il
Известен .способ приработки зубчатых колес, основанный на использовании электрической цени колтроля толщины ма-сля.ной пленки .и нагружающего устройства.
Недостаткол известного способа является не оптимальная по времени « не качественная по результатам приработка поверхностей зубьев колес.
Цель .изобретения - оптимизация режима дриработки. Для этого в предлагаемом способе цепи контроля задают электрический сигнал, соответствующий олтимальной толщине масляной пленки, и по изменению ее толщины, а следовательно, и электрического лотендиала изменяют лагрузку зубчатой пары до устранения рассогласования между заданным электрическим сигналом и электрическим потенциалом зубчатой лары, сохраняя при этом оптимальную толщину лленки.
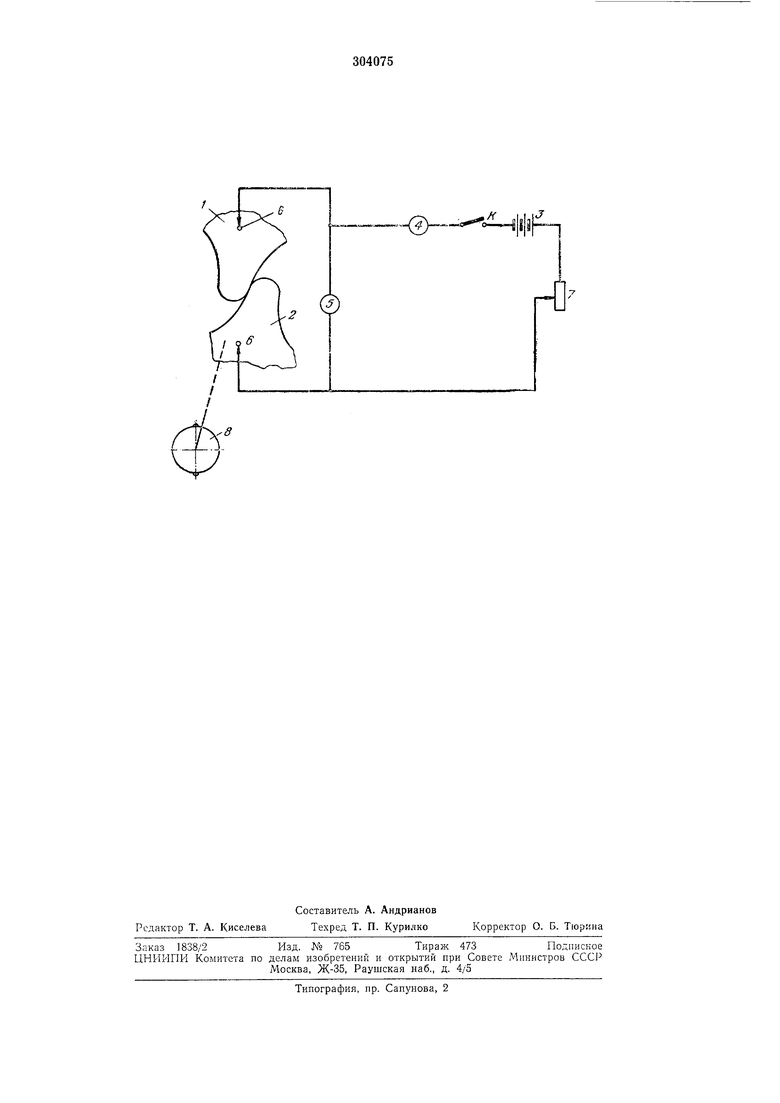
Предлагаемый способ поясняется чертежом.
Цепь контроля толщины масляной пленки между сопрягаемыми рабочими люверхлостями зубьев } н 2 зубчатых колес состоит из источника 3 постоянного тока, амлерметра 4, вольтметра 5, включенного параллельно прирабатывающим колесам лосредством токосъемника 6, и регулируемого сопротивления 7. С зубчатой парой соединено нагружающее устройство 8.
пленки, который вызван тем, что при конкретной конструкции передачи, выбранном сорте смазки л не меняющихся скоростных режимах, толщина масляной пленки зависит от температуры и чистоты рабочих поверхностей зубьев, те.мпературы смазки, а также удельных давлений ло площади колтакта. Б свою очередь, температура рабочих поверхностей зубьев и смазки зависит от нагрул4ения
зубчатых пар.
Оптимальную величину масляной нленки -между рабочими поверхностями зубьев устанавливают нагружением зубчатой лары устройством 8, л по величине дапряжения .между колесами, измеряемого вольтметром 5, судят о толщине масляной пленки, которую регулируют устройством 8.
Во время приработки толщлну масляной пленки сохраняют постоянной.
гт
Предмет изооретения
Слособ Приработки зубчатых колес, основанный на использовании электрической цеп.и контроля толщины маслялой пленки и нагружающего устройства, отличающийся те.м, что, с целью оптимизации режима прлработки, ;в цепи контроля задают электрический сигнал, соответствующий оптимальной толщине масляной нленки, и по изменению потенциала
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приработки зубчатых колес | 1981 |
|
SU961877A2 |
| Способ приработки зубчатых колес | 1979 |
|
SU814607A2 |
| Способ приработки зубчатых колес | 1978 |
|
SU718233A2 |
| Способ определения качества сборки редуктора | 1987 |
|
SU1527537A1 |
| Способ измерения динамических характеристик зубчатых передач | 1981 |
|
SU970173A1 |
| Способ приработки кинематических пар трения в смазочной среде | 1980 |
|
SU941863A1 |
| Способ приработки зубчатых колес | 1983 |
|
SU1121110A2 |
| Способ определения свойств смазочных масел при испытаниях материалов зубчатых передач на контактную прочность | 1991 |
|
SU1820299A1 |
| СПОСОБ ПРИРАБОТКИ КИНЕМАТИЧЕСКИХ ПАР ТРЕНИЯ | 1998 |
|
RU2152543C1 |
| Способ электрохимико-механической приработки коренных шеек коленчатого вала | 2018 |
|
RU2690133C1 |