Изобретение относится к сборочному производству, а именно к устройствам для изготовления и сборки теплообменников - сердцевин пластинчатых радиаторов.
Известна линия для сборки сердцевин трубчато-пластинчатых теплообменников, оснащённая, помимо традиционных устройств, устройством подсборки охлаждающих трубок на штыри шомпольной кассеты, состоящим из магазина трубок, подвижной каретки с направляющими под трубки и толкателя, связанного с пневмоцилиндром и совершающего возвратно-поступательные движения подачи трубок на штыри шомпольной кассеты с ходом, несколько превышающим длину трубок. Устройство подсборки охлаждающих трубок осуществляет одновременное надевание целого поперечного ряда трубок на штыри шомпольной кассеты (1).
Недостатком известной линии является низкая производительность из-за сложности укладки трубок с малой продольной жесткостью в узкие зазоры направляющих гребенки, направляющей решетки и штырей шомпольной кассеты.
Целью изобретения является повышение производительности.
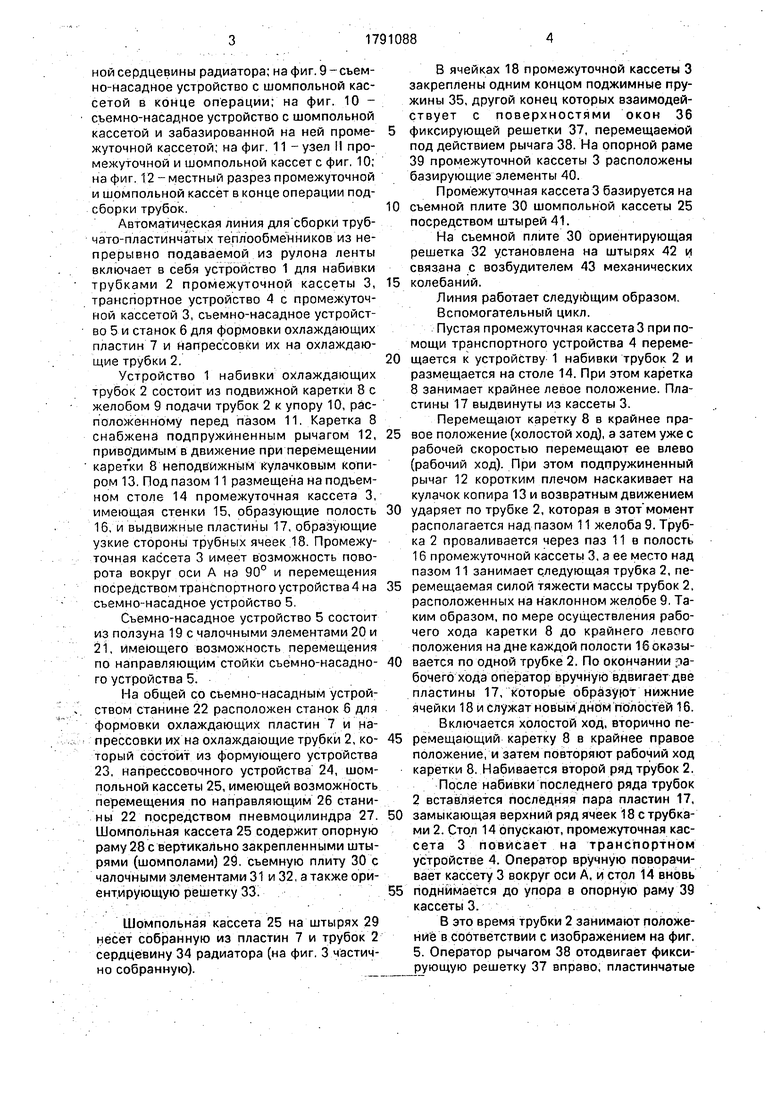
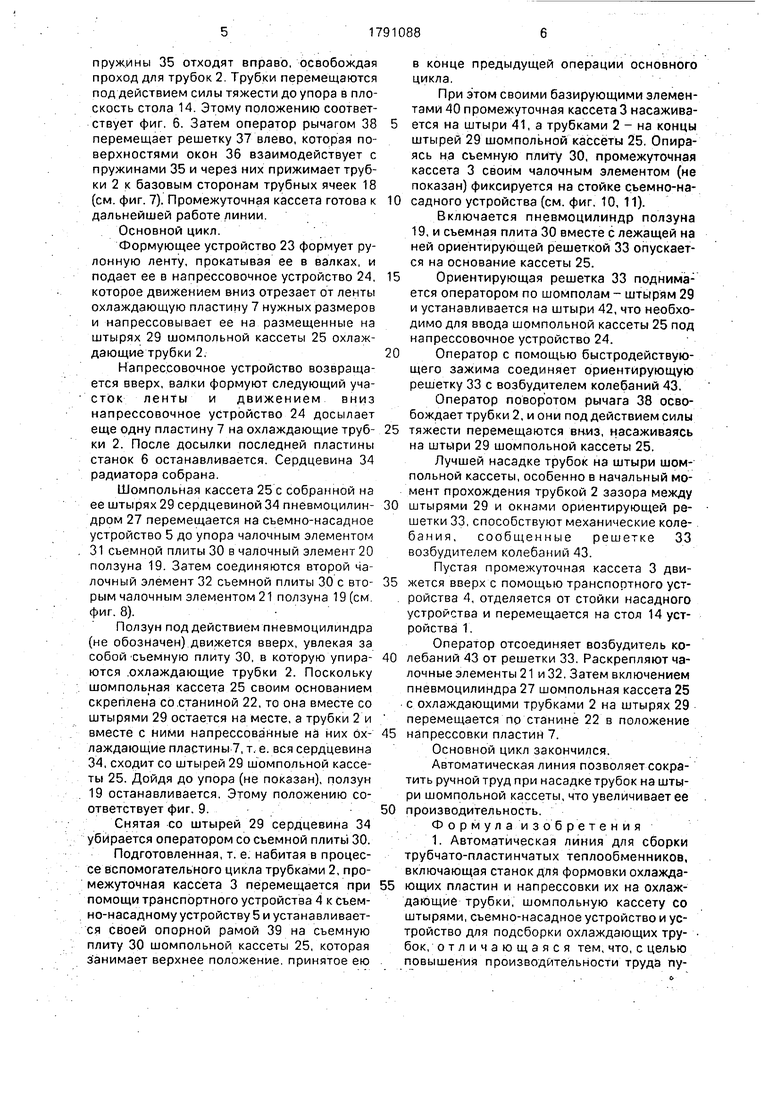
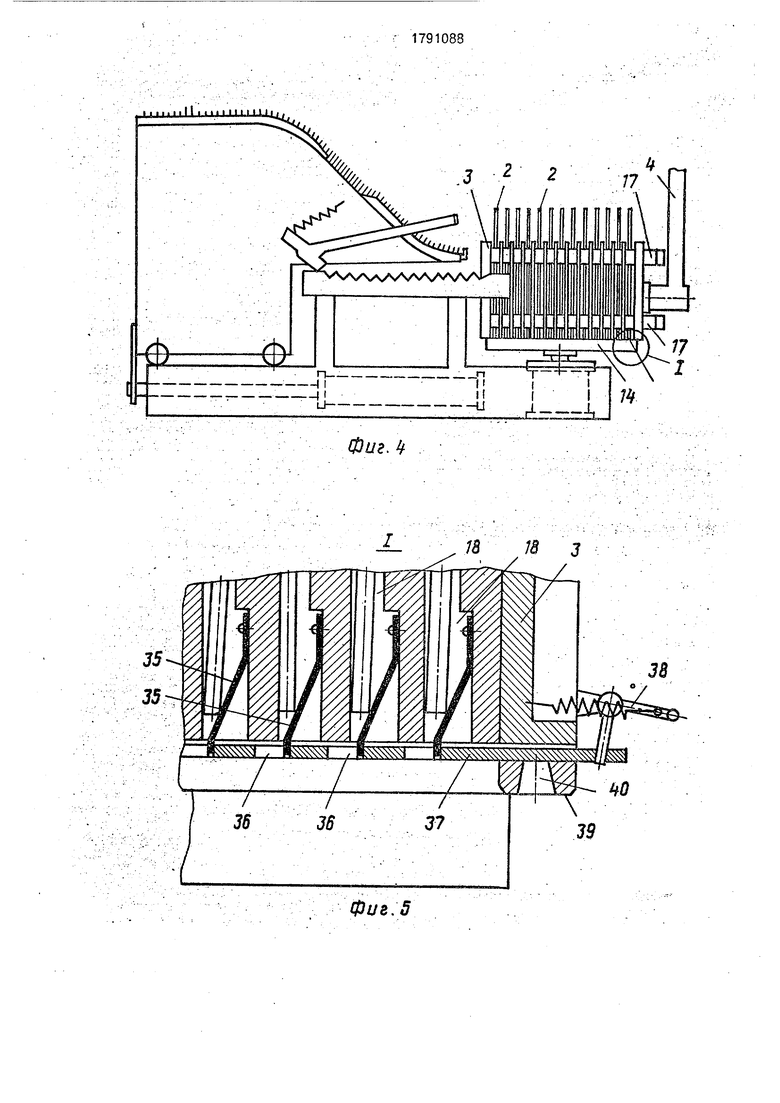
На фиг. 1/2 и 3 представлены части автоматической линии: устройство набивки промежуточной кассеты трубками и транспортное устройство с промежуточной кассетой в разрезе (фиг. 1); съемно-насадное устройство (фиг. 2); станок для формовки пластин и напрессовки их