Изобретение относится к области сварочной техники и молсет быть использовано при стыковой сварке полос с последующей подрезкой грата сварочного шва.
Известны машины, содержащие станину, неподвижные нижние электроды и кронштейны, несущие траверсы с закрепленными на них верхними электродами.
В машинах, предназначенных для последующей обрезки грата сварного шва, электроды выполняют с передней режущей кромкой. Для получения качественной обрезки необходимо, чтобы передние режущие кромки парных электродов были параллельны между собой и расположены в одной вертикальной плоскости. Чтобы отрегулировать соответствующим образом положение передних кромок электродов, необходима не только самоустанавливаемость верхних электродов относительно верхней плоскости нижних электродов, но, кроме того, нужно обеспечить возможность сдвига одного или обеих концов режущих кромок верхних электродов относительно соответствующих кромок нижних электродов. Это достигается тем, что траверса подвижно закреплена в кронштейнах при помощи эксцентриковых втулок.
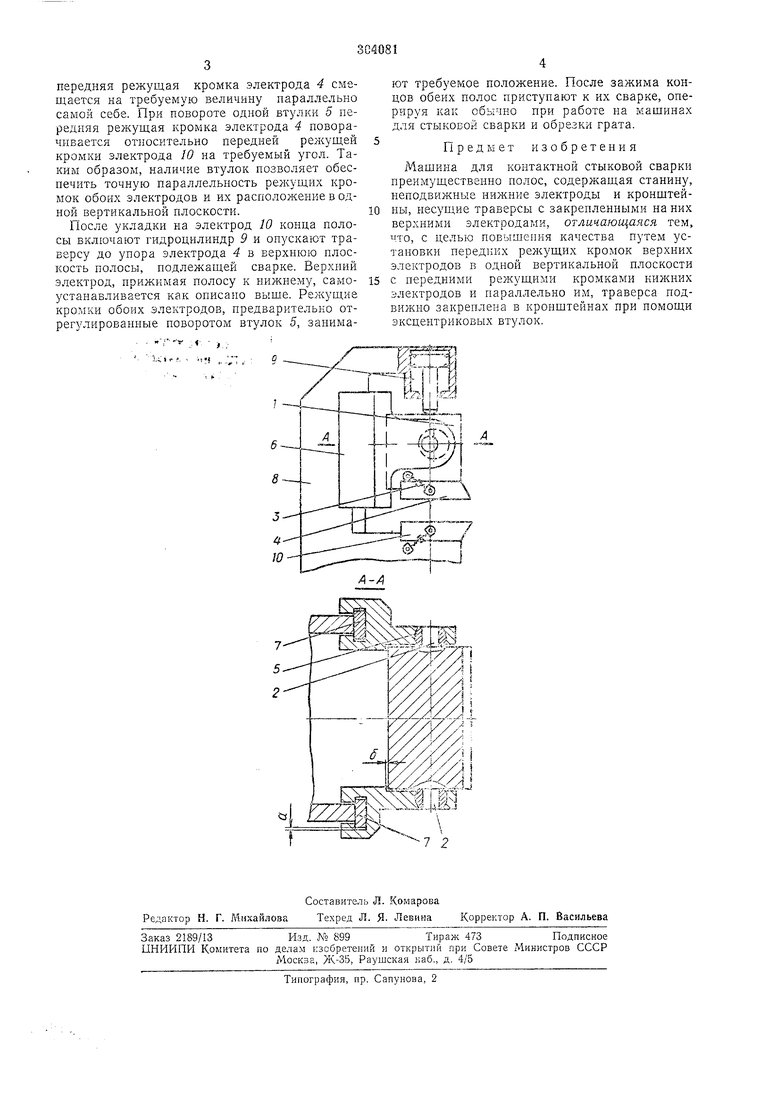
На станине машины для сварки полос преимущественно из цветных металлов, например из алюиминия и его сплавов, смонтирована подъемно-опускная траверса /, на обоих
концах которой выполнены цапфы 2. К траверсе с помощью стяжки 3 прикреплен верхний прижимной электрод 4, имеющий режущую переднюю кромку. На цапфы 2 надеты с возможностью поворота эксцентриковые
втулки 5 со сферической наружной поверхностью. Втулки вставлены в соответствующие расточки кронштейнов 6, перемещающихся вертикально в направляющих 7 станины 8. На последней укреплен гидроцилиндр 9, служащий для подъема и опускания траверсы /,
а также нижний электрод 10, имеющий, как
и верхний электрод 4, переднюю режущую
кромку.
Электрод 4 выполнен самоустанавливающимся по верхней плоскости свариваемой полосы, лежащей на электроде 10. Самоустановка электрода 4 достигается за счет поворота цапф траверсы во втулках 5 и за счет боковых люфтов кронштейнов 6 в направляющих 7 станины. Величина поворота ограничена величной зазоров а и б.
Горизонтальное смещение передней режущей кромки электрода 4 достигается поворотом одной или обеих эксцентриковых втулок.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЦОВЫЙ УЗЕЛ ГРАТОСНИМАТЕЛЯ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471597C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2003 |
|
RU2246386C1 |
| Способ зачистки соединения полос при контактной стыковой сварке оплавлением и устройство для его осуществления | 1985 |
|
SU1276459A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2011 |
|
RU2467848C1 |
| РЕЗЦОВЫЙ ГРАТОСНИМАТЕЛЬ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471599C1 |
| Машина для контактной стыковой сварки полос | 1980 |
|
SU965665A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ СОЕДИНЕНИЙ ПОЛОС ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ | 2011 |
|
RU2456140C1 |
| Установка для контактной стыковой сварки концов движущихся металлических полос | 1990 |
|
SU1824271A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 1992 |
|
RU2030265C1 |
| Устройство для сваривания концов обвязочной проволоки | 1986 |
|
SU1310294A1 |
