
| US 4592594 A, 03.06.1986 | |||
| CN 105496002 A, 20.04.2016 | |||
| EP 1153555 A2, 14.11.2001 | |||
| US 2008224528 A1, 18.09.2008 | |||
| US 5084932 A, 04.02.1992 | |||
| ОПОРА ДЛЯ КИСТИ | 1998 |
|
RU2190947C2 |

