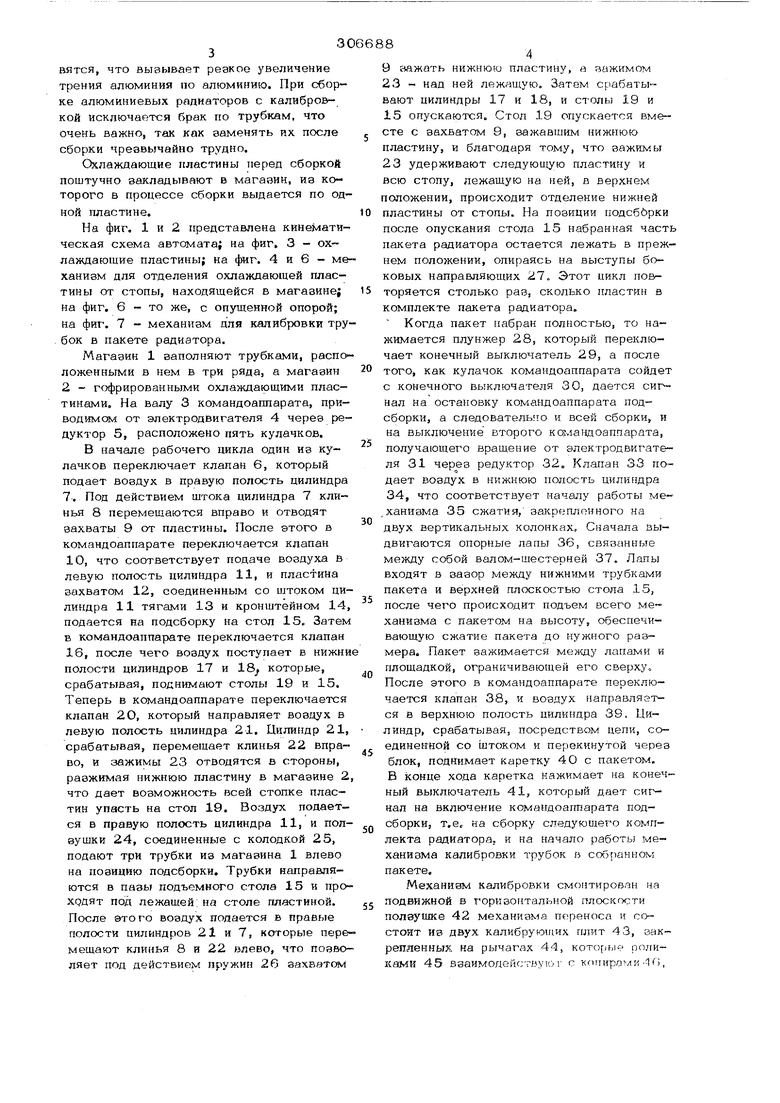
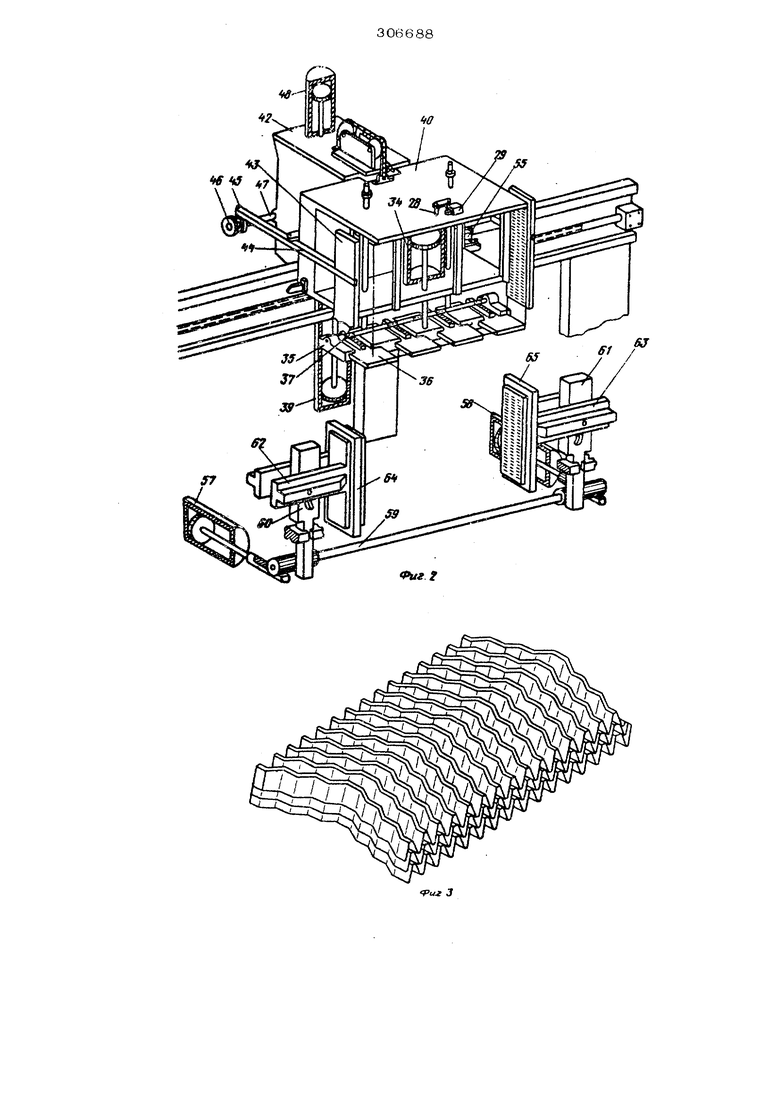
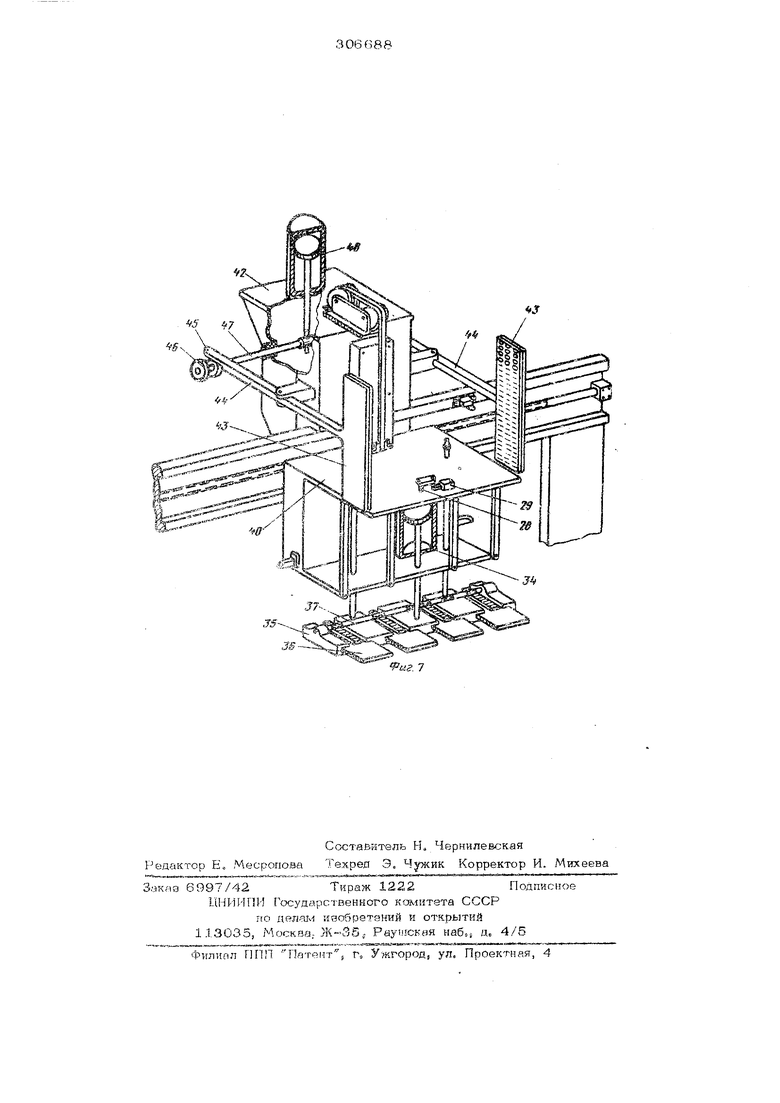
Известны автоматы для сборки латунных радиаторов, содержащие механизм гофрирования охлаждающих пластин, механизм сборки с магавином для трубок, ме- ханивм переноса и двусторонний пресс. Такие автоматы можно применять только для сборки латунных радиаторов, так как напрессовывание крышек проивводится на пакет ив охлаждающих пластин и трубок, в котором расположение послед них несколько не соответствует расположению отверстий в крыщках. Оцнако крыш ки надеваются на концы трубок, вызывая очень незначительный брак по трубкам. Это объясняется тем, что отверстия в крыщках значительно больще трубок и тиеют хорощие ваходные Части. Кроме того, трубки и крыщки смазаны. Бракованные же трубки легко ваменяются вручную. Цель изобретения - повышение качества сборки пакетов и обеспечение сборки . радиаторов из пластин, подлежащих травлению. Для этого предлагаемый автомат снабжен магазином для пластин с механизмом их пощтучной выдачи и механиэмом калибровки пакета, выполненным в виде двух калибрующих плит с отверстиями, расположенными соответственно отверстиям в крыщках, установленных на двух рычагах, шарнирно закрепленных на ползущке с обеих ее сторон и приводгЕмых в движение от копирных механизмов, также смонтированных на полаущке. Без калибровки трубок в пакетах сборка алюминиевых радиаторов невозможна по следующим причинам. Во-первых, отверстия в крыщках имеют очень незначительный плюсовой допуск по отношению к трубке (не более 0,15 мм), так как это необходимо для качественного спекания, которое происходит за счет силумина, нанесенного на поверхность крышек. Во-Вторых, для качественного спекания на трубах и крышках должна совершенно отсутствовать смазка, для удаления трубки и крышки перед сборкой тровятся, что вызывает резкое увеличение трения алюминия по алюмир ию. При сборке алюминиевых радиаторов с калибровкой исключается брак по трубкам, что очень важво, так как заменять их