1
Изобретение относится к области машиностроения, в частности к производству устройств для сварки арматур ных сеток.
Известно устройство для сварки арматурных сеток, содержащее сгюнтировднные на корпусе подвижный стол, приводной досылатель, сварочные электроды с токопроводящими шинами, привод сжатия электродов, наклонный наг копитель с отсекателем fl.
Однако данное устройство не обеспечивает высокую точность собираекых под сварку элементов.
Цель изобретения - повышение качества сборки. Указанная цель достигается тем, что устройство для свар:ки арматурных сеток, содержащее смонтированные на корпусе подвижный стол, приводной досылатель, сварочные электроды с токопроводящими шинами, привод сжатия электродов, наклонный накопитель с отсекателем, снабжено вертикальным накопителем, выполненным в виде направляющих трубок, фиксирующими прижимами, выполненными в виде Г-образных рычагов, шарнирно установленных на корпусе, подпружиненных относительно него и взаимодействующих одним концом с приводом сжатия электродов, одна токопроводящая шина выполнена в виде центрирующей гребенки, установленной под вертикальным накопителем, а отсекатель снабжен упором, взсшМодействукпр м с подвижным
СТОЛСМ4.
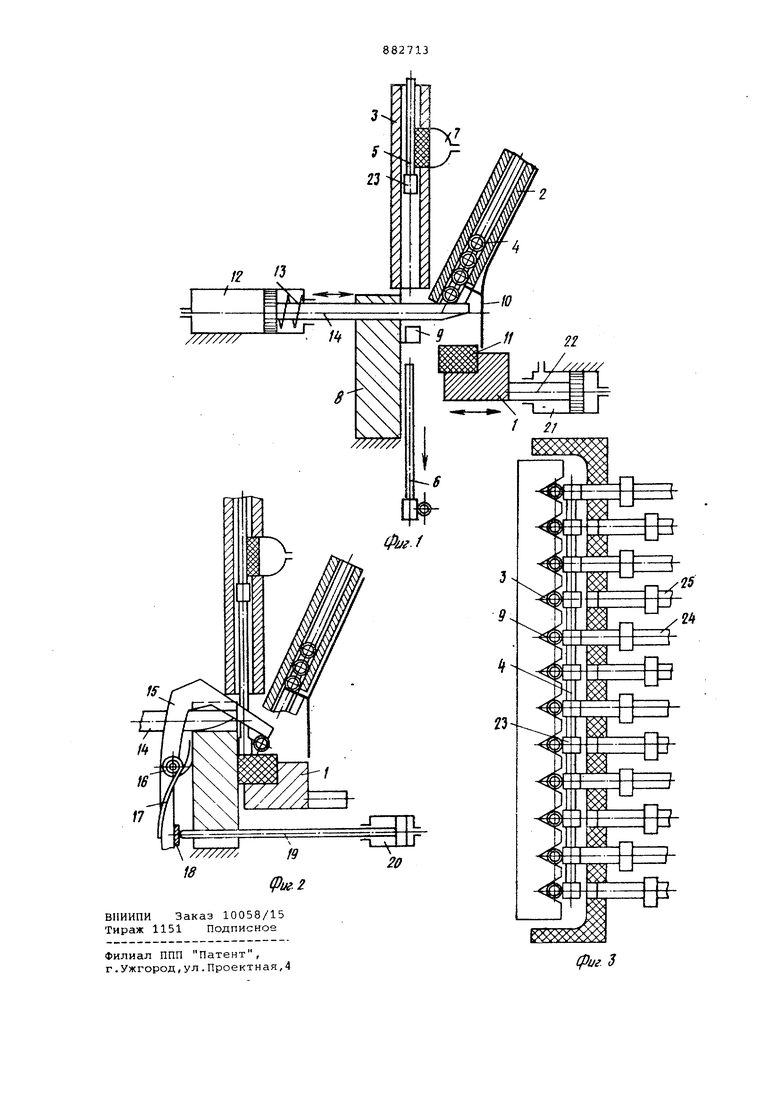
На фиг. 1 изображена схема отсечки продольных заготовок и выдачи собранной сетки ; на фиг. 2 - схема
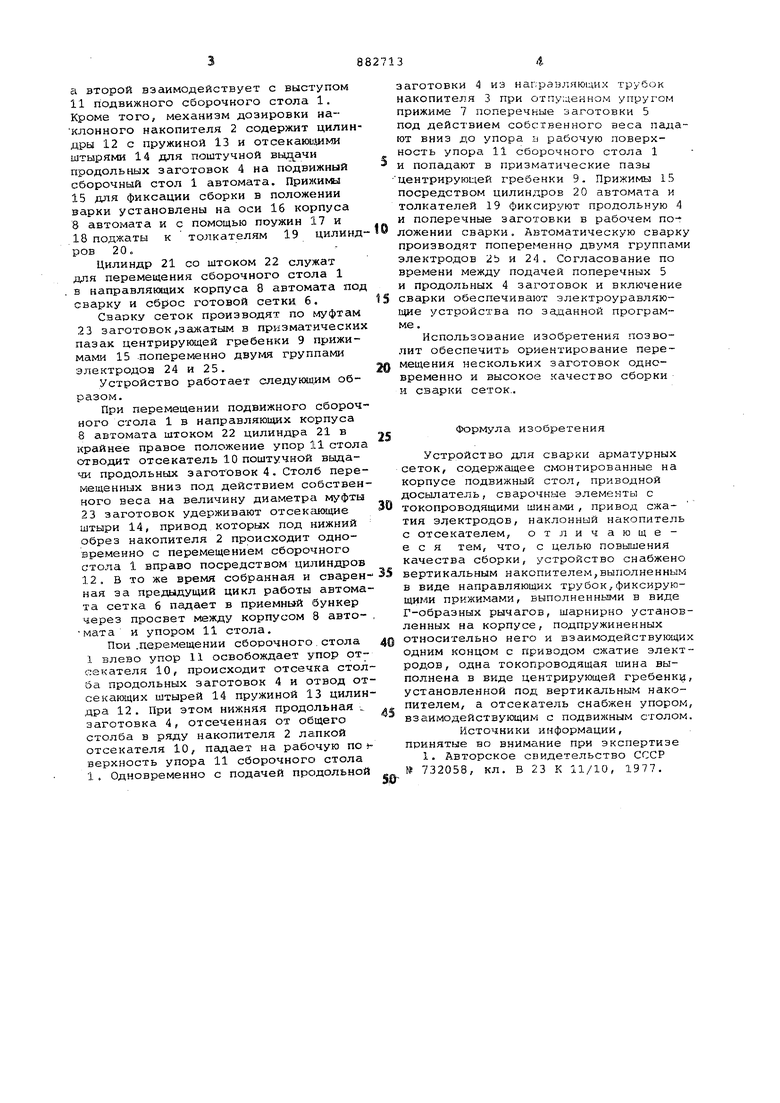
to фиксации сборки в положении сварки} на фиг. 3 - центрирующая гребеика и сварочные электроды.
Устройство содержит смонтированные над плоскость прдвижного сварочного стола 1 {аклбнный накопитель 2 и вертикальный накопитель 3 с механизмами дозировки продольных заготовок 4, поперечных заготовок 5 для сборки и сварки сеток 6. Механизм
20 дозировки вертиксшьного накопителя выполнен в виде упругого прижима 7. На корпусе 8 автомата жестко закреплена центрирующая гребенка 9 с прнзматическими пазами, которая является
Ч одновременно электродом-шиной для сварки.
, Механизм дозировки наклонного накопителя 2 содержит отсекатель 10с двумя упорами, один из которых уДер30 живает столб заготовок в накопителе.