на охлаждающие трубки (фиг. 3); на фиг. 4 - устройство по фиг.. Тс промежуточной кассетой в повернутом на 90° положении; на фиг. 5/6, 7 - узел I промежуточной кассеты с фиг. 4; на фиг. 8- съемно-насадное устройство с шомпольной кассетой в начале операции съема собранО
00
со
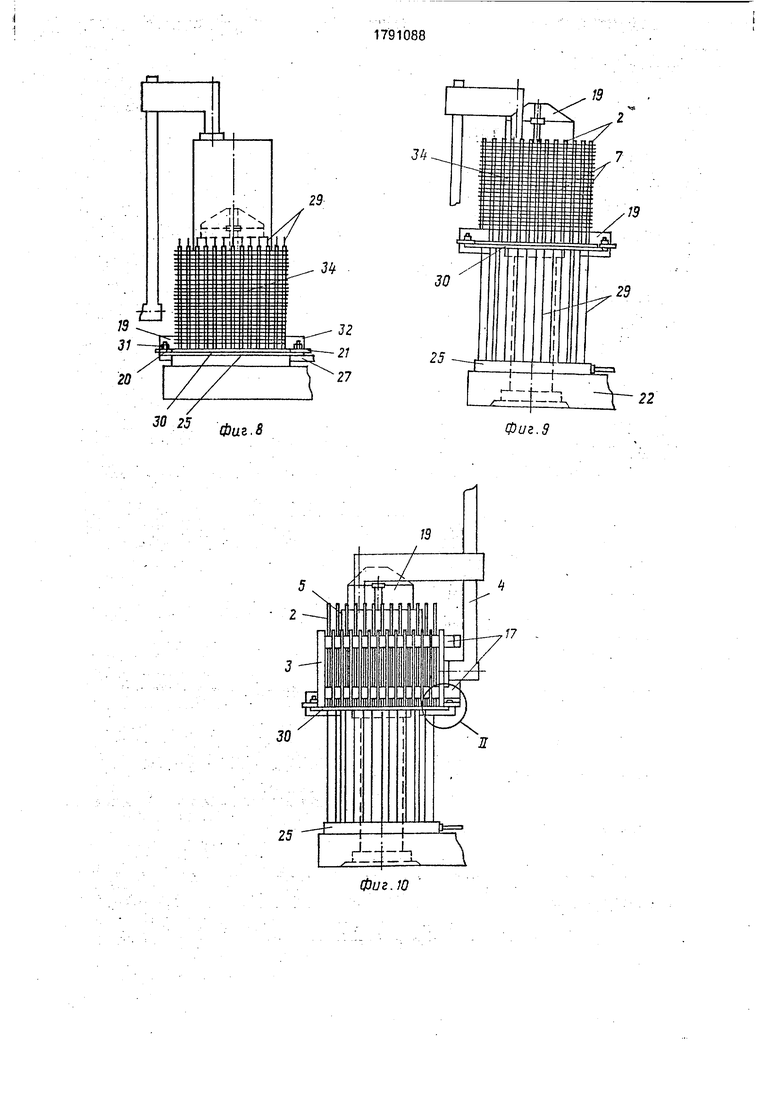
ной сердцевины радиатора; на фиг. 9-съемно-насадное устройство с шомпольной кассетой в конце операции; на фиг. 10 - съемно-насадное устройство с шомпольной кассетой и забазированной на ней промежуточной кассетой; на фиг. 11 - узел II промежуточной и шомпольной кассет с фиг, 10; на фиг. 12 - местный разрез промежуточной и шомпольной кассет в конце операции под- сборки трубок.