после сборки чрезвычайно трудно. Охлаждающие пластины перед сборкой поштучно закладывают в магазин, из которого в процессе сборки выдается по одной пластине. На фиг, 1 и 2 представлена кинематическая схема автомата; на фиг, 3 - охлаждающие пластины; на фиг, 4 и 6 - ме ханизм для отделения охлаждающей пластины от стопы, находящейся в магазине; На фиг. 6 - то же, с опущенной опорой; На фиг. 7 - механизм для калибровки тру бок в пакете радиатора. Магазин 1 заполняют трубками, распо ложенными в нем в три ряда, а магазин 2 - гофрированными охлаждающими пластинами. На валу 3 командоаппарата, приводимом от электродвигателя 4 черев редуктор 5, расположено пять кулачков, В начале рабочего цикла один из кулачков переключает клапан 6, который подает воздух в правую полость цилиндра 7., Под действием штока цилиндра 7 клинья 8 перемещаются вправо и отводят захваты 9 от пластины. После этого в командоаппарате переключается клапан 10, что соответствует подаче воздуха в левую полость цилиндра 11, и пластина захватом 12, соединенным со штоком цилиндра 11 тягами 13 и кронщтейном 14, подается на подсборку на стол 15. Затем в командоаппарате переключается клапан 16, после чего воздух поступает в нижни полости цилиндров 17 и 18 которые, срабатывая, поднимают столы 19 и 15. Теперь в командоаппарате переключается клапан 20, который направляет воздух в левую полость цилиндра 21, Цилиндр 21, срабатывая, перемещает клинья 22 вправо, и зажимы 23 отводятся в стороны, разжимая нижнюю пластину в магазине 2 что дает возможность всей стопке пластин упасть на стол 19. Воздух подается в правую полость цилиндра 11, и ползушки 24, соединенные с колодкой 25, подают три трубки из магазина 1 влево на позицию подсборки. Трубки направляются в пазы подъемного стола 15 и про™ хрдят под лежащей; на столе пластиной. После этого воздух подается в правые полости цилиндров 21 и 7, которые пере мещают клинья 8 и 22 влево, что позволяет под действием пружин 26 захватом 9 зажать нижнюю пластину, а зажимом 23 - над ней лежащую. Затем