Упоры на траверсах сеток радиоламп получают надрезом траверсы специальным ножом при нави1вке сеточных полос на сетконавивальном: станке или расплющиванием траверс у сеток, надетых на оправку. Недостатком этих способов, основанных на одностороннем обжатии траверсы, является то, что траверса нрн этом искривляется, не обеспечивается необходимая точность в относительном положении упоров и,-, кроме того, эти способы не могут быть применены ко многим тиПам; сеток.
Предлагаемый способ высадки упоров на траверсах сеток радиоламп отличается от известных тем, что высадку упоров производят двухсторонним и симметричным обжатием одновременно обеих траверс двумя ножами, расположенными в плоскости, перпендикулярной к траверсам, а положение сетки относительно ножей фиксируют свободной опорой ее крайнего вмтка на верхнюю поверхность ножей, что обеспечивает прямолинейность траверс и получение упоров в непосредственной близости к крайнему витку сетки. Достоинством способа является также его универсальность в отношении всех типо-размеров сеток.
Для осуществления указанного спасоба предлагается полуавтоматическое устройстЕЮ, состоящее из многокамерного бункера с отсекателями, двух подпружиненных ползунов, несущих обжимные ножи, и подвижного упора для предварительной фиксации положения сеток относительно верхней поверхности ножей. Все это вместе с распределительным валом, от кулаков которого приходят в движение отсекатели, ползуны и упор, укреплено на общей станине. Предусмотрена также регулировка относительного положения обжимных ножей.
№ 125839- 2 -,
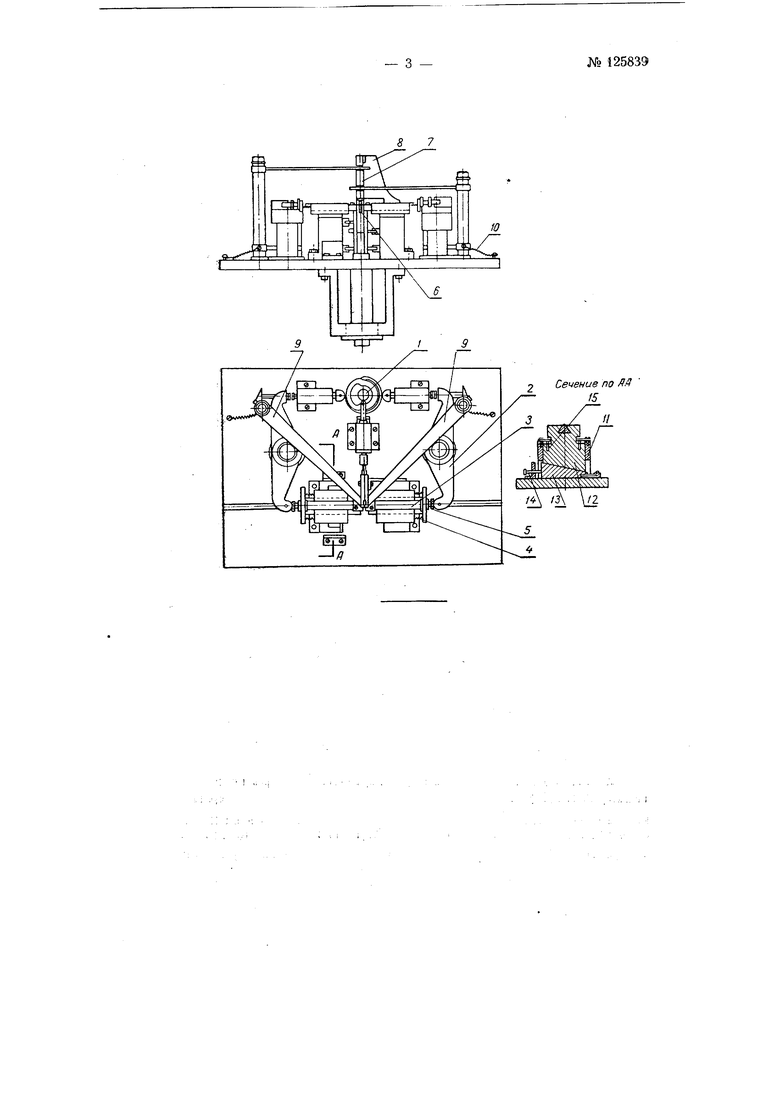
На чертеже изображена конструкция устройства в- двух проекциях.
