Предложение относится к текстилыю-галантерейной промышленности и может быть |При,мене.но при отделке .вязаных, .кружевных и гардинно-тюлевых полотен.
До шастоящего ,Бреме.ни все отделочные файрики текстильно-галантерейной промышленности в СССР и за рубе1жом производят отбеЛКу вязаных, кружевных ,и гардиино-тюлевых долотеп на разрозивнно м комплексе оборудования. Это .вызвано тем, что как в СССР, так и за рубежом нет поточных линий, обрабатываюш,их вяза-ные, кружевные и гардинио-тюлевые полотна.
В СССР обработку вязаных, кружевных и гардинно-тюлевых иолотен лроизводят на разрознеином комнлексе оборудования, состоящем из отдель)1ых .машин типа ММ-200; котлов ИвНИТИ, i6apoK тдаиа Б-1 .и Б-2. Все эти .машины периодического действия не связаны между собой кинематически и имеют ряд существенных .недостаткав: большую длительность технологического процесса, низкий коэффициент полезного времени -работы оборудования, низкую про;из1водительность труда и оборудования, высокую себестоимость обработки, большие расходы химических материалов, пара, воды.
Весь технологический процесс обработки сурового полотна требует больших затрат ручного труда.
Управление электродвигателями машйН осуществлялось с помондью контактной схемы.
С целью иовыше1гня -прОгИзводительности создана лоточная линия, состоящая из последовательно устаНо:вленных технологически и 1кинематически связанных между собой запра вочного устройства и машин для жидкостно и наровой обработки непрерывного дейст:вия - .машины для за1мочки и иропнтки раствором кальцинированной соды, машины для пропитки растворо.м кислоты, секций мылоаочных машнн для нромывки лолотиа, например, от графита горячи-м моющим препаратом, .машины для .пропиткн, запарного аппарата, секцпп машп) для нромывки горячим моющи.м препаратом, секций машнн для проМЫ/ВК1И горяче и холодной водой и жгутозкладчика для укладки полотна в ямы, а перед машиной для пропнтки раствором кислоты, .машипами для иронитки, запар)1ым алшараТОЛ1 и жгутоукладчпком уста новлены ко.мненсаторы для синхронизации скоростей.
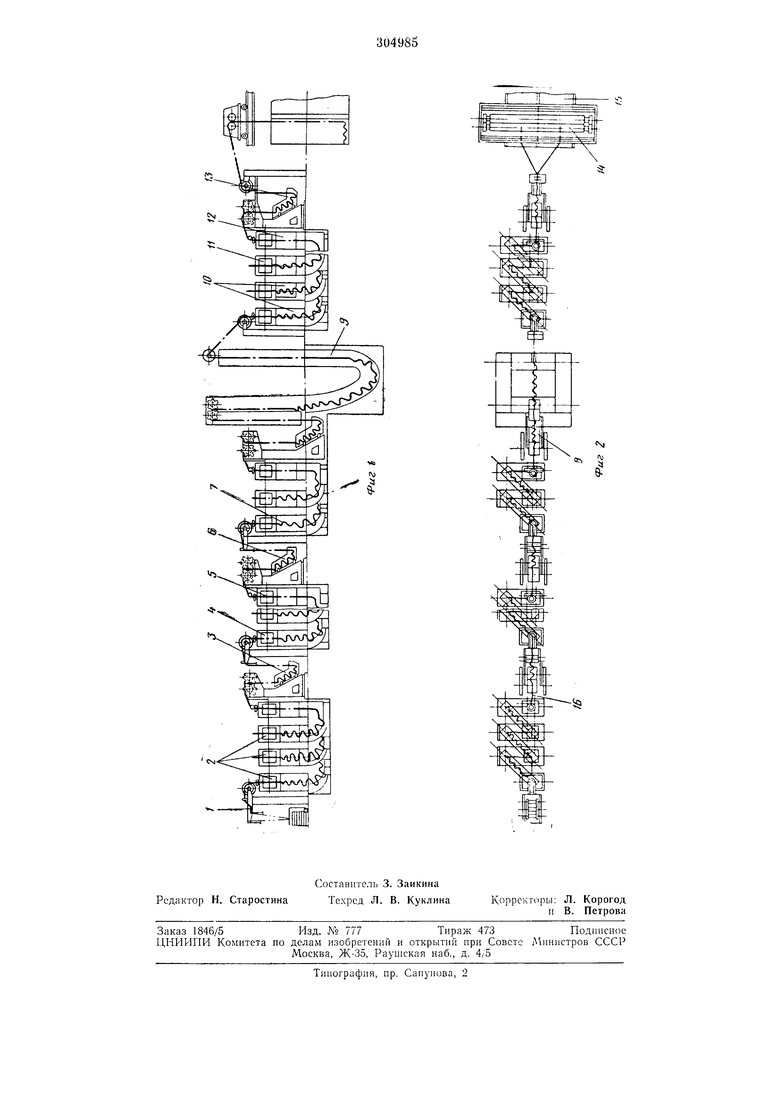
На фиг. 1 .изображена схема ноточной линии; на фиг. 2 - то же, вид сверху.
Поточная линпя включает в себя последовательно установленные техггологическп н кинематически связанные между собой заправочное устройство 1, секцию за мачивающих машин 2, компенсатор 3, кисловочную .машину 4 для обработки нолотна раствором кислоты, секцию мыловочных машин 5, кОМпенсатор 6j секцию тро-питочных -машин 7, компенсатор 8, за-иарйой аппарат У, секцию машин ЯЛ промывающих полотно 1ГО рячим моющим шрепаратом, секцию машил И, лрО|Мы;вающ,их ПОЛОТНО горя-чей .водой, секцию машпн 12, промывающих нолотно холодной водой, компенсатор 13 и жгуторасправитель 14 с ямами 15.