а второй взаимодействует с выступом 11 подвижного сборочного стола 1. Кроме того, механизм дозировки наклонного накопителя 2 содержит цилин дры 12 с пружиной 13 и отсекающими штырями 14 для поштучной продольных заготовок 4 на подвижный сборочный стол 1 автомата. Прижимы 15 для фиксации сборки в положении варки установлены на оси 16 корпуса 8 автомата и с помощью поужин 17 и 18 поджаты к толкателям 19 цилиндров 20.Цилиндр 21 со штоком 22 служат для перемещения сборочного стола 1 в направляющих корпуса 8 автомата под сварку и сброс готовой сетки б.
Сварку сеток производят по муфтам 23 заготовок,зажатым в призматических пазак центрирующей гребенки 9 прижимами 15 попеременно двумя группами электродов 24 и 25,
устройство работает следующим образом.
При перемещении подвижного сборочного стола 1 в направляющих корпуса 8 автомата штоком 22 цилиндра 21 в крайнее правое положение упор 11 стола отводит отсекатель 10 поштучной вьадачи продольных заготовок 4. Столб перемещенных вниз под действием собственного веса на величину диаметра муфты 23 заготовок удерживают отсекгшяцие штыри 14, привод которых под нижний обрез накопителя 2 происходит одновременно с перемещением сборочного стола 1 вправо посредством цилиндров 12. В то же время собранная и сваренная за предыду1дий цикл работы автомата сетка 6 падает в приемный бункер через просвет между корпусом 8 авто- , мата и упором 11 стола.
Пои .аеремещении сборочного.стола 1 влево упор 11 освобождает упор отяекателя 10, происходит отсечка столба продольных заготовок 4 и отвод отсекающих штырей 14 пружиной 13 цилиндра 12. При этом нижняя продольная L заготовка 4, отсеченная от общего столба в ряду накопителя 2 лапкой отсекателя 10, падает на рабочую по верхность упора 11 сборочного стола 1. Одновременно с подачей продольной
заготовки 4 из направляющих трубок накопителя 3 при отпущенном упругом прижиме 7 поперечные заготовки 5 под действием собственного веса пещают вниз до упора в рабочую поверхность упора 11 сборочного стола 1 5 и попадают в призматические пазы центрирующей гребенки 9. Прижимы 15 посредством цилиндров 20 автомата и толкателей 19 фиксируют продольную 4 и поперечные заготовки в рабочем по-г
ложении сварки. Автоматическую сварку производят попеременно двумя группами электродов 2Ь и 24. Согласование по времени между подачей поперечных 5 и продольных 4 заготовок и включение
5 сварки обеспечивают электроуравляющие устройства по заданной программе.