Автоматическая линия для сборки труб- чато-пластинчатых теплообменников из непрерывно подаваемой из рулона ленты включает в себя устройство 1 для набивки трубками 2 промежуточной кассеты 3, транспортное устройство 4 с промежуточной кассетой 3, съемно-насадное устройство 5 и станок 6 для формовки охлаждающих пластин 7 и напрессовки их на охлаждающие трубки 2.
Устройство 1 набивки охлаждающих трубок 2 состоит из подвижной каретки 8 с желобом 9 подачи трубок 2 к упору 10, расположенному перед пазом 11. Каретка 8 снабжена подпружиненным рычагом 12, приводимым в движение при перемещении каретки 8 неподвижным кулачковым копиром 13. Под пазом 11 размещена на подъемном столе 14 промежуточная кассета 3, имеющая стенки 15, образующие полость 16, и выдвижные пластины 17, образующие узкие стороны трубных ячеек 18. Промежуточная кассета 3 имеет возможность поворота вокруг оси А на 90° и перемещения посредством транспортного устройства 4 на съемно-насадное устройство 5.
Съемно-насадное устройство 5 состоит из ползуна 19с чалочными элементами 20 и 21, имеющего возможность перемещения по направляющим стойки съемно-насадного устройства 5.
На общей со съемно-насадным устройством станине 22 расположен станок 6 для формовки охлаждающих пластин 7 и напрессовки их на охлаждающие трубки 2, который состоит из формующего устройства 23, напрессовочного устройства 24, шомпольной кассеты 25, имеющей возможность перемещения по направляющим 26 станины 22 посредством пневмоцилиндра 27. Шомпольная кассета 25 содержит опорную раму 28 с вертикально закрепленными штырями (шомполами) 29. Съемную плиту 30 с чалочными элементами 31 и 32, а также ориентирующуюрешетку 33.
Шомпольная кассета 25 на штырях 29 несет собранную из пластин 7 и трубок 2 сердцевину 34 радиатора (на фиг. 3 частично собранную).
В ячейках 18 промежуточной кассеты 3 закреплены одним концом поджимные пружины 35, другой конец которых взаимодействует с поверхностями окон 36
фиксирующей решетки 37, перемещаемой под действием рычага 38. На опорной раме 39 промежуточной кассеты 3 расположены базирующие элементы 40.
Промежуточная кассета 3 базируется на
0 съемной плите 30 шомпольной кассеты 25 посредством штырей 41.
На съемной плите 30 ориентирующая решетка 32 установлена на штырях 42 и связана с возбудителем 43 механических
5 колебаний.
Линия работает следующим образом. Вспомогательный цикл. Пустая промежуточная кассета 3 при помощи транспортного устройства 4 переме0 щается к устройству 1 набивки трубок 2 и размещается на столе 14. При этом каретка 8 занимает крайнее левое положение. Пластины 17 выдвинуты из кассеты 3.
