Изобретение относится к области термообработки металлов.
Известиая автоматическая линия для термообработки дисков содерл ;ит механизлг загрузки, индуктор ДЛЯ нагрева нод закалку, закалочное устройство, нндуктор отнуска, механизм разгрузки, транспортирующш механизм. При этом на позиции отнуска деталь нагревается отпускным индуктором, изолированным керамическим покрытием, к которому она прижимается металлической плитой с усилием до 3000 кг. Но керамическое покрытие нндуктора в процессе эксплуатации растрескивается, выкрашивается, что приводит к короблению диска и необходимости восстановления покрытия индуктора.
В нредлагаемом устройстве с целью зстранения указанного недостатка отпускной индуктор выполнен в виде штампа, верхняя и нижняя части которого состоят из металлического магнитоировода с пазами для укладки токопроводов. При этом лазы одного магнитопровода смещены на шаг по отиошеиию к другому, что способствует выравпиванию нагрева. Правка изделия ироисходит за счет усилий зажима его между двумя магннтопроводами.
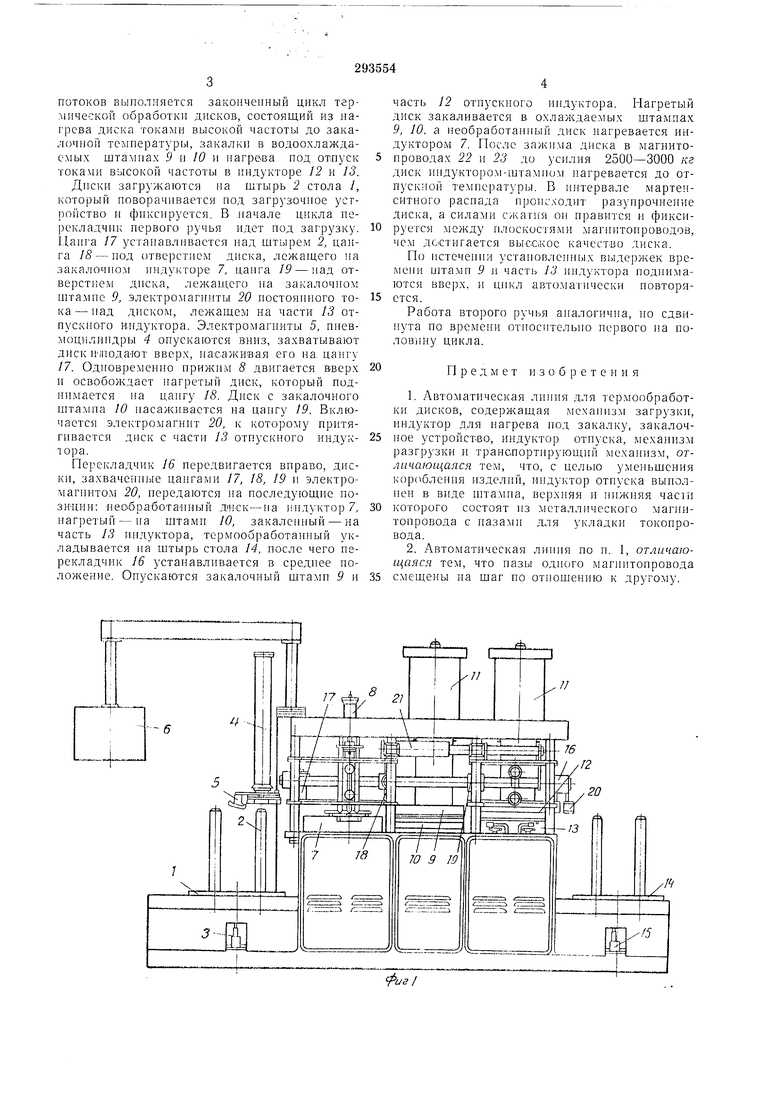
загрузки дисков, которая содержи г поворотный СТОЛ 1, штырь 2, ножной фиксатор 3, загрузочный нневмоцилиндр 4, к штоку которо 0 на кронштейне прикреплены трп электромагнита 5 постоянного тока; пульта управления позиции нагрева под закалку, содержаН1,ей 1 ндуктор 7, прижим и; позиции закалки с двумя металлически.ми штампами 9 и W, охлаждаемыми водой, и Ц11линдро.м //; позиции отиуска с индукторол отпуска в виде дву.х частей 12 и 13; позиции выгрузки, состоящей из поворотного стола 14 с ножным фиксатором 15, и механизма транспортирования изделий с позиции на позицию, выполненного в внде перекладчи.ка 16, состоящего из трубы, па которой закреплеиы кроиштейны с цанга.ми 17, 18, 19 электромагнитов 20 и нневматического цнлиндра 21.
