Изобретение относится к области машиностроения и предназначено для обработки электропроводных материалов, в первую очередь сплавов, имеющих значительное содержание карбидов кремния и других неметаллических включений.
Известен способ электроабразивной обработки металлическим электродом-инструментом, при котором абразив и электролит подают в межэлектродный зазор в виде суспензии. Однако при таком способе необходимо оборудование со сложной системой подачи суспензии. Применяемые в этом случае механические насосы и сопла быстро изнашиваются, а использование систем, действующих от сжатого воздуха, крайне ограничено из-за ненадежности основного элемента, каким является сосуд, находящийся под давлением агрессивной среды с абразивом.
Предлагаемый способ отличается от известного тем, что, с целью упрощения установки, полость электрода - инструмента заполняют абразивом, который в процессе обработки вытесняют в межэлектродный зазор.
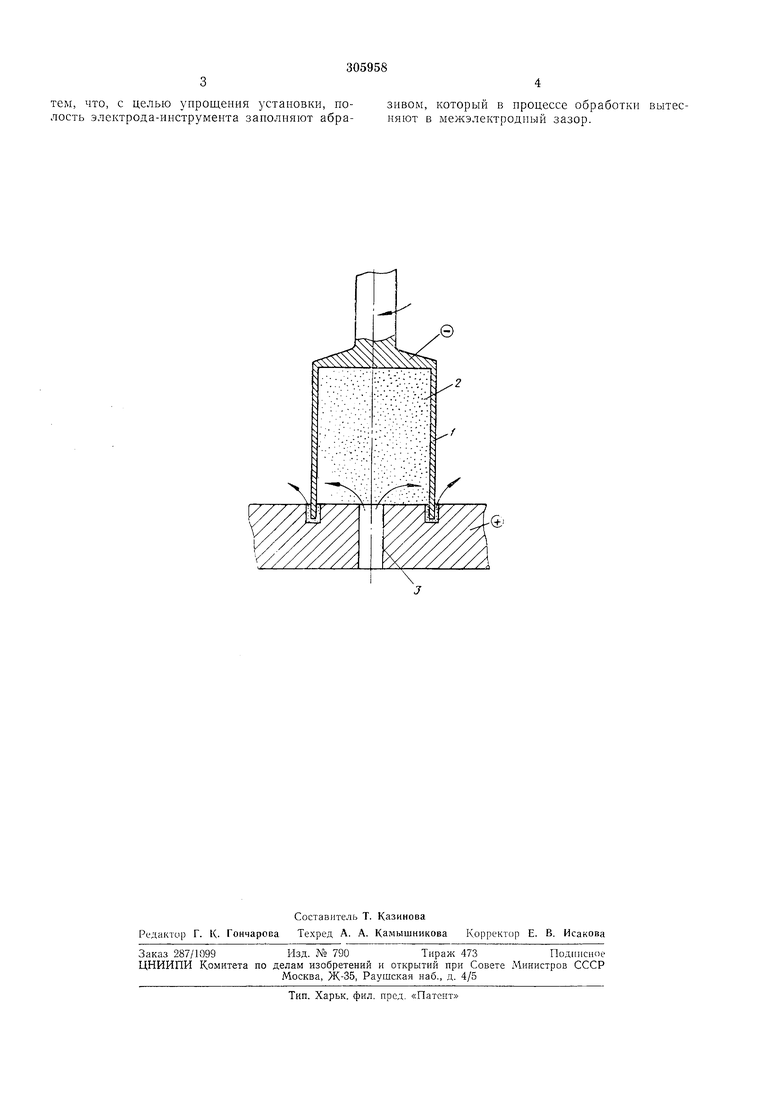
Способ поясняется чертежом.
Вращающийся электрод-инструмент 1 выполнен в виде стакана, полость которого заполнена абразивом 2. В процессе обработки электролит под давлением подают через просверленное отверстие 3 в обрабатываемой дета.чи. Абразив, находящийся в полости электрода, смачивается электролитом и поступает в зазор.
По мере углубления электрода-ипструмента в деталь абразив вытесняют из полости. .Вытеснение абразива можно осуществлять воздействием иа массу абразива то.ткающего устройства, нанример подпружиненным порщнем, или за счет уменьшения объема полости
при торцовом износе стенок стакана. В последнем случае стенки стакана должны иметь толщину 1-3 мм при диаметре обрабатываемого отверстия 10-30 мм. Вытеснению абразива при обработке отверстий по схеме трепанацил
способствует также наличие центрального стержня, который заполняет часть объема полости.
Применение способа позволяет обрабатывать отверстия и кольцевые выточки в деталях из электропроводных сплавов, которые плохо обрабатываются резапием и электрохимическим способами.
25
Предмет изобретения
Способ электроабразивной обработки полым металлическим электродом-инструментом с принудительной подачей в межэлектродный зазор э 1ектролита и абразива, отличающийся
тем, что, с целью упрощения установки, полость электрода-инструмента заполняют абразивом, который в процессе обработки вытесняют в межэлектродный зазор.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| Катодное устройство Суслина | 1981 |
|
SU998076A1 |
| Инструмент и способ комбинированной анодно-механической чистовой обработки теплозащитных многокомпонентных покрытий | 2022 |
|
RU2796389C1 |
| Способ комбинированной обработки деталей | 1991 |
|
SU1816579A1 |
| Электрод-инструмент | 1973 |
|
SU511179A1 |
| Электрод-инструмент и способ электроабразивной обработки внутренней поверхности полузакрытой полости детали | 2022 |
|
RU2809681C1 |
| Способ электроэрозионнохимической обработки | 1982 |
|
SU1161300A1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ С ЕГО ОДНОВРЕМЕННОЙ ПРАВКОЙ | 2004 |
|
RU2268118C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ | 2006 |
|
RU2328369C2 |