Изобретение относ1 Т:СЯ к области индукционного нагрева металла.
Известно устройство для индукционного нагрева кольцевых деталей, содержащее первичную обмотку индуктора, вторичную обмотку, которой является нагреваемая деталь, заключенная в теплозащитный кожух, и магнитопровод с откидным ярмом. Основной недостаток известного устройства состонт в том, что оно обеспечивает нагрев лищь одного размера заготовок. ,
Предлагаемое устройство отличается от нзвестного тем, что оно снабжено несколькими магнитопроводами, количество которых кратно трем, размещенными равномерно по периметру нагреваемой заготовки, и механизмом перемещенпя их в радиальном направлепии.
Такое выполнение устройства повышает его к. п. д. и коэффициент мощности, а также расщиряет диапазон нагреваемых заготовок.
На чертеже показано предлагаемое устройство.
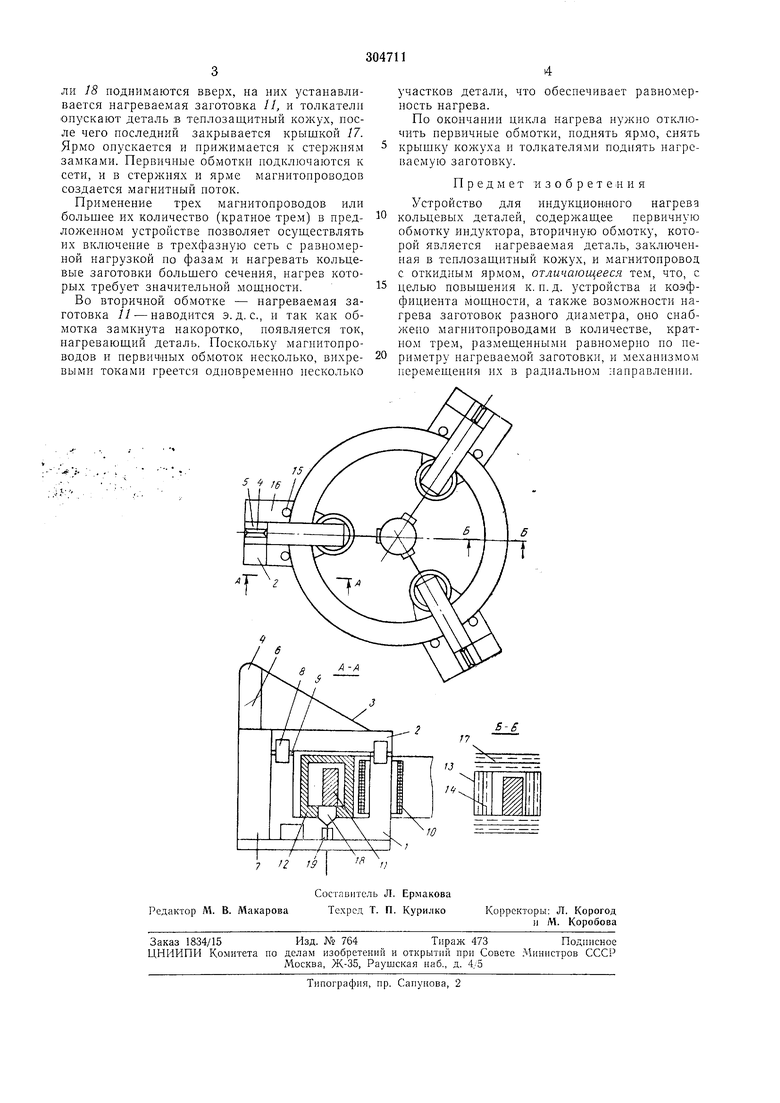
Устройство содержит магнитопроводы /, имеющие стыковую конструкцию со съемным верхним ярмом 2. С по.мощью троса 3, ролика 4, барабана 5 и приводного двигателя 6 ярмо может подниматься, поворачиваясь около оси 7. В рабочем состоянии съемное ярмо 2 прижато к стержням магнитопровода замками
|2
8. Между стержнями и съемным ярмом установлены изоляционные прокладки 9. Иа стержне магнитоировода размещена иервичная обмотка - индуктор JO и, охватывая ее, вторичная обмотка - нагреваемая заготовка //, по.мещенная в теплозащитный кожух 12. Кожух выполнен в виде многослойных экранов из чередующихся между собой тонких листов (0,1-0,3 мм) жаростойкой стали 13 и стеклокерамзитовой ткани 14. Теплозащитный колчух фиксируется упорами 15, укрепленными на илите 16. Кожух имеет съемную крышку 17. Основание кожуха снабжено отверстиями, в которые входят толкатели 18. Магнитоирозоды /, механизм поворота cijeMnoro ярма 2 и мехаиизм привода толкателе 19 также крепятся на плите 16. Плнта с помощью ириводного мехаппзма может перемещаться в раднальпом паправленпи.
Работа устройства осуществляется следующим образом.
Плпты 16 с укреп.ченнымн иа нпх магнитонроводами п мехаиизмамп перемещаются до требуе.мой отметки, определяемой типоразмерами иагреваемой заготовки. Затем включается механнзм подъема съемного верхнего ярма 2 п производится его поворот. В окна магиитопроводов / спускается теплозащптный кожух 12, положение его фиксируют упоры 15. Толкате
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАХТНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ | 1968 |
|
SU206607A1 |
| УСТАНОВКА ДЛЯ НАГРЕВА ЗАГОТОВОК ПЕРЕД ПРЕССОВАНИЕМ | 1971 |
|
SU309058A1 |
| Устройство для индукционного нагрева кольцевых заготовок | 1981 |
|
SU961163A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ ЗАГОТОВОК В ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ | 1973 |
|
SU382699A1 |
| Индукционный нагреватель кольцевых деталей | 1983 |
|
SU1077063A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 1970 |
|
SU285944A1 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР | 1968 |
|
SU206776A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА | 1969 |
|
SU248464A1 |
| СГ.СОЮЗНАЙ [ Институт электросварки им. Е. О. Патока \, „ гг tsMiUKfljiri.ilb-T-J^i^''' ^^^'•^'-It - . .-^ -»- I- Lf л1_ | 1971 |
|
SU292400A1 |
| МЕХАНИЗМ НАГРЕВА | 1973 |
|
SU366024A1 |