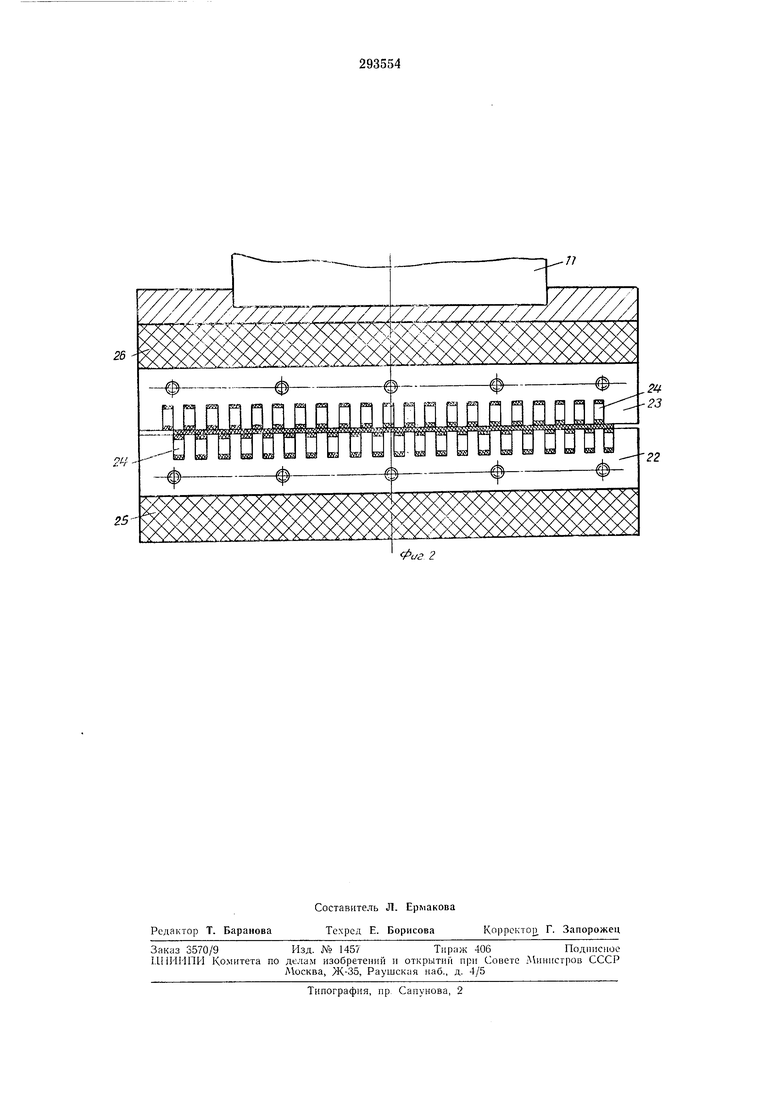
Пндуктор отпуска состоит нз двух частей 12 и 13, каждая из них выполнена из наборных стальных магнитопроводов-плиг 22 и 23, в пазы которых вложены изолированные Birrки токопровода 24. Нижний магнптопровод 22 че)ез асбоцементную ллнту 25 жестко крепится к стаиине, а верхннй мапппопровод 23 через асбоцементную нлнту 26-к штоку цилиндра //.