Перемещают каретку 8 в крайнее пра5 вое положение (холостой ход), а затем уже с рабочей скоростью перемещают ее влево (рабочий ход). При этом подпружиненный рычаг 12 коротким плечом наскакивает на кулачок копира 13 и возвратным движением
0 ударяет по трубке 2, которая в этот момент располагается над пазом 11 желоба 9. Трубка 2 проваливается через паз 11 в полость 16 промежуточной кассеты 3, а ее место над пазом 11 занимает следующая трубка 2, пе5 ремещаемая силой тяжести массы трубок 2, расположенных на наклонном желобе 9. Таким образом, по мере осуществления рабочего хода каретки 8 до крайнего левого положения на дне каждой полости 16 окззы0 вается по одной трубке 2. По окончании рабочего хода оператор вручную вдвигает две пластины 17, которые образуют нижние ячейки 18 и служат новым дном полостей 16. Включается холостой ход, вторично пе5 ремещающий каретку 8 в крайнее правое
положение, и затем повторяют рабочий ход
каретки 8. Набивается второй ряд трубок 2.
После набивки последнего ряда трубок
2 вставляется последняя пара пластин 17,
0 замыкающая верхний ряд ячеек 18 с трубками 2. Стол 14 опускают, промежуточная кассета 3 повисает на транспортном устройстве 4. Оператор вручную поворачивает кассету 3 вокруг оси А, и стол 14 вновь
5 поднимается до упора в опорную раму 39 кассеты 3.
В это время трубки 2 занимают положение в соответствии с изображением на фиг. 5. Оператор рычагом 38 отодвигает фиксирующую решетку 37 вправо, пластинчатые
пружины 35 отходят вправо, освобождая проход для трубок 2. Трубки перемещаются под действием силы тяжести до упора в плоскость стола 14. Этому положению соответствует фиг, 6. Затем оператор рычагом 38 перемещает решетку 37 влево, которая поверхностями окон 36 взаимодействует с пружинами 35 и через них прижимает трубки 2 к базовым сторонам трубных ячеек 18 (см. фиг. 7). Промежуточная кассета готова к дальнейшей работе линии.
Основной цикл.
Формующее устройство 23 формует рулонную ленту, прокатывая ее в валках, и подает ее в напрессовочное устройство 24, которое движением вниз отрезает от ленты охлаждающую пластину 7 нужных размеров и напрессовывает ее на размещенные на штырях 29 шомпольной кассеты 25 охлаждающие трубки 2.
Напрессовочное устройство возвращается вверх, валки формуют следующий участок ленты и движением вниз напрессовочное устройство 24 досылает еще одну пластину 7 на охлаждающие трубки 2. После досылки последней пластины станок б останавливается. Сердцевина 34 радиатора собрана.
Шомпольная кассета 25 с собранной на ее штырях 29 сердцевиной 34 пневмоцилин- дром 27 перемещается на съемно-насадное устройство 5 до упора чалочным элементом 31 съемной плиты 30 в чалочный элемент 20 ползуна 19. Затем соединяются второй чалочный элемент 32 съемной плиты 3.0 с вторым чалочным элементом 21 ползуна 19 (см. фиг. 8).
Ползун под действием пневмоцилиндра (не обозначен) движется вверх, увлекая за собой Съемную плиту 30, в которую упираются .охлаждающие трубки 2. Поскольку шомпольная кассета 25 своим основанием скреплена со .станиной 22, то она вместе со штырями 29 остается на месте, а трубки 2 и вместе с ними напрессованные на них охлаждающие пластины 7, т. е. вся сердцевина 34, сходит со штырей 29 шомпольной кассеты 25. Дойдя до упора (не показан), ползун 19 останавливается. Этому положению соответствует фиг. 9.
Снятая со штырей 29 сердцевина 34 убирается оператором со съемной плиты 30.
Подготовленная, т. е. набитая в процессе вспомогательного цикла трубками 2, промежуточная кассета 3 перемещается при помощи транспортного устройства 4 к съемно-насадному устройству 5 и устанавливается своей опорной рамой 39 на съемную плиту 30 шомпольной кассеты 25, которая Занимает верхнее положение, принятое ею
в конце предыдущей операции основного цикла.