срабатывают цилиндры 17 и 18, и столы 19 и 15 опускаются. Стол 19 опускается вместе с захватам 9, зажавшим нижнюю пластину, и благодаря тому, что 23 удерживают следующую пластину и всю стопу, лежащую на ней, в верхнем положении, происходит отделение нижней пластины от стопы. На позиции подсббрки после опускания стола 15 набранная часть пакета радиатора остается лежать в прежнем положении, опираясь на выступы боковых направляющих 27. Этот цикл повторяется столько раз, сколько пластин в комплекте пакета радиатора. Когда пакет набран полностью, то нажимается плунжер 28, который переключает конечный выключатель 29, а после того, как кулачок командоаппарата сойдет с конечного выключателя 30, дается сиг нал на остановку командоаппарата подсборки, а следовательно и всей сборки, и на выключение второго KatviaHnoannapaTa, получающего вращение от электродвигателя 31 через редуктор 32. Клапан 33 подает воздух в нижнюю полость цилиндра 34, что соответствует началу работы ме.ханизма 35 сжатия, закрепленного на двух вертикальных колонках. Сначала выдвигаются опорные лапы 36, связанньш между собой валом-щестерней 37, Лапы входят в зазор между нижними трубками пакета и верхней плоскостью стола 15, после чего происходит подъем всего механизма с пакетом на высоту, обеспечивающую сжатие пакета до нужного размера. Пакет зажимается между лапами и площадкой, ограничивающей его сверху. После этого в командоаппарате переключается клапан 38, и воздух направляет ся в верхнюю полость цилиндра 39, Цилиндр, срабатывая, посредством цепи, соединеННОй со штоком и перекинутой через блок, поднимает каретку 40с пакетом, В конце хода каретка нажимает на конечный выключатель 41., который дает сигнал на включение командоаппарата подсборки, т.е. на сборку следующего комплекта радиатора, и на начало работы механизма калибровки трубок в собранно пакете. Механизм калибровки смонтирован на подвижной в горизонтальной плоскости полэушке 42 механизма переноса и состоит из двух калибруюишх плит 43, закрепленных на рычагах 44, KOTOfiFiie роликами 45 взаимодействуют с ксчтироми-Ifi,