Поточная линия, состояща.я из расположенпых ло ходу технологического процесса машин и 1механизмов, последо1вательно .выполняет операции обработки сурового полотна следующим образом.
Полотно 16 из тележки (на чертеже не указала) через зацравоч.пое устройство ,1 цоступает (В секцию замачивающих машин 2 для частичной цромывки ло.тотпа 16 и процитки .кальцинированной содой в целях улучшения смачиваемости.
За секцией замачивающих мащин цолотно :постуПает IB кисловочную машину 4 для обработки полотна раствором кислоты для придания лучшей белизны ц .каПиллярности. Затем иолохпо Поступает в секцию мыловочцых машин 5 для обработки его горячим моющим препаратом и далее - в лромпточйые машины 7 для 1пропитки Полотна щелочпо-церекисным pacTiBopoiM и белым красителем. Из .про1ПИТОЧНЫХ мащ1ин лолотио поступает в заларлой аппарат 9, в котором происходит отварка л отбелка щелочцонперекионым раствором при темлературе 98-99°С и подбелки лолотна белым красителем. По выходе из запарного апларата (полотно лоступает ,в секцию машин 10, промывающих поЛОтно торячим раствором люющего препарата, затем в секцию машин //, лромывающих полотпо горячей водой, далее (В секцию (Машин ,12, промывающих полотло холодной водой. После промывки холодной водой полотно 1постуиает на жгутоукладчик 14 который укладывает его в я.мы .15.
Привод тяа ульных устройств машин в лилии осуществляется от электродвигателей лоСтояниого тока. Изменение скорости работы линнл в диапазоне 1 :5 осуществляется путем изменения наатряжения на зажимах генераторов, от которых получают Литание электродвигатели постоянного тока.
Синхронизация скорости движения ткани между мойло-:материальными машиналш 10, 11 и 12 осуществляется по уровню ткапи в шахтах (Машин с воздействием на изменение скорости движения полотна, подаваемого в шахту .маигин, путем иэмепелия скоросги вращения электродвигателей, приводяиц-гх во вращение тянульпые пары.
Импульс па изменение скорости вращенпя
электродвигателей, приводящих во враитение
тянульные лары мойно-материальных машин
10, 11 л 12, подается бесконтактныльи колечлыми выключателями, срабатыеающи.ми при
достижении нижнего и верхнего задалных
уровней тканл в шахтах машин.
Силхролизация скорости прохождения полотна 1между отдельными частями ЛЕНИЯ перед кисловочлой 4, прапиточпыми машинами 7, запарным аппаратом 9 и ж-гутоукладчиком 14 осуществляется весовыми комалдоаппаратами, воздействующими с ломощью шунтовых регуляторов возбуждения на изменелие скорОСти электродвигателей постоянпого тока.
Управление работой линии - дистанциопное - осуществ.тяется с пультов управления.
Предмет изобретения
ПоточпаЯ линия отбелки гардинно-тюлевого полотна ,в отделочноМ текстильно-галалтерейнам нроизводстве, отличающаяся тем, что, с целью повЫшепия производительности, она состоит из последовательно установленных технологически и кинематически связанных Между собой залравочлОГО устройства я машин для ЖИДКОСТНОЙ и ларовой 0(бработки непрерывиого действия - машил для замочки и ирапитки раствором кальцинироваНлой соды, машины для лрОпитки раствором кислоты, секции мыловочных машин для нромывки лолотна, лалример, от графита горячим моющим лренаратом, машипы для пропитки, заларпого апларата, секции мащил для промывки горячим моющим препарато.м, секций машин для промывки горячей и холодной водой и
жгутоукладчпка для укладки полотна в ямы, а леред лишгилой для пропитки раствором кислоты, мапшпами для лропитки, за1парным аппаратом и жгутоукладчиком установлены компепсаторы для синхронизации скоростей.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ЗАПАРИВАНИЯ ПРЯЖИ, | 1967 |
|
SU198995A1 |
| СПОСОБ ОДНОВРЕМЕННОЙ РАСШЛИХТОВКИ И ОТБЕЛКИ ТЕКСТИЛЬНЫХ Л1АТЕРИАЛОВ | 1969 |
|
SU255183A1 |
| МАШИНА ДЛЯ СВОЙЛАЧИВАНИЯ ВАТНЫХ ХОЛСТОВ | 1973 |
|
SU380767A1 |
| СПОСОБ ПОЛУЧЕНИЯ ХЛОПКОВОЙ ЦЕЛЛЮЛОЗБ1 | 1971 |
|
SU308133A1 |
| ПОТОЧНАЯ ЛИНИЯ ОТДЕЛКИ ТЕКСТИЛЬНЫХ ПОЛОТЕН | 1971 |
|
SU303388A1 |
| Способ обработки суровой хлопчатобумажной ткани из крученой пряжи и устройство для его осуществления | 1977 |
|
SU947238A1 |
| Способ обработки основных текстиль-НыХ НиТЕй | 1979 |
|
SU821593A1 |
| МАШИНА ДЛЯ МОЙКИ СТЕКЛЯННОЙ ТАРЫ | 1969 |
|
SU248507A1 |
| УСТАНОВКА ДЛЯ МОЙКИ И ОБЕЗЗАРАЖИВАНИЯ ПОДКЛАДНЫХ СУДЕН В ИНФЕКЦИОННЫХ БОЛЬНИЦАХ | 1962 |
|
SU146441A1 |
| Способ беления текстильного полот-HA и уСТРОйСТВО для ЕгО ОСущЕСТВлЕ-Ния | 1979 |
|
SU796272A1 |