Привод полуавтомата размещен в нижней тумбе (не показанной на чертеже). От электродвигателя через червячный редуктор и inapy конических шестерен движение передается вертикальному распределительному валу 1, на котором установлены четыре кулака. Два симметрично расположенные кулака через толкатели и рычаги 2 сообщают движение ползунам 5, движущимся в направляющих типа «ласточкин хвост. На этих ползунах -крепятся рабочие ножи. Обратное движение ползуны вместе с рычагами получают от пружин 4. Регулировка степени обжатия траверс осуществляется упорными винтами 5. Верхний кулак распределительного вала сообщает движение толкателю, перемещающему подвижной упор 6. Сетка помещается .в бункер 7, причем для удобства закладки сеток на бункер надета плексигласовая воронка 8. Перемещение сетки из камеры в камеру бункера происходит в момент отхода отсекателя 9 из паза в бункере. Поворот отсекателя осуществляется пружиной 10, а возврат - от четвертого кулака распределительного вала.
Для обеспечения точного совпадения по вертикали рабочих кромок ножей в левой стойке расположен механизм вертикального перемещения одного из обжимающих ножей (сечение по АА на чертеже). В стойке 11 помещено основание ползуна 12, которое может иметь вертикальное перемещение. Изменение положения основания ползуна осуществляется с помощью клина 13, который получает горизонтальное движение от регулировочного винта 14. Сверху основание ползуна прижимается пружинами 15, что обеспечивает плотное прилегание нижней поверхносги его к поверхности клина.
Предмет изобретения
1.Способ высадки упоров на траверсах сеток радиоламп, отличающий|СЯ тем, что, с целью сохранения прямолинейности траверс и получения упоров в непосредственной близости к крайнему витку сетки, высадку упоров производят двухсторонним и симметричным обжатием одновременно обеих траверс двумя ножами, расположенными в плоскости, перпендикулярной к траверсам, а положение сетки относительно ножей фиксируют свободной опорой ее крайнего витка на верхнюю поверхно,сть ножей.
2.Полуавтоматическое устройство для осуществления способа по п. 1, отличающееся тем, что в нем применены установленные на общей станине многокамерный бункер с отсекателями в виде подпружиненных рычагов, взаимодействующих со штоками, перемещающимися от кулака вертикального распределительного вала, и два подпружиненных ползуна, несущих обжимные ножи, перемещающиеся в призматических направляющих под действием рычагов, приводимых в движение от кулаков распределительного вала через толкатели.
3.Полуавтоматическое устройство по п. 2, отличающееся тем, что, с целью предварительной фиксации положения сеток относительно верхней поверхности ножей и предохранения от сжимания крайних витков сетки, оно снабжено подвижным упором, перемещающимся посредством толкателя, взаимодействующего с кулаком, закрепленным на -распределительном валу.
4.Полуавтоматическое устройство по п. 2, отличающееся тем, что, с целью регулировки по В1ертикали относительного положения обжимных ножей, призматический ползун, несущий обжимной нож, расгюложен в пазу подвижного по вертикали корпуса, имеющего снизу скошенную ПлоскО|Сть, взаимодействующую с клином, перемещаемым посредством винта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| Устройство для обработки витых траверсных сеток радиоламп | 1968 |
|
SU293516A1 |
| УСТРОЙСТВО для ЗАГРУЗКИ СЕТОК | 1971 |
|
SU305563A1 |
| Способ навивки на сетконавивальных станках сеток для приемно-усилительных радиоламп и устройство для осуществления способа | 1955 |
|
SU114089A1 |
| Устройство к сетконавивальным автоматам | 1960 |
|
SU135070A1 |
| Механизм автоматической сварки пистона с траверзой анода к полуавтоматической линии сборки пакетов радиоламп | 1975 |
|
SU606176A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК РАДИОЛАМП | 1949 |
|
SU87502A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПАКЕТОВ РАДИОЛАМП | 1973 |
|
SU369645A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ КОНТАКТОВ Л1ЕТОДОМ ХОЛОДНОЙ СВАРКИ | 1971 |
|
SU419343A1 |