сидящими на валу 47. Цилиндр 48 срабатывает и поворачивает вал 47 с копирами 46. Копирами поворачиваются рычаги 44, которые надевают калибрующие плиты 43 на концы трубок пакета. Конечный выключатель дает одновременно сигнал На временную остановку командоаппарата переноса и напрессовки. Далее включается электродвигатель 49, который перемещает ползушку 42 по направляющей 50 винтом 51, вааи -юдействующим с гайкой, закрепленной в корпусе ползушки 42. Приврд винта 51 осуществляется через предохранительную муфту 52,
Крайние положения ползушки 42 wa направляющей 50 определяются упорами, конструкция которых обеспечивает снятие усш11Й расклинивания в паре винт - гайка механизма перемещения ползущки42.Это достигается тем, что ползушка 53 упора удерживается в заданном положении подпружиненным клином 54, который при опускании каретки 40 утапливается под нажимом планки, закрепленной на каретке. В конце перемещения ползушки 42 на позицию напрессовки крыщек закрепленная На ней подвижная в вертикальной плоскости каретка 40 нажимает на конечный выключатель 55, который дает сигнал на остановку электродвигателя 49 и срабатывание в обратном Направлении цилиндра 48, Затем при нажатии оцератором на пусковую кнопку ча пульте управления снова включается .привод пневмоаппарата переноса и напрессовки. Подача воздуха в верхнюю полость цилиндра 39 выключается, и каретка 40 под действием собственного веса опускается до упора на по вицию напрессовки крышек. Плавность опусжания каретки обеспечивается дросселированием воздуха, выходящего из верхней полости цилиндра 39. Клапан 56 пневмоаппарата подает воздух цилиндрам 57 и 58, uiTOK-рейками которых через Шестерни поворачивается силовой вал 59 двустороннего двухходового пресса. Вращаясь, вал 59 по обеим сторонам пресса поднимает вертикальные копиры 60 и 61, сообщающие движение в горизонтальной плоскости ползунам 62 и 63, на которых закреплены щтампы 64 и 65. Предварительно -на штампы надеваются крыщки радиаторов.
