Изобретение находит применение в ностроенин нри окончательной обработке 3 4jчатых колес повьпненной точности.
Известны способы шевингования зубчатых колес составным шевером, вращающимся вокруг оси и нсремеп1ающимся относительно изделия. Шевсры .могут быть сборными. известные способы характеризуются тем, что на зубья шр.вера, колеса и их оси в процессе обработки действуют значительные }силпя изза того, что зуб шевера, как клин, вдавливается во виадину между зубьями обрабатываемого колеса; пеобходпмостью точной установки межцептрового расстояния между iucвером и колесом как в начале, так и в Koinie процесса обработкн; необходимостью па каждый двойпой ход стола реверсировать враи1Снне шевера н колеса.
Предлагаемый снособ шевингования отличается тем, что составным частям шевера за каждый двойпой ход изделия сообгцают принудительный разворот, относительно друг друга вокруг оси его вращения на величину, определяемую глубшюи шевингования.
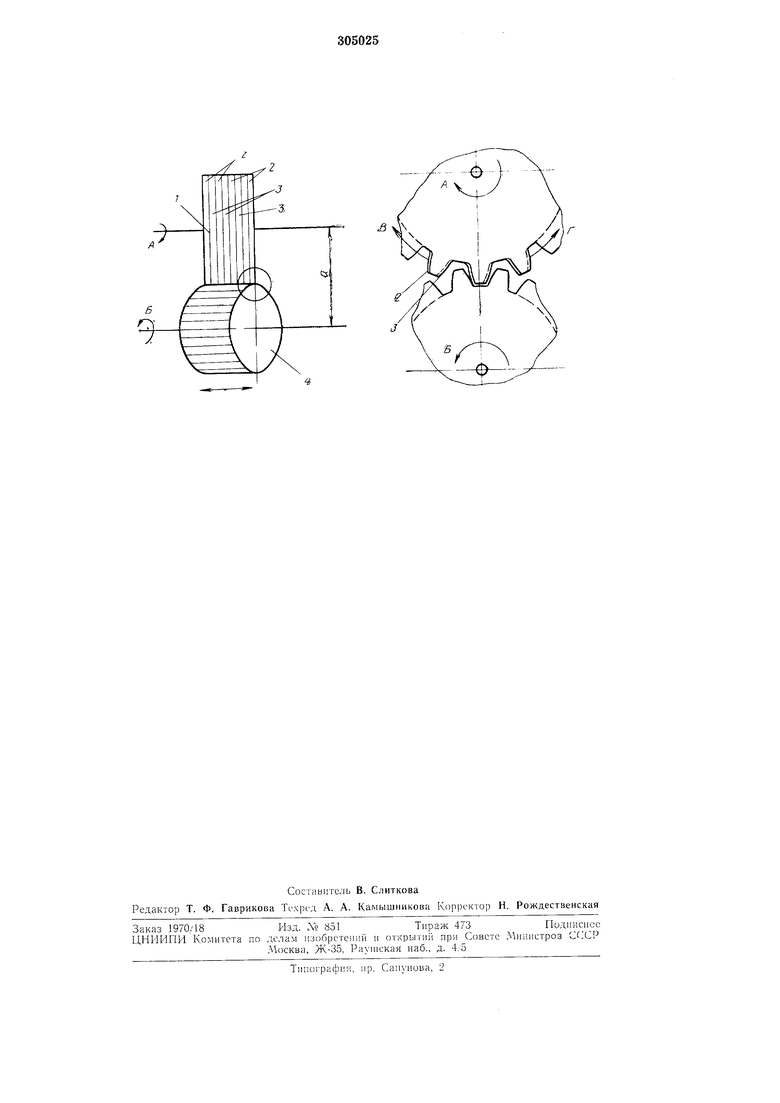
Приициниальная схема предлагаемого способа шевингования нриведена па чертеже.
Составной щевер /, состоящий из режуи;их иластип 2 и 3, находится в зацеплении с изделием 4. При этом ось шевера и ось изделии развернуты на некоторый угол. Шевер, иолучая в направлении А, сообщает вращение изделию в панравлении Б, которому спобп ается еи1,е возвратно-поступатель}юэ движеппе вдоль оси относительно щевера. Подача на глубин шевингования осуществляют за счет ,; тслы:ого разворота режущих п.частин 2 и 3 вокруг оси врагцающегося Н вера в разнои.менпых иаправле п ях В и Г.
Таки-м образо.м, ири шевинговании мг..гцентровое расстоящш а между осями шевсра и изделия остается иеизменным. Это обеспечивает высокую степень точности профплирова пл зуба изделия. Велич П а разворота режуиигх кро.Аюк шевера в процессе обработки колеса может быть переменная - в начале процесса И1еви :гова)1ия для увел1Г епия про;;:- Водптель Юсти опа наибольшая, а к концу с целью получения высокой Ч1 стоты обрабатываемо; поверхности она .минимальная.
Предмет изобретения
Сиособ шевингования зубчатых колес составпы.м п1евером, ьраицающимся вокр}г своей оси и иеремеща1оии:.:ся относительно изделия, отличающийся телг, что, с целью сообщення HHCTpy.AieiiTy подачи на глубину шевипговаия, составиым частям щевера за каждьи войно ход из.целия сообщают принудптельый разворот одной части отиосите.плю : уroii вокруг оси врантения щевера на величину, оиределяе.мую лубииой шевингования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБОШЕВИНГОВАЛЬНЫЙ СТАНОК | 1973 |
|
SU400428A1 |
| Устройство к зубошевинговальному станку | 1985 |
|
SU1331619A1 |
| СПОСОБ БОЧКООБРАЗНОГО ШЕВИНГОВАНИЯ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1965 |
|
SU167419A1 |
| СПОСОБ ШЕВИНГОВАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ | 1968 |
|
SU212725A1 |
| Способ бочкообразного шевингования цилиндрических зубчатых колес | 1985 |
|
SU1364444A1 |
| Способ образования стружечных канавок на конических зубчатых шеверах | 1973 |
|
SU513797A1 |
| ЗУБОШЕВИНГОВАЛЬНЫЙ СТАНОК | 1969 |
|
SU254314A1 |
| Способ шевингования конических колес с криволинейной формой зубьев по их длине | 1950 |
|
SU93657A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2098238C1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ С ВЕРШИН ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1964 |
|
SU164769A1 |