При этом своими базирующими элементами 40 промежуточная кассета 3 насажива- 5 ется на штыри 41, а трубками 2 - на концы штырей 29 шомпольной кассеты 25. Опираясь на съемную плиту 30, промежуточная кассета 3 своим чалочным элементом (не показан) фиксируется на стойке съемно-на- 0 садного устройства (см. фиг. 10, 11).
Включается пневмоцилиндр ползуна 19, и съемная плита 30 вместе с лежащей на ней ориентирующей решеткой 33 опускается на основание кассеты 25. 5 Ориентирующая решетка 33 поднимается оператором по шомполам - штырям 29 и устанавливается на штыри 42, что необходимо для ввода шомпольной кассеты 25 под напрессовочное устройство 24. 0 Оператор с помощью быстродействующего зажима соединяет ориентирующую решетку 33 с возбудителем колебаний 43.
Оператор поворотом рычага 38 освобождает трубки 2, и они под действием силы 5 тяжести перемещаются вниз, насаживаясь на штыри 29 шомпольной кассеты 25.
Лучшей насадке трубок на штыри шомпольной кассеты, особенно в начальный момент прохождения трубкой 2 зазора между 0 штырями 29 и окнами ориентирующей решетки 33, способствуют механические коле- бания, сообщенные решетке 33 возбудителем колебаний 43.
Пустая промежуточная кассета 3 дви- 5 жется вверх с помощью транспортного уст- . ройства 4, отделяется от стойки насадного устройства и перемещается на стол 14 устройства 1.
Оператор отсоединяет возбудитель ко0 лебаний 43 от решетки 33. Раскрепляют чалочные элементы 21 и 32, Затем включением
пневмоцилиндра 27 шомпольная кассета 25
с охлаждающими трубками 2 на штырях 29
перемещается по станине 22 в положение
5 напрессовки пластин 7.
Основной цикл закончился.
Автоматическая линия позволяет сократить ручной труд при насадке трубок на штыри шомпольной кассеты, что увеличивает ее 0 производительность.
Формула из обретения
1. Автоматическая линия для сборки трубчато-пластинчатых теплообменников, включающая станок для формовки охлажда- 5 ющих пластин и напрессовки их на охлаждающие трубки, шомпольную кассету со штырями, съемно-насадное устройство и устройство для подсборки охлаждающих тру- бок, отличающаяся тем, что, с целью повышения производительности труда путем механизации процесса подсборки трубок на штыри шомпольной кассеты и упрощения конструкции, устройство для подсборки охлаждающих трубок выполнено в. виде транспортного устройства, содержащего установленную на горизонтальной оси промежуточную кассету, и устройство набивки этой кассеты трубками в виде подвиж- ной каретки с направляющими, параллельными Оби промежуточной кассеты. - : .; ; -.:. // . . . . Yv;
2. Линия по п. 1, о т л и ч а ю щ а я с я тем, что штыри шомпольной кассеты съемно-насадного устройства расположены вертикально.-- . ,
3. Линия по п. 1, отличающаяся тем, что кассета транспортного устройства оснащена пружинными элементами для фиксации трубок, решеткой, взаимодействующей с этими элементами, и съемными опорными пластинами.