При срабатывании пресса сначала двигаются наружные ползуны, которые надевают крыщки на концы трубок пакета, а затем внутренние, которые развальцовывают концы трубок.
После напрессовкн крьпнек и развальцовки трубок в результате послеловател1гного переключения клапанов кo aндoaгmn рата срабатывают в обратном направлении цилиндры 57 и 58, возвращая ползуны пресса в исходное положение, цилиндр 34 освобождает готовый радиатор, а цилиндр 39 поднимает пустую каретку. В конце хода каретки 40 вверх происходит нажатие конечного выключателя 55, который выключает командоаппарат и включает привод винта 51 для возвращения ползущки 42 с кареткой 4О на позицию подсборки за следующим пакетом радиатора, В конце перемещения ползущки по направляющей 50 в обратном направлении происходит нажатие конечного выключателя 41, который выключает привод вращения винта и дает.сигнал на включение привода командоаппарата. Каретка 40 опускается на позицию подсборки и в конце хода нажимает конечный выключатель, дающий сигнал на выключение командоаппарата, но его выключение происходит только после того, как переключится конечный выключатель 66, смонтированный в саMCW командоаппарате.
После набора следующего пакета пластин и трубок рабочий цикл повторяется в той же последовательности.
Форм.ула изобретения
35 1. Автомат для сборки радиаторов, содержащий расположенные на станине механизм сборки пластин с трубками в пакеты, ползущку с приводом для переноса пакетов и двусторонний пресс для
40 напрессоБки крыщек на пакеты, отличающийся тем, что, с целью повыщения качества сборки пакетов, он снабжен механизмом калибровки пакета, выпопненньш в виде двух калибрующих
45 плит с отверстиями, расположенными соответственно в крыщках, установленных на рычагах, щарнирно закрепленных на ползущке по обеим сторонам ее и взаимдействующих с вращаемыми от привода
50
ползущки ксятирами.
2. Автомат по п. 1, о т л и ч а ю щ и и с я тем; 4TQi с целью обеспечения сборки радиаторов из пластин, подлежапшх травлению, он снабжен магазином для сборки пластин с механизмом их поштучной выдачи, выполненным в виде установленных одна над другой двух пар подпружиненных
73066888
захватов и взаимодействующих с нимика пара подпружиненных пахватов fiaaMeклиньев, закрепленных на планке, жесткошена на корпусе магазина пля пластин, а
связанной со штоком силового цилиндра,другая - на предусмотренном в автомате
смонтированного на станине, при этом од- 11од1 емном столе.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1960 |
|
SU133457A1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| Автоматическая линия для изготовления сердцевин радиаторов | 1984 |
|
SU1187961A1 |
| Автоматическая линия для сборки трубчато-пластинчатых теплообменников | 1989 |
|
SU1791088A1 |
| ПОЛУАВТОМАТ ДЛЯ СБОРКИ РАДИАТОРОВ | 1991 |
|
RU2025249C1 |
| Полуавтомат для сборки радиаторов | 1974 |
|
SU485852A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100170C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИИ РЕБРИСТЫХ РАДИАТОРОВ | 1968 |
|
SU207861A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |


J/
«7
7/
2f.
Фиг г
26
-sssl
9
8
|0
,
Х«х.
да17
O-rrfhL
дгскш:
«J
Vuz.l