потоков выполняется законченный цикл тер.мнческон обработки днсков, состоящий из нагрева диска токами высокой частоты до за.калочной температуры, закалки в водоохлаждаемых штампах 9 и 10 и нагрева под отпуск высокой частоты в индукторе 12 и 13.
Диски загружаются на штырь 2 стола У, который поворачивается иод загрузочиое устройство и фиксируется. В начале цикла перекладчш; первого ручья идет иод загрузку. I.laiira 77 устанавливается над штырем 2, цанга 18 - под отверстием диска, лежащего на закалочном индукторе 7, цанга 19-над отверстием диска, лежащего иа закалочном штампе 9, электромагниты 20 постояииого тока - иад диском, лежащем на части 13 отпускного индуктора. Электромагниты 5, иневмсщилиидры 4 онускаются вниз, захватывают диск И|податот вверх, насаживая его па, цангу /7. Одновремеппо прижим 8 двигаетея вверх и освобождает иагретый диск, который поднимается на цангу J8. Диск с закалочного штампа 10 насаживается иа цангу 19. Включается электромагнит 20, к которому притягивается диск с части 13 отпускного индуктора.
Перекладчик 16 передвигается вправо, диски, захвачеииые цангами 17, 18, 19 и электромагнитом 20, передаются иа последующие иозицни: пеобработа-нный диск-иа ицдуктор 7, иагретый - на штамн 10, закаленный - на часть 13 иидуктора, термообработанный укладывается па штырь стола 14, после чего перекладчик 16 устанавливается в средиее положение. Оиускаются закалочный штамп 9 и
часть 12 отпускного индуктора. Нагретый диск закаливается в охлаждаемых штампах 9, 10. а необработанный диск нагревается индуктором 7. После зажнма диска в магнитопроводах 22 н 23 до усилия 2500-3000 кг диск нндуктором-штамном агревается до отпускной температуры. В интервале мартенситного расиада происходит разуирочиепие диска, а силами сжатия он иравится и фиксируется между плоскостями магпитопроводов, чем дсСтигается вЫС.окое качест во диска.
По пстечеиии устаиовле1И1ых выдержек времени Н1тами 9 и часть 13 1ндуктора поднимаются вверх, и цикл автома нчески повторяется.
Работа второго ручья апалогичпа, по сдвинута по времеии отиосительио первого иа половину цикла.
Пред м е т и з о б р е т е н и я
1.Автоматическая лнния для термообработки дисков, содержащая механизм загрузки, иидуктор для пагрева под закалку, закалочное устройство, индуктор отпуска, механизм разгрузки п транспортирующий механизм, отличающаяся тем, что, с целью уменьшения коробления изделий, иидуктор отиуска выполиен в впде штампа, верхняя и нижняя чает которого состоят из металлического магнитопровода с пазами для укладки токопровода.
2.Автоматическая лииия по п. 1, отличающаяся тем, что пазы одпого магпитопровода смещены иа щаг по отнощению к другому.
| название | год | авторы | номер документа |
|---|---|---|---|
| БИБЛИОТЕКА J | 1972 |
|
SU327257A1 |
| Автоматическая линия для термообработки плоских деталей | 1981 |
|
SU1084317A1 |
| Устройство для индукционногоКОНТуРНОгО НАгРЕВА дЕТАлЕй | 1979 |
|
SU831810A1 |
| Автоматическая линия для термообработки дисков | 1984 |
|
SU1208087A1 |
| БСГ-СОЮЗНАЯ АГРЕГАТ ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ!-•T-J-I^OsIl'ivirHM | 1971 |
|
SU290933A1 |
| Установка для нагрева и обработки давлением тонколистовых металлических изделий | 1980 |
|
SU908852A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1972 |
|
SU329227A1 |
| Индуктор для зонального нагревапРи гибКЕ ТРуб и пРОфилЕй | 1978 |
|
SU827216A1 |
| Устройство для индукционной термической обработки | 1989 |
|
SU1708876A1 |
| Автоматическая линия бездеформационной термообработки деталей | 1989 |
|
SU1759910A1 |
26
nil
/.V 25