4. Линия по п. 1, о т ли ч а ю щ а я с я тем, что, с целью упрощения процесса насадки трубок, съемно-насадное устройство снабжено возбудителем механических колебаний. ; /л- :.. / ...:.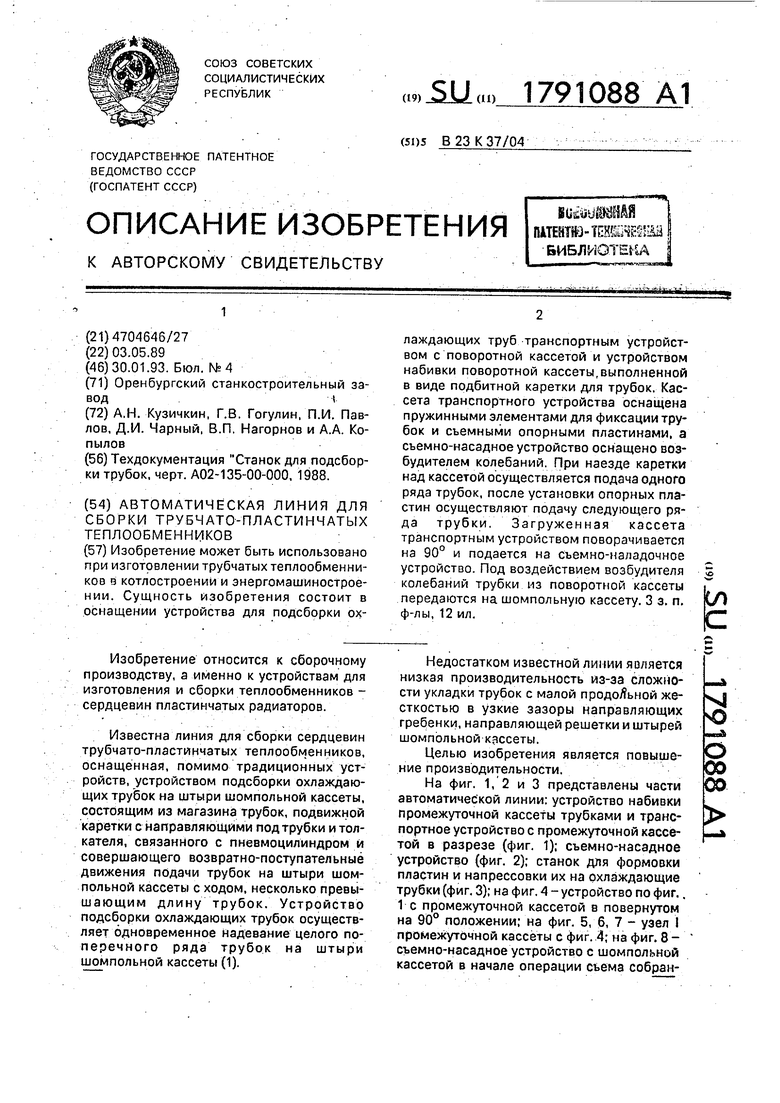
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления пластин и сборки секций теплообменников | 1984 |
|
SU1291308A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ ПОЛУПАКЕТОВ СЕКЦИЙ РАДИАТОРОВ | 1968 |
|
SU206538A1 |
| Автомат для сборки радиаторов | 1967 |
|
SU306688A1 |
| Автоматическая линия для изготовления сердцевин радиаторов | 1984 |
|
SU1187961A1 |
| Устройство для напрессовки лабиринтных колец на колесные оси железнодорожных вагонов | 1985 |
|
SU1379047A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100170C1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| Кассета для сборки секций радиаторов | 1977 |
|
SU626927A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИИ РЕБРИСТЫХ РАДИАТОРОВ | 1968 |
|
SU207861A1 |


Изобретение может быть использовано при изготовлении трубчатых теплообменников б котлостроений и энергомашиностроении. Сущность изобретения состоит в оснащении устройства для подсборки охлаждающих труб транспортным устройством с поворотной кассетой и устройством набивки поворотной кассеты,выполненной в виде подбитной каретки для трубок. Кассета транспортного устройства оснащена пружинными элементами для фиксации трубок и съемными опорными пластинами, а съемно-насадное устройство оснащено возбудителем колебаний. При наезде каретки над кассетой осуществляется подача одного ряда трубок, после установки опорных пластин осуществляют подачу следующего ряда трубки. Загруженная кассета транспортным устройством поворачивается на 90° и подается на съемно-наладочное устройство. Под воздействием возбудителя колебаний трубки из поворотной кассеты передаются на шомпольную кассету. 3 з. п. ф-лы, 12 ил. со С
Фиг. Г
22 26
Фиг. 2
фиг- 3
27
Фиг.7
/ /
//
32
21
27
/ / 30 25
Фаг.В
J4
7
25
22
Фиг. 9
Фиг. Ю
| Техдокументация Станок для подсбор- ки трубок, черт | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