Использование изобретения позволит обеспечить ориентирование переQ мещения нескольких заготовок одновременно и высокое качество сборки и сварки сеток..
Формула изобретения
Устройство для сварки арматурных сеток, содержащее смонтированные на корпусе подвижный стол, приводной досылатель, сварочные элементы с
токопроводящими шинами, привод сжатия электродов, наклонный накопитель с отсекателем, отличающееся тем, что, с целью повышения качества сборки, устройство снабжено
вертикальным накопителем,выполненным в виде направляющих трубок,фиксирующими прижимами, выполненными в виде Г-образных рычагов, шарнирно установленных на корпусе, подпружиненных
относительно него и взаимодействующих одним концом с приводом сжатие электродов, одна токопроводящая шина выполнена в виде центрирующей гребенку, установленной под вертикальным накопителем, а отсекатель снабжен упором, взаимодействукяцим с подвижным столом.
Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР
№ 732058, кл. В 23 К 11/10, 1977. 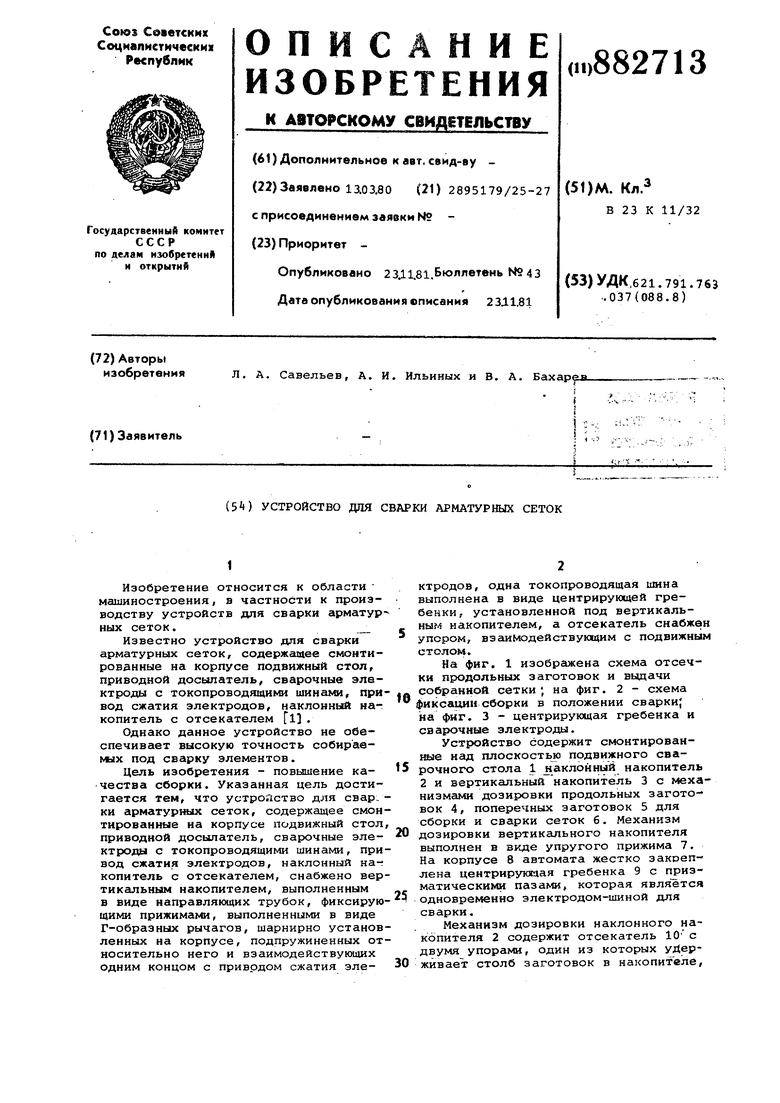
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| Поточная линия для изготовления сварных изделий | 1981 |
|
SU998067A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Станок для контактной точечной сварки арматурных сеток | 1956 |
|
SU108790A1 |
| Вайма для сборки деревянных рам | 1986 |
|
SU1386463A1 |
| Способ изготовления пространственных арматурных каркасов и устройство для его осуществления | 1985 |
|
SU1250366A1 |
| Устройство для подачи продольных стержней к машине для сварки сеток | 1982 |
|
SU1065066A1 |
| Установка для контактной рельефной сварки | 1984 |
|
SU1199531A1 |
| Линия для сборки под сварку и сварки плоских каркасов из продольных и поперечных стержней | 1981 |
|
SU979060A1 |
| Устройство для сварки арматурных сеток | 1977 |
|
SU732058A1 |